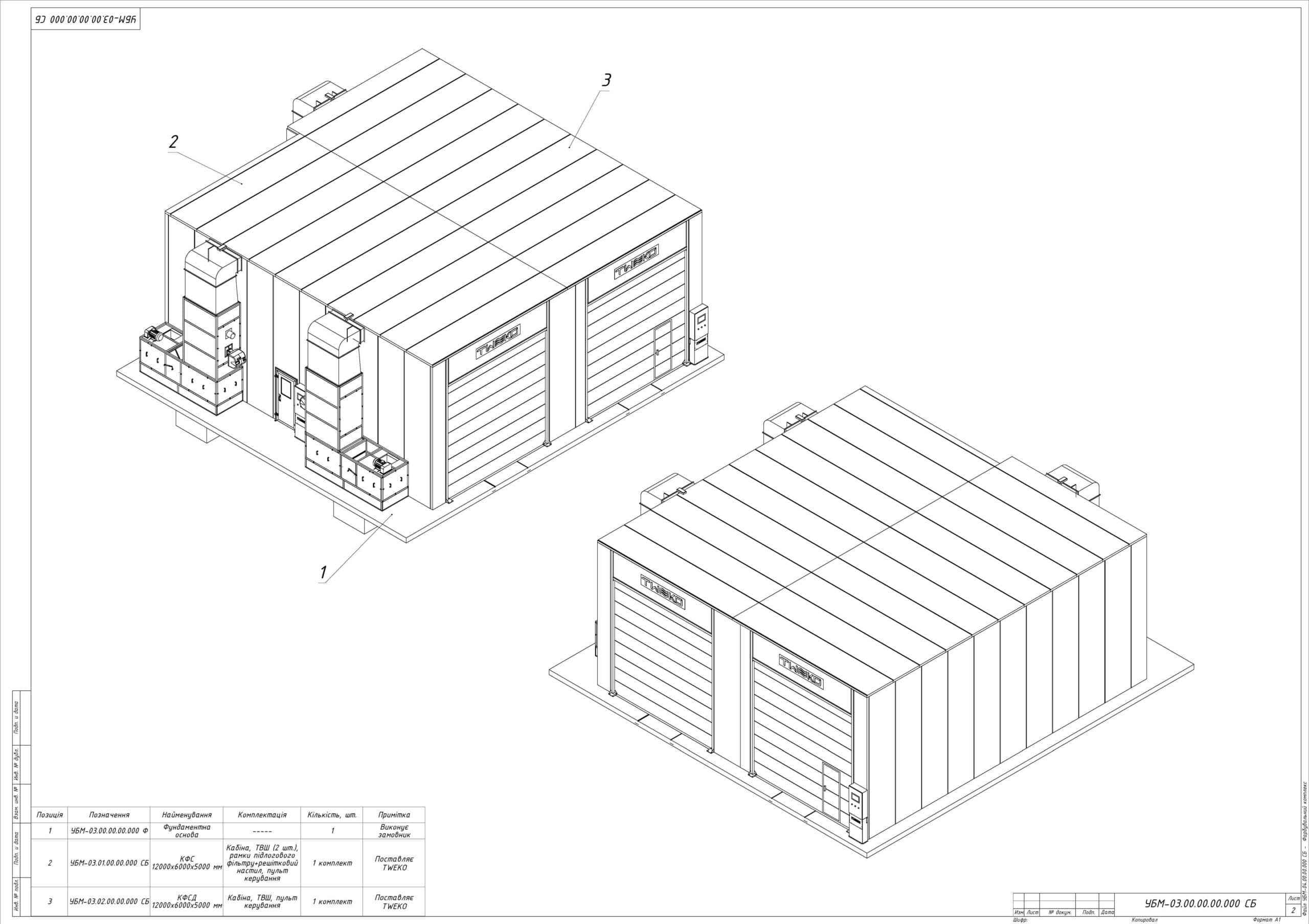
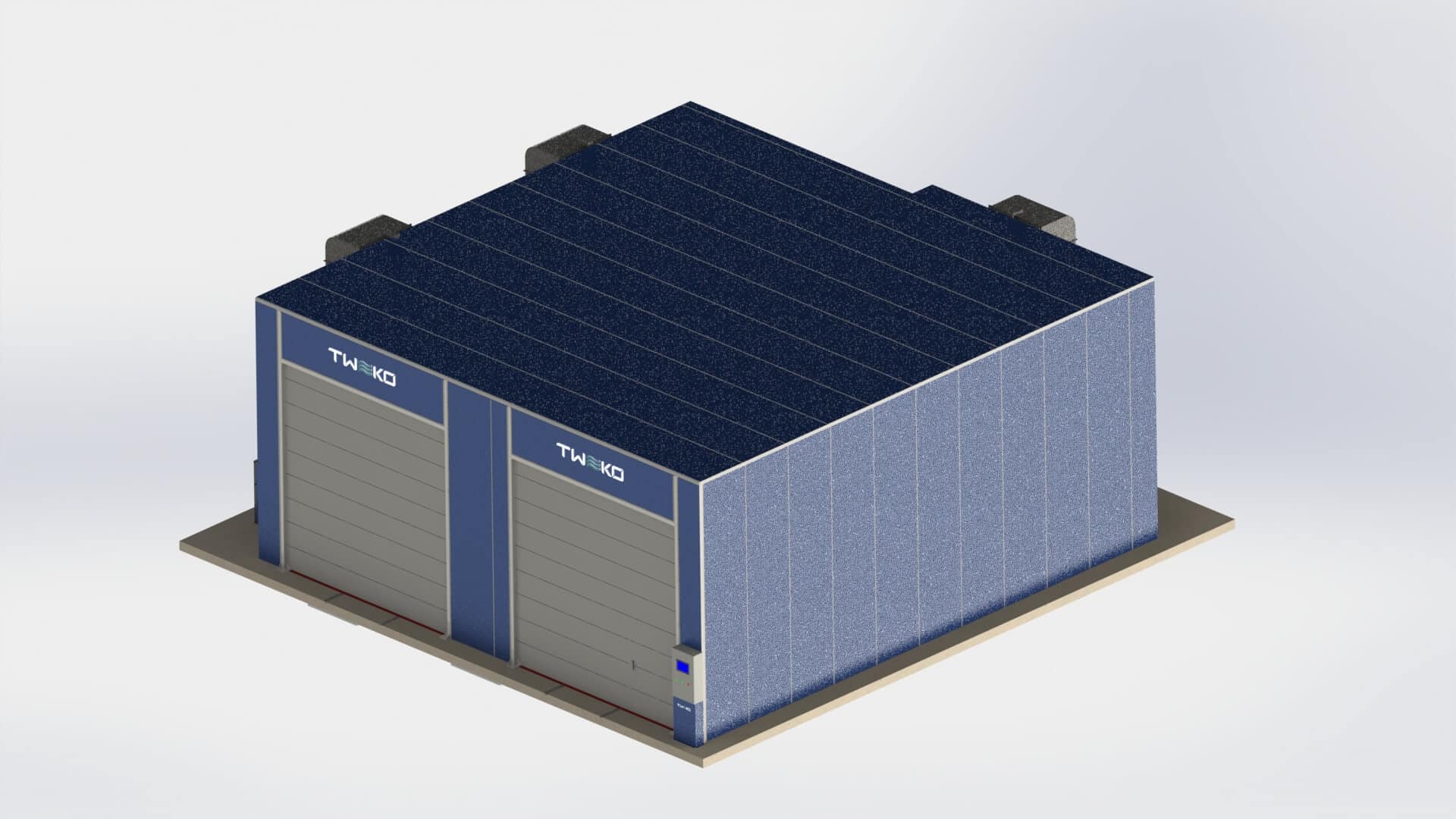
Комплекс абразивоструменевого очищення та фарбування для великогабаритних виробів у важкому машинобудуванні
Архивы Дробоструминна камера - «Техсервіс ВЕКО»
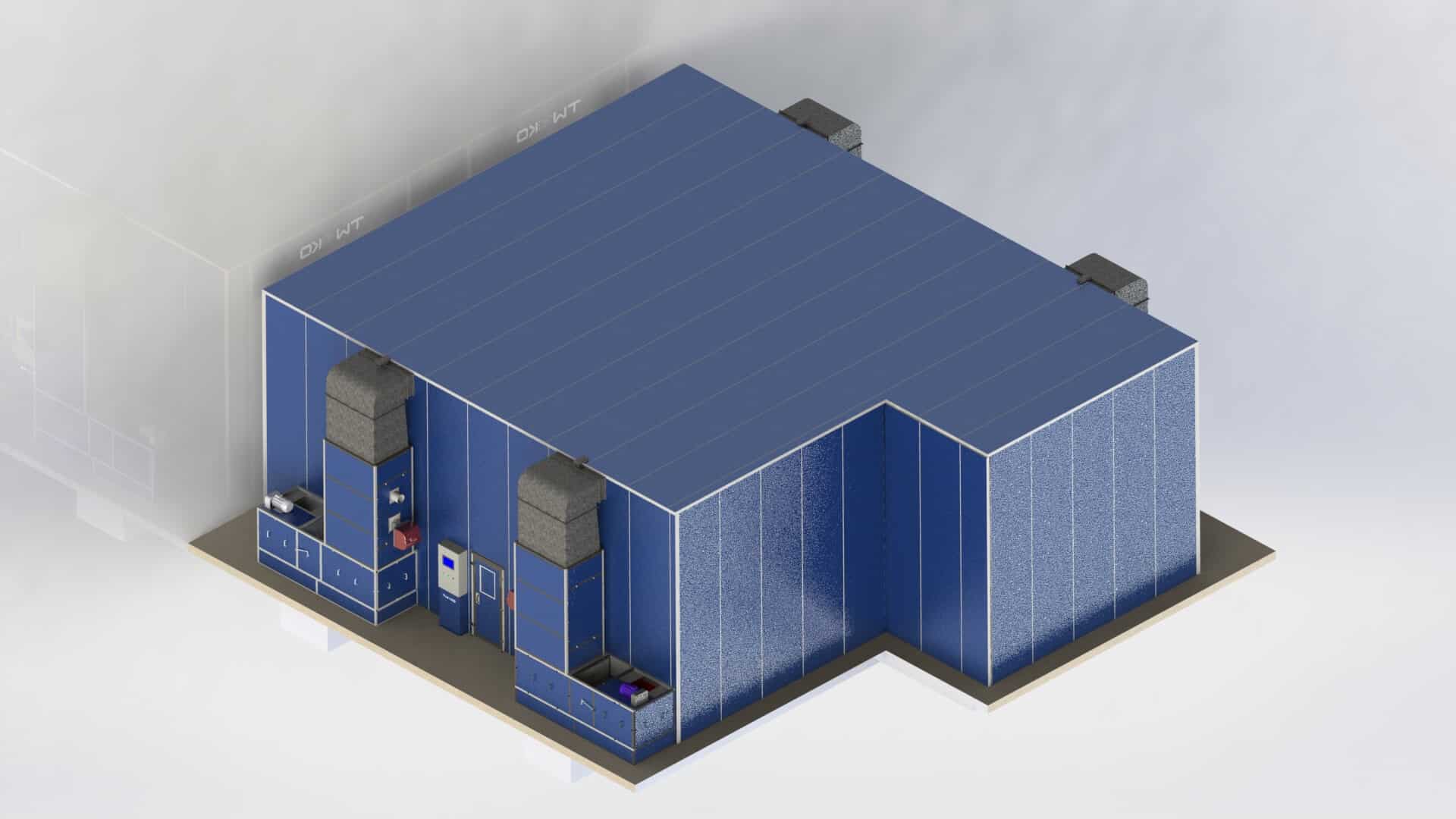
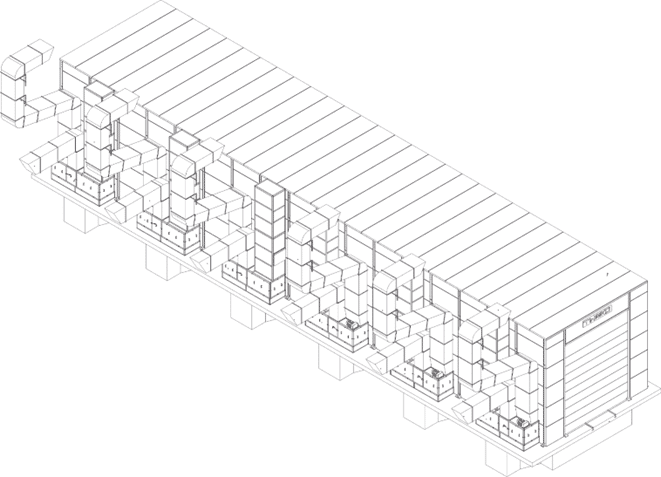
Компанія TWEKO реалізувала проєкт розробки, виготовлення, постачання та введення в експлуатацію комплексу абразивоструменевого очищення та фарбувально-сушильної камери для машинобудівного підприємства. Метою проєкту було впровадження контрольованого технологічного процесу підготовки та фарбування великогабаритних виробів, включаючи очищення поверхні, нанесення покриття та сушку. У результаті замовник отримав інтегрований комплекс, що забезпечує стабільність параметрів процесу та органічно вписується в існуючу виробничу інфраструктуру.
Про клієнта
Підприємство важкого машинобудування з багаторічним досвідом виготовлення великогабаритних металоконструкцій і верстатного обладнання. Технологічні процеси включають зварювання, механічну обробку та підготовку поверхні під нанесення лакофарбових покриттів. Для забезпечення стабільної якості покриття на виробах значних розмірів виникла потреба у впровадженні контрольованих умов очищення та фарбування.
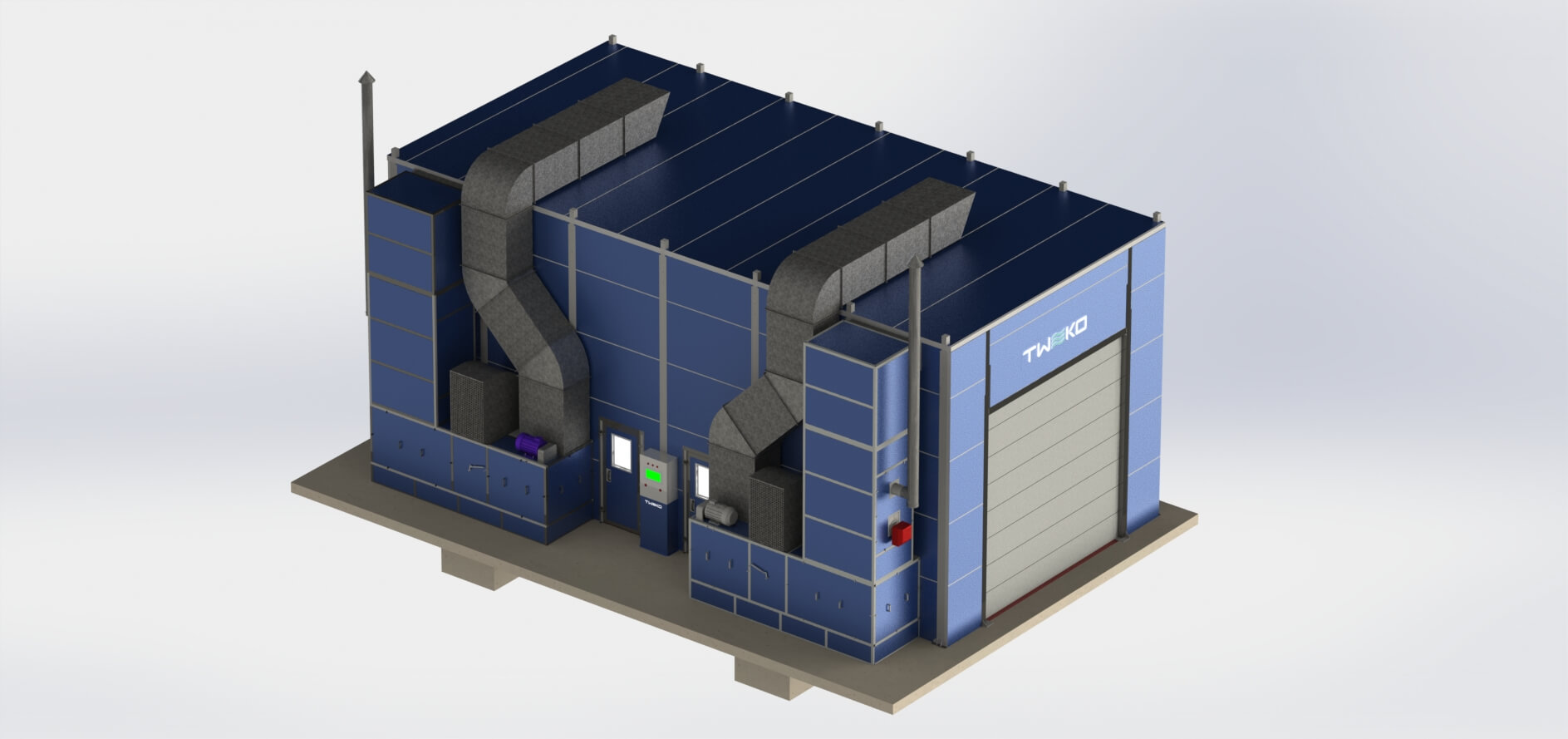
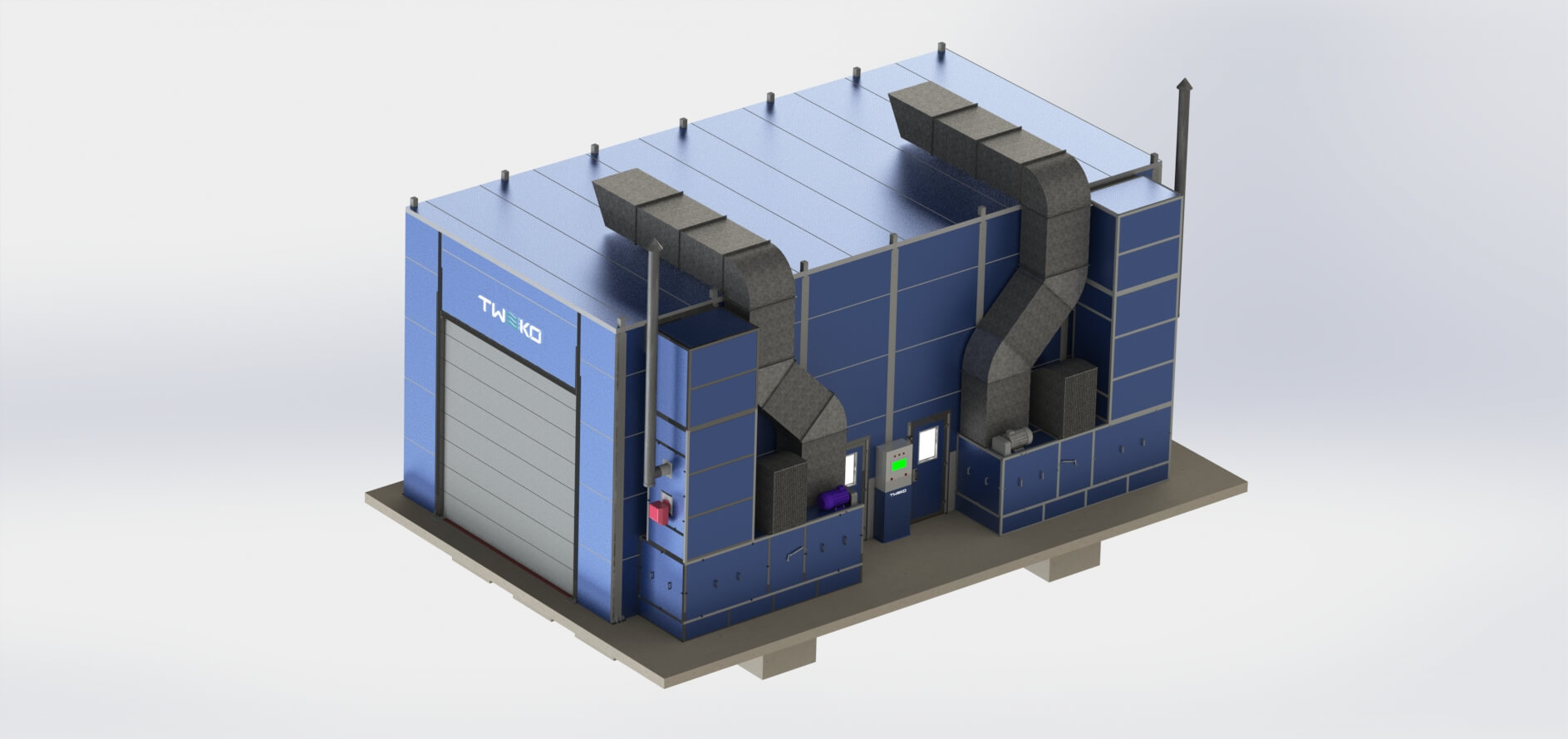
Комплекс забезпечує послідовний цикл підготовки поверхні, нанесення покриття та сушки із розділенням «брудних» і «чистих» технологічних процесів. Камери працюють автономно та інтегровані в єдину виробничу логіку, що дозволяє підтримувати стабільні параметри повітряного середовища на кожному етапі обробки.
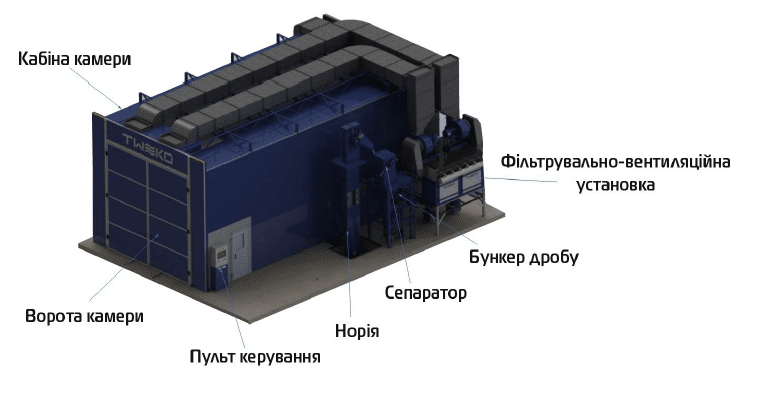
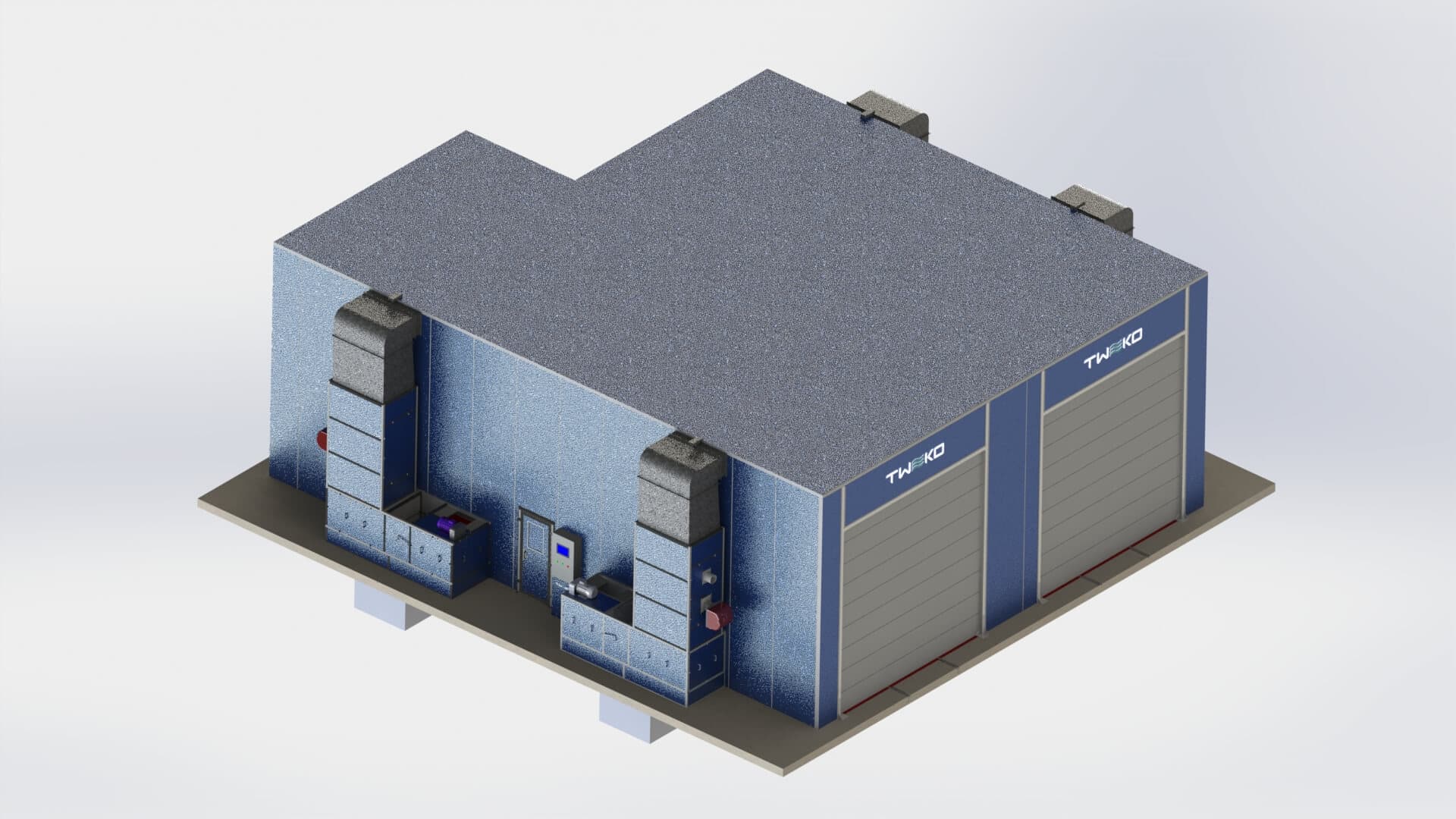
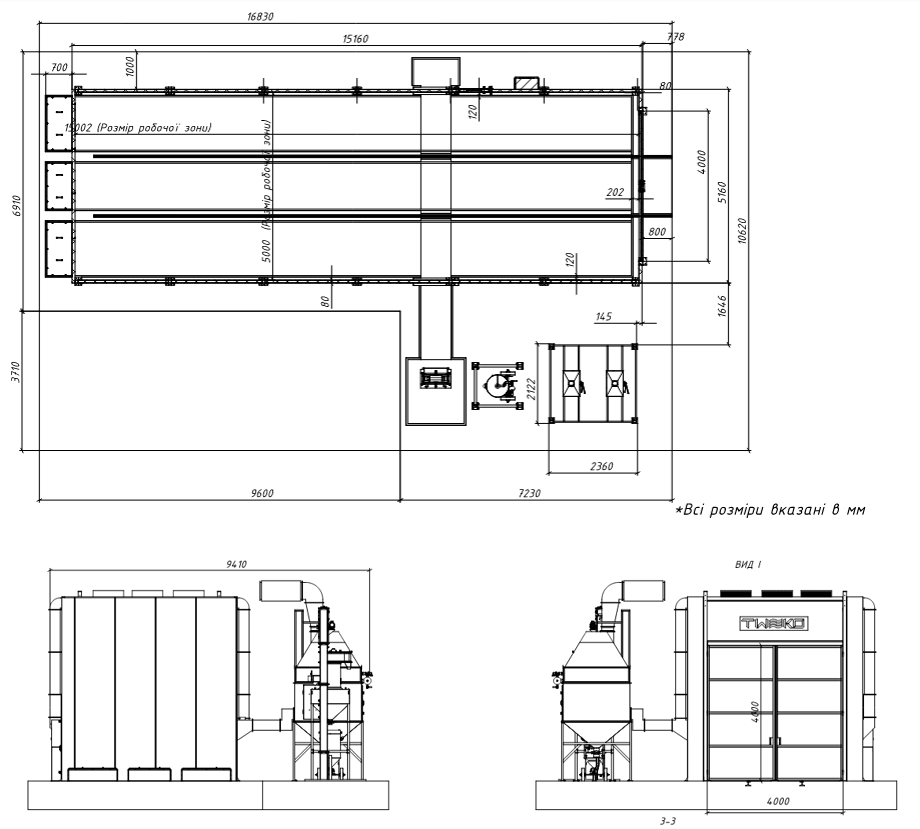
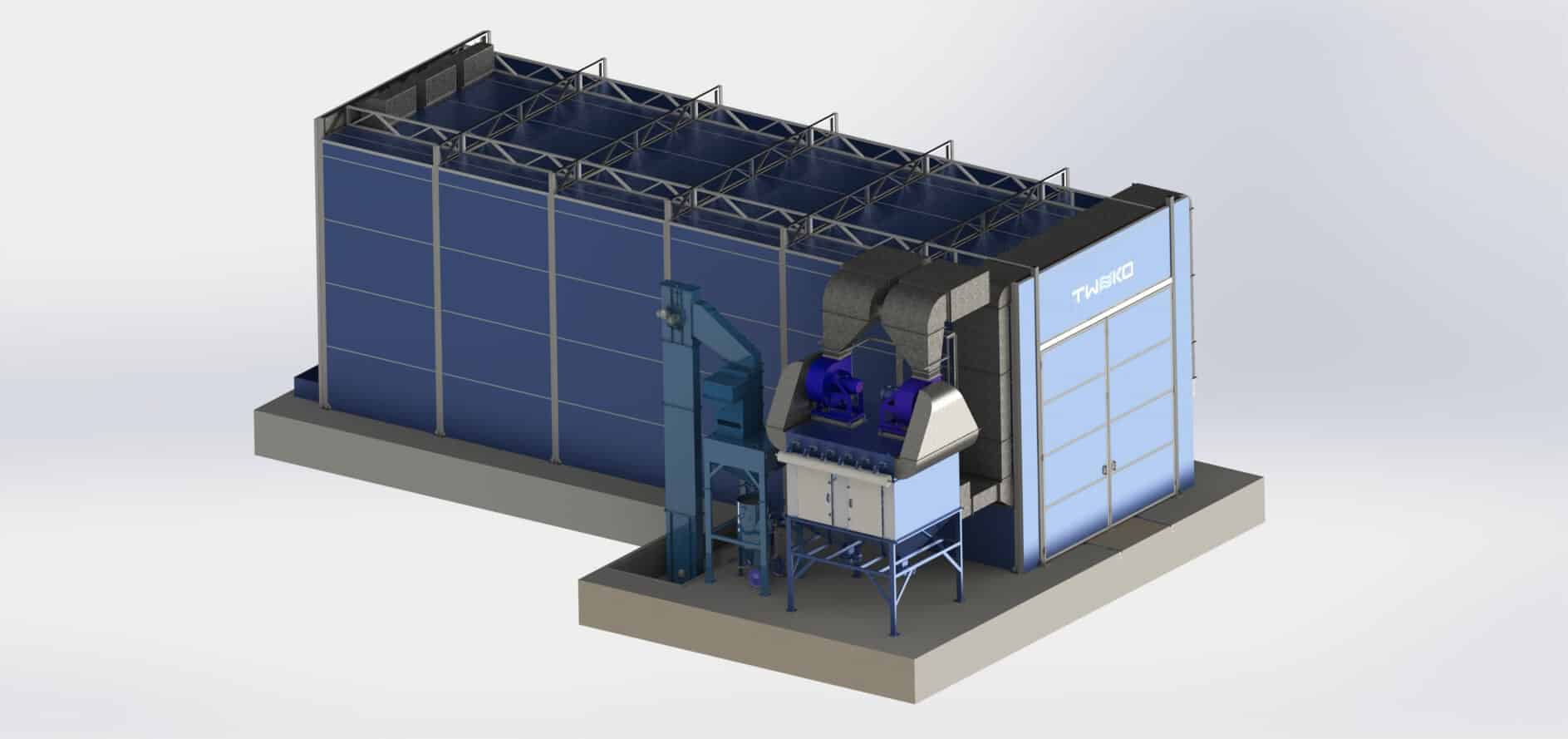
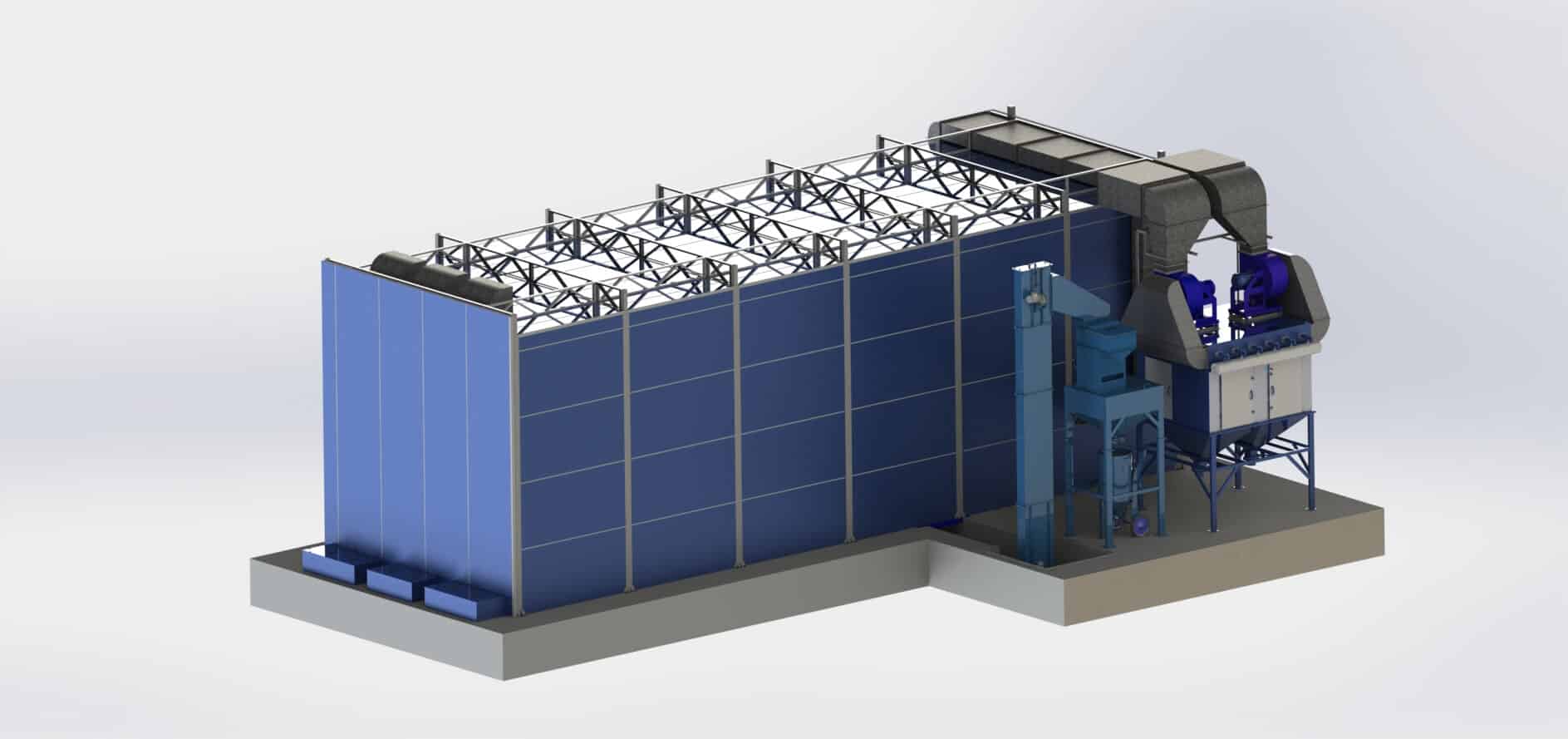
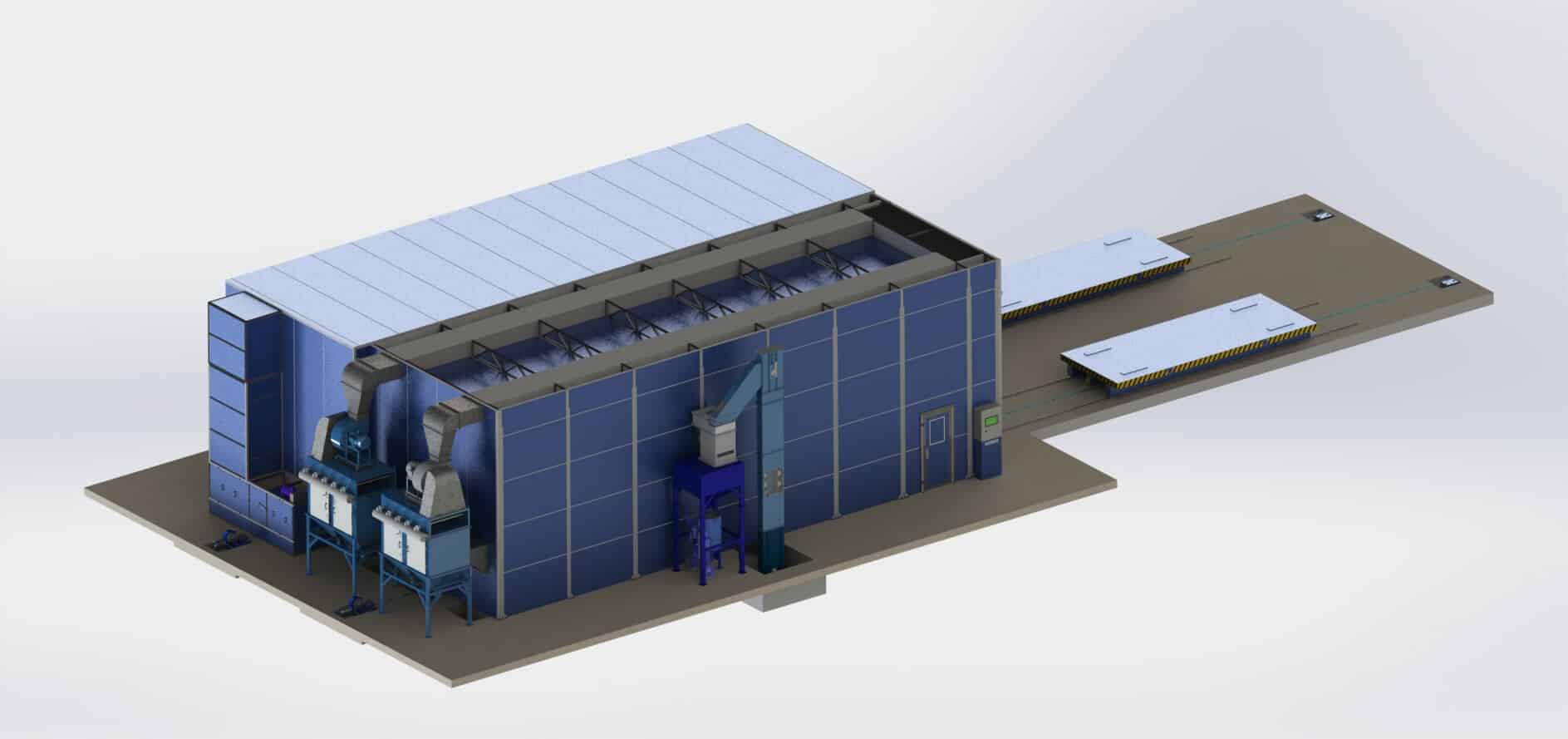
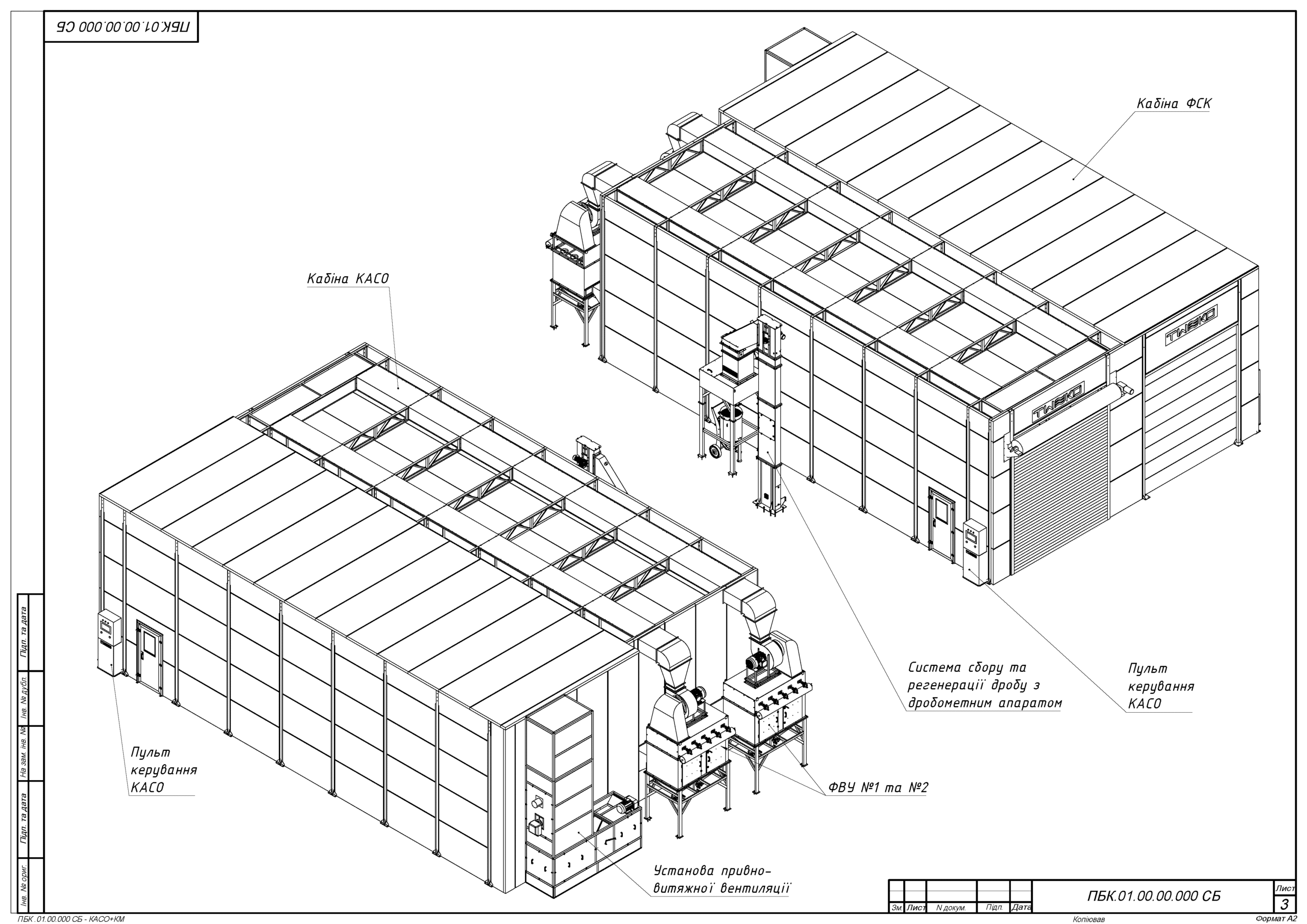
Камера абразивоструменевого очищення моделі KASO-7 оснащена автономною системою аспірації з функцією регенерації абразиву, що включає циклон та фільтраційний вузол. Робоча зона камери становить 12 000 × 4 800 × 3 580 мм, що дозволяє обробляти великогабаритні вироби. Продуктивність аспіраційної системи досягає 20 000 м³/год, при цьому ефективність очищення повітря становить до 96–99%.
Система забезпечує безперервне видалення пилу із робочої зони та автоматичну сепарацію абразиву з подальшим поверненням у цикл. Використання циклону дозволяє відокремлювати важку фракцію, а фільтраційний вузол — очищати повітря перед викидом у навколишнє середовище. Потужність приводу аспіраційної установки становить до 30 кВт, рівень шуму зовні камери — до 70 дБ.
Робота обладнання передбачає одночасне виконання операцій очищення, аспірації та регенерації абразиву, що забезпечує стабільність процесу підготовки поверхні та зменшення витрат абразивного матеріалу.
Фарбувально-сушильна камера моделі IKFS-14 обладнана припливно-витяжною вентиляцією з повітрообміном до 52 000 м³/год, що забезпечується двома припливними вентиляційними установками потужністю по 11 кВт та витяжною установкою 7,5 кВт. Робоча зона камери становить 12 000 × 5 000 × 4 000 мм, що дозволяє обробляти великогабаритні вироби.
Система підготовки повітря включає багаторівневу суху фільтрацію (попередня, стельова, підлогова), що забезпечує ступінь очищення до 96,7% та подачу рівномірного повітряного потоку в робочу зону. У режимі фарбування підтримується надлишковий тиск у межах 10–30 Па, що запобігає потраплянню пилу ззовні.
Для сушіння застосовано електричний нагрів на базі оребрених ТЕНів (до 60 елементів) із максимальною температурою до 80°C. У цьому режимі реалізовано рециркуляцію повітря з послідовними етапами: продувка, нагрів, сушка та охолодження, що забезпечує стабільність температурного режиму та енергоефективність процесу.
Комплекс реалізовано з розділенням технологічних зон: камера абразивоструменевого очищення працює автономно від фарбувально-сушильної камери та оснащена окремою системою аспірації з регенерацією абразиву. Між камерами передбачено технологічну буферну зону (~6,7 м), що мінімізує перенесення пилу та забезпечує розділення «брудного» і «чистого» процесів. Керування комплексом здійснюється за допомогою програмованого логічного контролера з контролем температури, тиску, часу сушки та режимів роботи обладнання.
Результати проєкту
Забезпечено безперервний технологічний цикл обробки виробів
Покращено якість підготовки поверхні перед фарбуванням
Оптимізовано витрати абразиву за рахунок рециркуляції
Зменшено вплив пилу на процес фарбування
Покращено умови праці персоналу
Підвищено керованість процесу за рахунок автоматизації
Реалізований комплекс забезпечує виконання повного циклу підготовки та фарбування великогабаритних виробів, характерних для підприємств важкого машинобудування — станин, рам, корпусів та інших металоконструкцій. Контрольовані параметри повітряного середовища та розділення технологічних зон дозволяють стабілізувати якість покриття на виробах значної маси та складної геометрії.
Рішення інтегровано в існуючу виробничу інфраструктуру та може бути застосоване на підприємствах машинобудування, енергетики та металургії, де критичними є процеси підготовки поверхні та антикорозійного захисту великогабаритних виробів.
Потрібне рішення для підготовки поверхні та фарбування великогабаритних виробів на машинобудівному підприємстві? Звертайтеся до спеціалістів TWEKO — ми підберемо комплекс обладнання відповідно до габаритів, технології та виробничих задач вашого підприємства.
Прохідний технологічний комплекс для абразивоструменевого очищення та фарбування
Архивы Дробоструминна камера - «Техсервіс ВЕКО»
У вересні 2024 року велике машинобудівне підприємство звернулося до компанії TWEKO із запитом на розробку та постачання комплексу технологічного обладнання для організації повного циклу підготовки поверхні, абразивоструменевого очищення, мийки, фарбування та сушіння виробів великого формату.
У межах проєкту TWEKO підібрала оптимальну конфігурацію обладнання, що включала камеру абразивоструменевого очищення, фарбувально-сушильну камеру та допоміжні модулі, з подальшою інтеграцією, монтажем і введенням комплексу в експлуатацію у жовтні 2025 року.
Про клієнта
Замовник — українське конструкторсько-виробниче підприємство машинобудівного профілю, що спеціалізується на розробці, виробництві, технічному обслуговуванні та ремонті спеціалізованої автотранспортної і промислової техніки, а також постачанні комплектуючих.
Підприємство здійснює повний комплекс робіт, включно з проєктуванням, виробництвом, технічним обслуговуванням і ремонтом техніки, а також постачанням комплектуючих і сервісною підтримкою.
Завдяки розвиненій виробничій базі та впровадженню інженерних інновацій компанія є одним із стабільних системних виробників у своєму сегменті.
Рішення
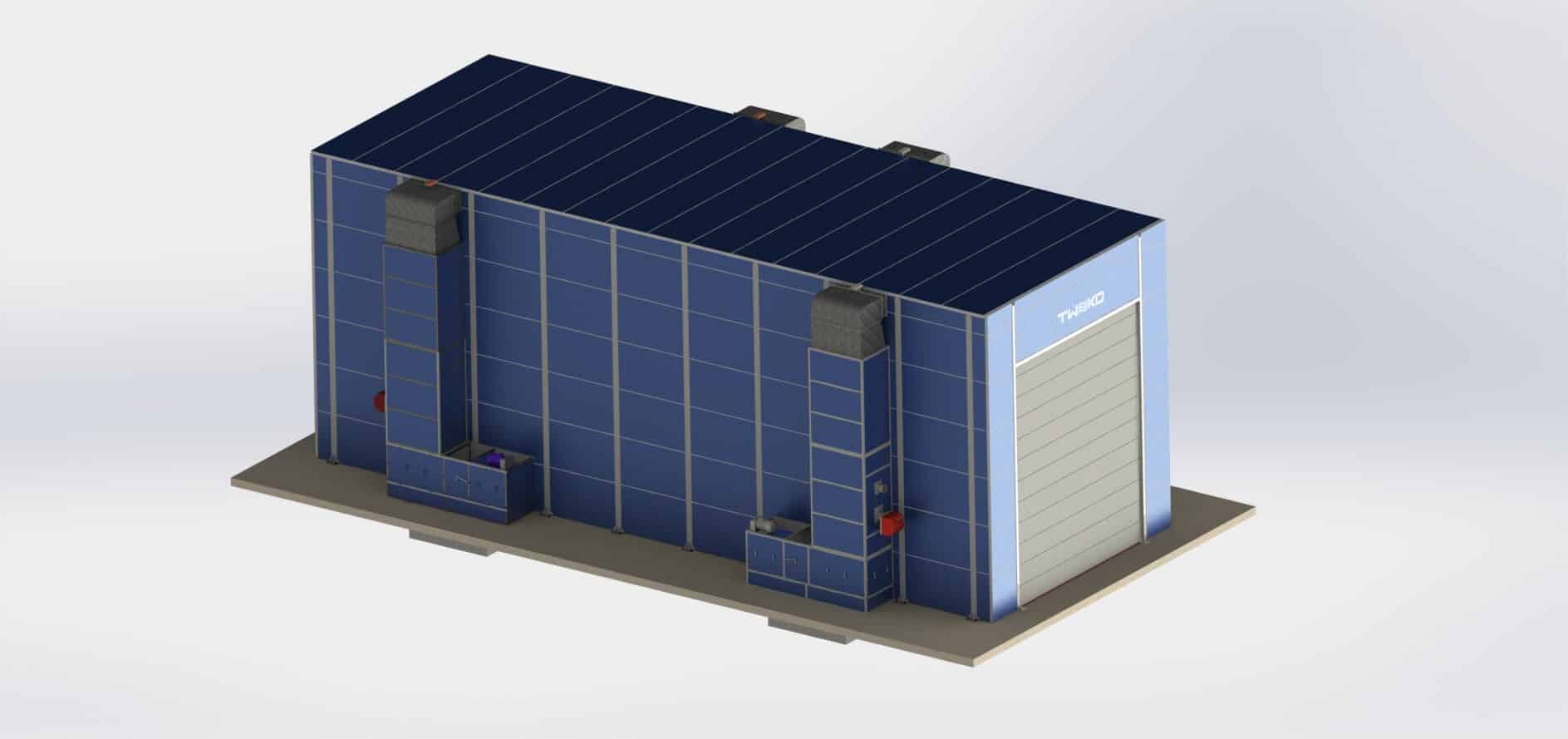
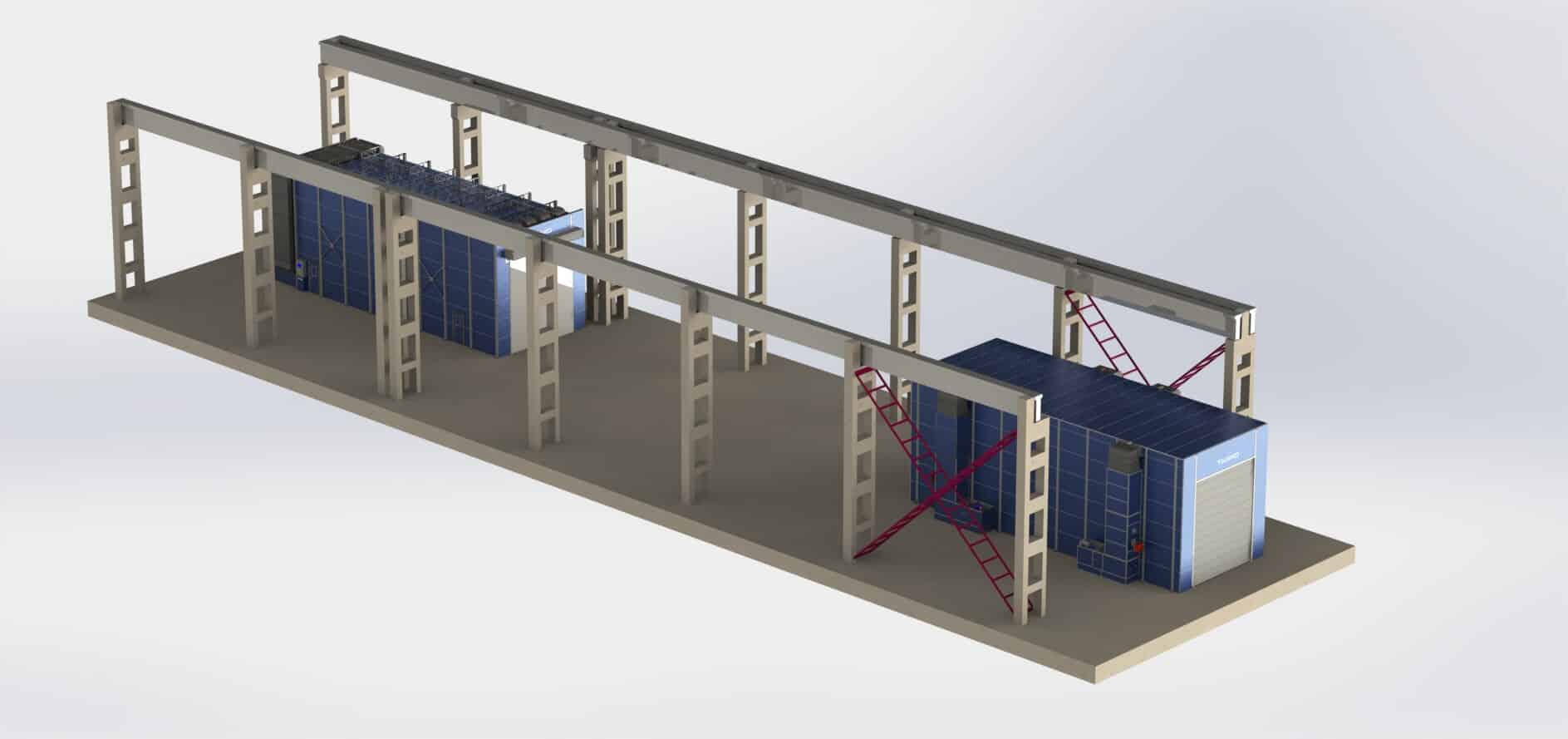
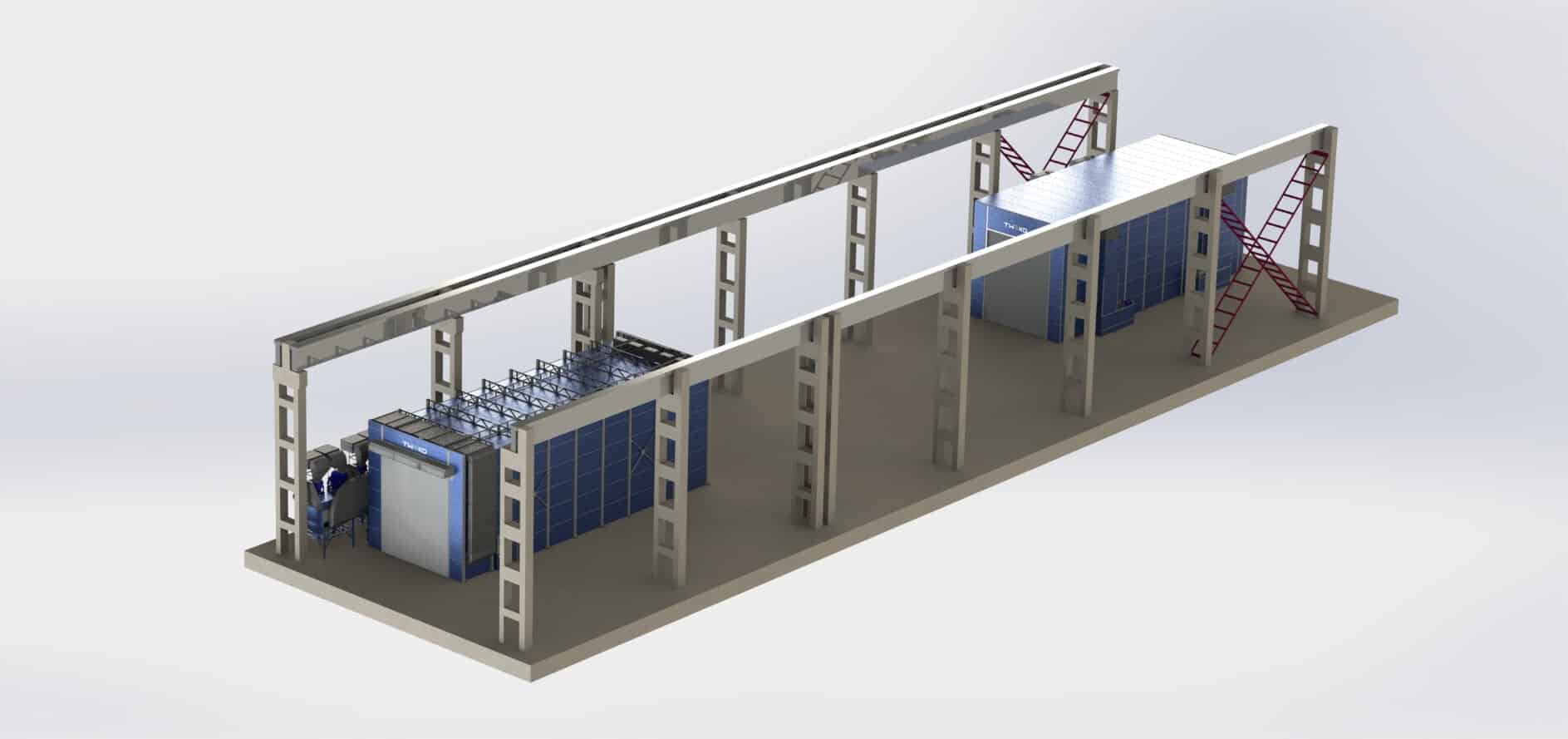
Для забезпечення повного циклу підготовки поверхні та нанесення покриттів компанією TWEKO було реалізовано комплексне технологічне рішення, що включає камеру абразивоструменевого очищення, фарбувально-сушильну камеру прохідного типу, а також допоміжні інженерні та технологічні системи, інтегровані в єдиний виробничий процес.
Камера абразивоструменевого очищення
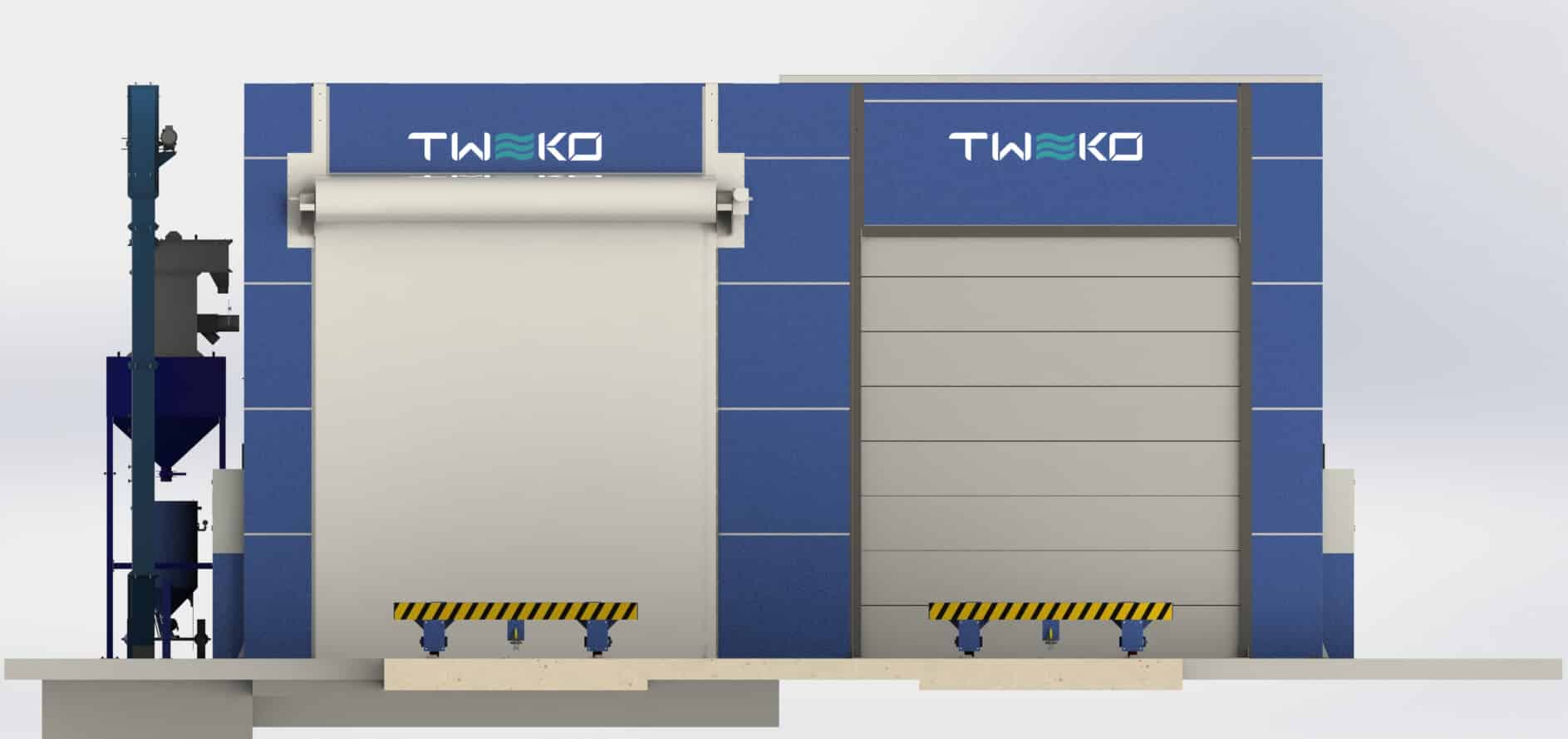
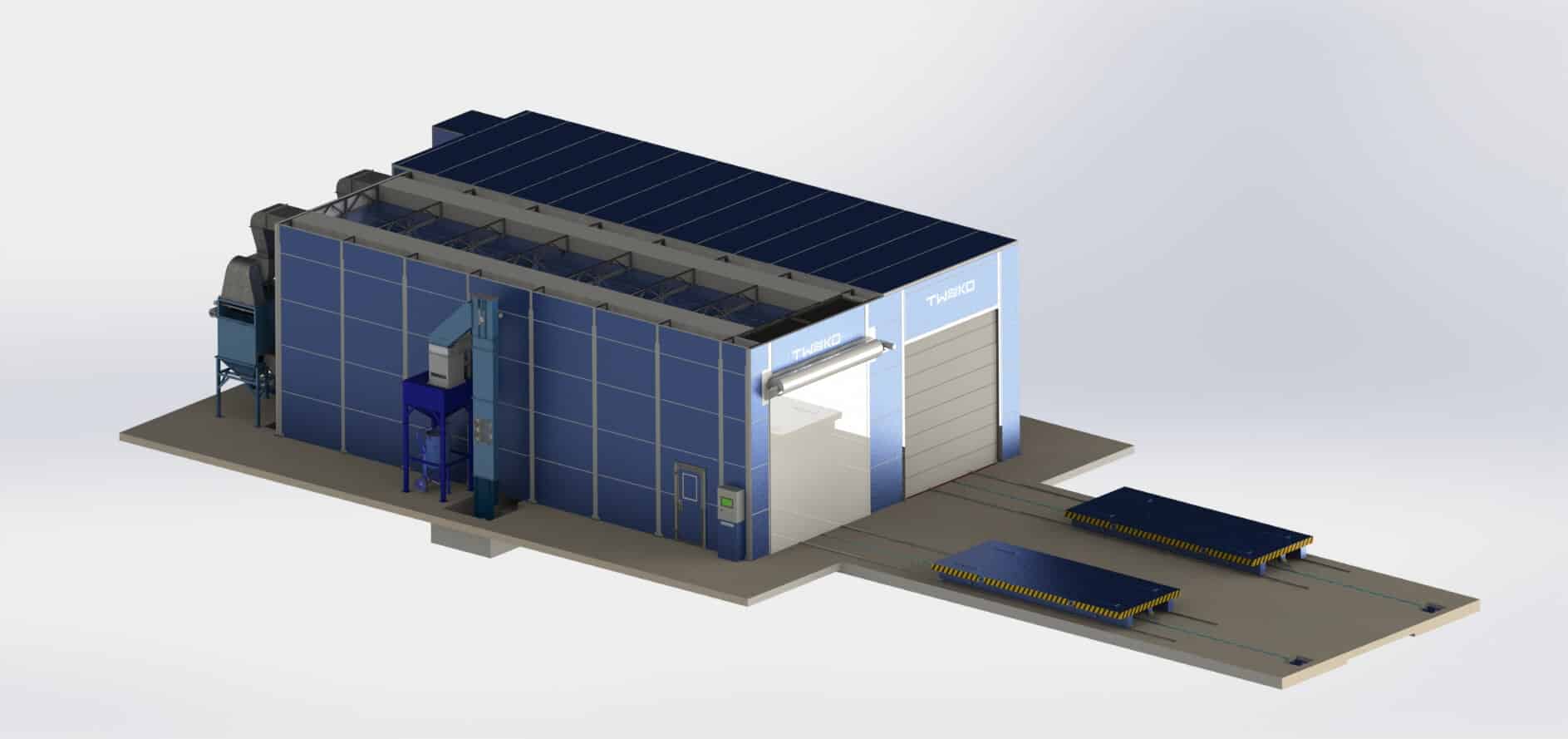
Для етапу підготовки поверхні було впроваджено дробеструйну камеру абразивоструменевого очищення серії КАСО виробництва TWEKO — модель KASO-15 прохідного типу з єдиною робочою зоною абразивоструменевого очищення. Камери серії КАСО призначені для промислового очищення металевих виробів від іржі, окалини, старих покриттів та інших забруднень із забезпеченням стабільної якості поверхні перед подальшими технологічними операціями.
Компоновка камери KASO-15 за прохідною схемою забезпечує безперервну обробку великогабаритних вузлів і агрегатів та інтеграцію обладнання в потокову логіку виробництва з мінімізацією простоїв і ручних операцій. Конструктив та інженерні системи камери адаптовані до інтенсивної промислової експлуатації та відповідають вимогам підприємств важкого машинобудування й серійного виробництва.
Камера оснащена:
Механізованою системою збору та регенерації абразиву із замкненим циклом, що включає шкребкову підлогу, ковшовий елеватор, сепаратор і бункер-накопичувач та забезпечує автоматичне повернення очищеного абразиву в робочий процес.
Фільтрувально-вентиляційними установками з картриджною фільтрацією та імпульсною регенерацією фільтрів, призначеними для ефективного очищення запиленого повітря робочої зони під час абразивоструменевої обробки.
Системою вентиляції з організацією контрольованого відведення запиленого повітря, що забезпечує дотримання допустимих санітарних і акустичних параметрів у зоні обслуговування.
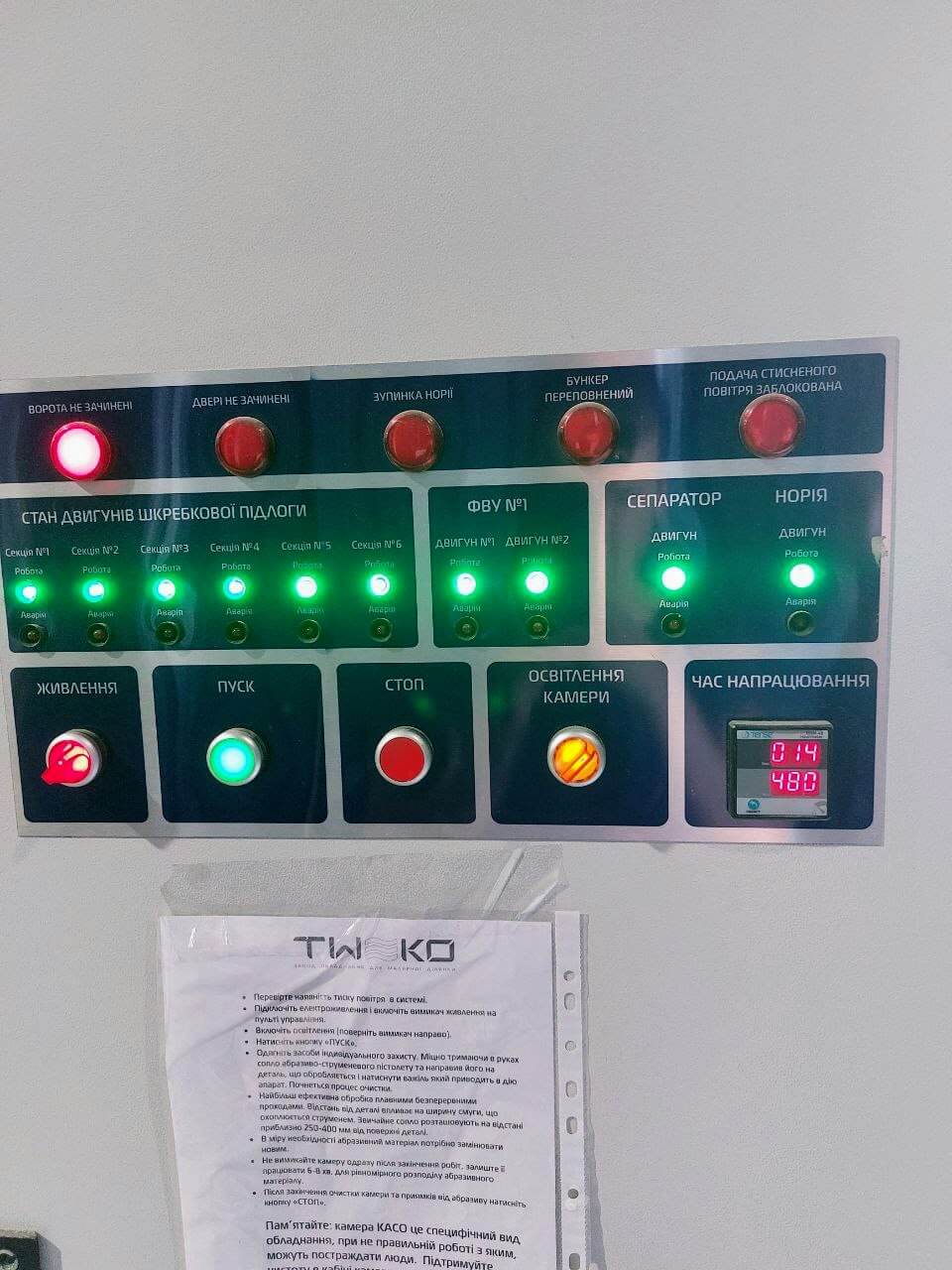
Автоматизованим пультом керування з індикацією стану основних вузлів камери, контролем роботи вентиляційних установок, систем регенерації абразиву та транспортних механізмів.
В’їзними та виїзними воротами прохідного типу, розрахованими на обробку великогабаритних виробів у потоковому режимі, а також сервісними дверима для персоналу з елементами міжблокування.
Внутрішньою зносостійкою захисною обшивкою та системою промислового освітлення робочої зони, адаптованими до умов інтенсивної абразивоструменевої експлуатації.
Конструкція камери, інженерні системи та автоматика керування реалізовані з урахуванням вимог технологічного процесу та умов експлуатації підприємства, що забезпечило стабільну роботу обладнання в промисловому режимі та його повноцінну інтеграцію у виробничу інфраструктуру підприємства.
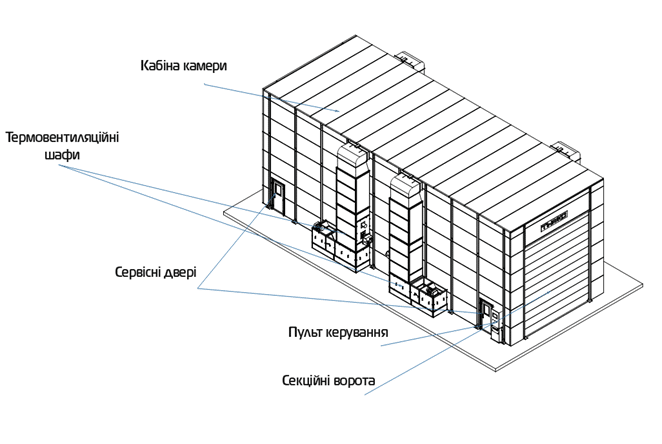
Фарбувально-сушильна камера
Для етапів нанесення лакофарбових покриттів і сушіння виробів у складі комплексу було реалізовано фарбувально-сушильну камеру серії IKFS Diagonal моделі IKFS-2-15, призначену для роботи з великогабаритними виробами в умовах промислового виробництва.
Камера виконана за прохідною схемою з двома робочими зонами та діагональною організацією повітряних потоків, що забезпечує рівномірний розподіл повітря під час фарбування, ефективне видалення аерозолів лакофарбових матеріалів і стабільні умови сушіння по всьому об’єму виробу незалежно від його габаритів і геометрії.
Камера обладнана:
Припливно-витяжною вентиляцією з контрольованим повітрообміном, що забезпечує рівномірний розподіл повітряних потоків у робочих зонах та стабільні умови нанесення лакофарбових покриттів.
Системами фільтрації поданого та відпрацьованого повітря, призначеними для очищення повітряного середовища робочої зони та зниження викидів аерозолів лакофарбових матеріалів.
Термо-вентиляційними шафами, інтегрованими в конструкцію камери, які забезпечують нагрів, циркуляцію повітря та автоматичне підтримання заданих температурних режимів у процесі сушіння.
Автоматизованою системою керування з пультом оператора, що дозволяє керувати режимами фарбування, сушіння, продувки та охолодження, а також контролювати роботу вентиляційних і теплових систем.
Системами технологічних блокувань і контролю, які унеможливлюють роботу обладнання за недопустимих параметрів температури, тиску або стану інженерних систем.
В’їзними, виїзними та міжзонними воротами, розрахованими на прохідність великогабаритних виробів у потоковому режимі та забезпечення герметичності робочих зон під час фарбування і сушіння.
Конструкція камери, система повітрообміну та автоматика керування реалізовані відповідно до технічного завдання та проєктної документації, що забезпечило стабільну роботу фарбувально-сушильного обладнання в умовах промислової експлуатації та його інтеграцію в єдиний технологічний процес підприємства.
Усі технологічні модулі — камера абразивоструменевого очищення, фарбувально-сушильна камера та допоміжні інженерні системи — були об’єднані в єдиний технологічний комплекс. У межах проєкту виконано прокладання інженерних комунікацій, електромонтажні та пусконалагоджувальні роботи, після чого обладнання було введено в промислову експлуатацію у встановлені строки.
Технічні характеристики комплексу
*Склад і конфігурація обладнання відповідно до проєктної та експлуатаційної документації
Компонент
Камера абразивоструменевого очищення
Фарбувально-сушильна камера
Загальні характеристики
Тип камери
Прохідна, однозонна
Прохідна, двозонна
Загальна довжина*
≈ 11,5 м
≈ 15,2 м
Габарити
Внутрішні розміри (робоча зона)
≈ 11,0 × 6,5 × 5,2 м
≈ 7,5 × 6,0 × 5,0 м (кожна зона)
Зовнішні розміри
≈ 11,5 × 10,1 × 5,8 м
≈ 15,2 × 7,3 × 5,7 м
Сервісний доступ
Сервісні двері
840 × 1 975 мм, 2 шт.
Передбачені
Вентиляція та повітрообмін
Тип вентиляції
Фільтрувально-вентиляційна
Припливно-витяжна
Продуктивність вентиляції
30 000 м³/год × 2 установки
32 500 м³/год — приплив
25 000 м³/год — витяжка
Технологічні системи
Основне призначення
Абразивоструменеве очищення поверхонь
Фарбування та сушіння виробів
Система нагріву
Не передбачена
Дизельні пальники, 2 шт.
Максимальна температура в камері
—
до 60 °C
Електроживлення та освітлення
Електроживлення обладнання
380 В / 50 Гц
380 В / 50 Гц
Електроживлення освітлення
220 В / 50 Гц
220 В / 50 Гц
Максимальна потужність освітлення
до 2 кВт
до 3 кВт
Акустичні параметри
Рівень шуму ззовні камери
до 70 дБ
до 70 дБ
Ключові компоненти камер абразивоструменевого очищення (КАСО) та фарбувально-сушильної (КФС)
*Склад і конфігурація обладнання відповідно до проєктної та експлуатаційної документації
Компонент
КАСО
КФС
Кабіна
Металева кабіна прохідного типу з однією робочою зоною, в’їзними та виїзними воротами, сервісними дверима для персоналу, внутрішньою зносостійкою захисною обшивкою, системою промислового освітлення та елементами герметизації, адаптованими до умов абразивоструменевої обробки.
Металева кабіна прохідного типу з двома незалежними робочими зонами, в’їзними, виїзними та міжзонними воротами, сервісними дверима для персоналу, системами стельового та стінового освітлення та герметизованим конструктивом для режимів фарбування і сушіння.
Система обробки матеріалу
Механізована система збору та регенерації абразиву із замкненим циклом, що включає шкребкову підлогу, ковшовий елеватор (норію), сепаратор, бункер-накопичувач та автоматичне повернення очищеного абразиву в робочий процес.
Система нанесення лакофарбових матеріалів і сушіння виробів з використанням термо-вентиляційних шаф, керованого повітрообміну та автоматичного підтримання заданих технологічних параметрів.
Фільтрувально-вентиляційна система
Фільтрувально-вентиляційні установки з картриджною фільтрацією та імпульсною регенерацією фільтрів, системою повітропроводів і організацією ефективного відведення запиленого повітря з робочої зони.
Припливно-витяжна вентиляція з боковими витяжними коробами, системами фільтрації припливного та відпрацьованого повітря та контрольованим розподілом повітряних потоків у робочих зонах камери.
Транспорт і робоча зона
Прохідна схема обробки великогабаритних виробів і вузлів значної маси без виконання реверсивних або проміжних технологічних операцій.
Прохідна схема фарбування та сушіння виробів великого формату з поділом на дві незалежні робочі зони для послідовної або паралельної обробки.
Система опалення / сушіння
Не передбачена. Камера призначена виключно для абразивоструменевого очищення поверхонь без теплової обробки виробів.
Термо-вентиляційні шафи, інтегровані в конструкцію камери, що забезпечують нагрів, циркуляцію повітря та автоматичне підтримання режимів сушіння.
Система керування
Автоматизовані пульти керування з індикацією стану основних вузлів, контролем роботи вентиляції, систем регенерації абразиву та транспортних механізмів.
Автоматизований пульт керування з програмованим логічним контролером, датчиками контролю тиску та температури, терморегулятором, таймерами та лічильником мотогодин.
Безпека та експлуатація
Ударозахищене промислове освітлення, захисні елементи внутрішньої обшивки, системи блокування, централізований контроль роботи обладнання та міжблокування технологічних вузлів.
Протипожежні клапани, контроль тиску в робочих зонах, системи технологічних блокувань, керування повітряними потоками та захист від роботи обладнання за недопустимих параметрів.
Реалізація проєкту
Реалізація проєкту виконувалась поетапно та охоплювала період з вересня 2024 року по жовтень 2025 року, із залученням інженерних, конструкторських, виробничих і сервісних підрозділів компанії TWEKO, а також будівельних і монтажних підрядників замовника.
Проєктування та узгодження рішень ▼
На початковому етапі було опрацьовано технічне завдання замовника з урахуванням габаритів і маси виробів великого формату, способу їх транспортування всередині камер, а також особливостей виробничого майданчика.
розробку компоновочних рішень камер абразивоструменевого очищення та фарбувально-сушильної камери прохідного типу з поділом на дві робочі зони;
визначення розміщення термо-вентиляційних шаф, систем вентиляції та фільтрації;
формування вимог до фундаментів, приямків, навісу та інженерних комунікацій;
підготовку рекомендацій щодо компресорної (габарити приміщення, умови експлуатації, температурний режим).
Проєктні рішення уточнювались у взаємодії з замовником та його будівельною організацією.
Розробка конструкторської документації ▼
креслення кабін КАСО та КФС;
креслення каркасів, воріт, перегородок і стельових конструкцій;
документацію на шкребкову підлогу, сепаратор, норію та бункер абразиву;
схеми вентиляційних систем, бокових коробів і повітропроводів;
рекомендації щодо пневмомагістралей та компресорної обв’язки.
Документація використовувалась для власного виробництва обладнання та координації робіт із підрядниками.
Виготовлення та підготовка обладнання ▼
металоконструкцій камер;
систем збору та регенерації абразиву;
вентиляційних і фільтраційних вузлів;
елементів автоматики та керування.
Виконувалась поетапна комплектація та відвантаження обладнання відповідно до готовності будівельної частини.
Монтаж і інтеграція на об’єкті ▼
встановлення каркасів і огороджувальних конструкцій камер;
монтаж шкребкової підлоги, транспортерів, сепаратора та бункера абразиву;
монтаж вентиляційних установок, повітропроводів і фільтраційних систем;
прокладання електричних і пневматичних комунікацій;
інтеграцію пультів керування та систем автоматики.
Монтаж виконувався відповідно до затверджених регламентів із технічним супроводом.
Пусконалагоджувальні роботи та введення в експлуатацію ▼
перевірку роботи вентиляційних та фільтраційних систем;
налаштування автоматики й систем керування;
перевірку роботи систем збору та регенерації абразиву;
підготовку комплексу до експлуатації з однозонною КАСО та двозонною КФС.
Комплекс введено в промислову експлуатацію у жовтні 2025 року з оформленням технічної документації.
Принцип роботи комплексу
Технологічний комплекс побудований за прохідною схемою та забезпечує послідовне виконання операцій підготовки поверхні, нанесення покриттів і сушіння виробів великогабаритних вузлів та агрегатів.
Абразивоструменеве очищення (KASO-15)
Виріб подається у робочу зону камери абразивоструменевого очищення через в’їзні ворота та розміщується в робочій зоні камери. Обробка виконується з використанням абразивоструменевих апаратів із централізованою системою подачі та регенерації абразиву.
У процесі очищення:
відпрацьований абразив потрапляє на шкребкову підлогу;
механічно транспортується до сепаратора;
проходить очищення та відділення забруднень;
повертається у бункер-накопичувач для повторного використання.
Запилене повітря з робочої зони відводиться через фільтрувально-вентиляційні установки, де проходить очищення перед викидом. Робота систем збору абразиву, вентиляції та допоміжних механізмів координується через пульти керування.
Фарбування та сушіння (КФС IKFS-2-15)
Після завершення підготовки поверхні виріб переміщується до фарбувально-сушильної камери, яка також виконана у прохідному двозонному виконанні. Камера дозволяє організувати фарбування та сушіння в окремих зонах або працювати з двома виробами паралельно.
Під час фарбування:
у камері підтримується контрольований повітрообмін;
повітря подається через систему припливної вентиляції та відводиться через бокові витяжні короба;
відпрацьоване повітря проходить фільтрацію.
У режимі сушіння:
вмикаються термо-вентиляційні шафи;
система керування забезпечує циркуляцію повітря та підтримання заданих параметрів процесу;
після завершення сушіння камера переходить у режим продувки та охолодження.
Керування та взаємодія систем
Усі етапи роботи комплексу об’єднані в єдину систему керування, що дозволяє:
керувати режимами роботи кожної камери;
координувати вентиляцію, регенерацію абразиву та сушіння;
забезпечувати безпечну та стабільну експлуатацію обладнання.
Завдяки прохідній схемі та двозонній організації робочих просторів комплекс інтегрується в потокову логіку виробництва та адаптується до фактичних потреб замовника.
Результат для замовника
У результаті реалізації проєкту замовник отримав повноцінний технологічний комплекс, інтегрований у виробничу інфраструктуру підприємства та адаптований до обробки великогабаритних виробів і вузлів складної геометрії та значних габаритів.
Впроваджене рішення забезпечило:
Замкнений виробничий цикл підготовки поверхні, фарбування та сушіння виробів у межах одного комплексу без потреби залучення сторонніх виробничих дільниць.
Прохідну логіку обробки з двозонною організацією фарбувально-сушильної дільниці, що дозволяє гнучко планувати виробничі операції та адаптуватися до поточних завдань.
Стабільну роботу обладнання в умовах інтенсивної експлуатації завдяки промисловому конструктиву, автоматизованим системам керування та регламентованому монтажу.
Контрольовані умови обробки на кожному етапі технологічного процесу — від абразивоструменевого очищення до фарбування та сушіння.
Можливість подальшого розвитку виробничої дільниці з урахуванням закладених інженерних рішень і резервів для модернізації.
Зниження технологічних ризиків за рахунок використання узгоджених проєктних рішень, стандартизованих регламентів монтажу та пусконалагоджувальних робіт.
Комплекс було введено в промислову експлуатацію з передачею повного комплекту технічної документації, що дозволило замовнику перейти до штатного режиму роботи без додаткових доопрацювань обладнання.
Висновок
Реалізований проєкт продемонстрував можливості TWEKO у виконанні комплексних інженерних рішень для промислових підприємств — від опрацювання технічного завдання та проєктування до виготовлення, монтажу й введення обладнання в промислову експлуатацію.
У межах проєкту було створено та інтегровано технологічний комплекс абразивоструменевого очищення та фарбувально-сушильної обробки, адаптований до роботи з великогабаритними виробами та реальних умов виробництва замовника. Прохідна схема, двозонна організація робочих просторів і узгоджена взаємодія всіх інженерних систем забезпечили стабільну та керовану роботу комплексу.
Проєкт реалізовано з урахуванням чинних технічних вимог, нормативів безпеки та індивідуальних особливостей виробничого майданчика, що підтвердило ефективність системного підходу до складних промислових завдань. Отриманий результат створює надійну основу для подальшого розвитку виробництва замовника та масштабування технологічних процесів.
Якщо ваше підприємство потребує індивідуального технологічного рішення для підготовки поверхні, фарбування та сушіння виробів, команда TWEKO готова запропонувати оптимальну конфігурацію обладнання з урахуванням специфіки виробництва та реальних умов експлуатації.
Модульні кабіни для персоналу з припливно-витяжною вентиляцією
Архивы Дробоструминна камера - «Техсервіс ВЕКО»
Компанія TWEKO реалізувала проєкт виготовлення та інтеграції модульного блоку кабін для персоналу для виробничого підприємства. Рішення передбачало створення ізольованих робочих приміщень у діючому виробничому цеху з підключенням до інженерних мереж підприємства. Основною задачею було забезпечення комфортних і безпечних умов праці персоналу (ВТК, інженерів та допоміжних служб) в умовах впливу виробничих факторів. У межах проєкту реалізовано чотири модульні кабіни з припливно-витяжною вентиляцією продуктивністю 925 м³/год, рекуперацією тепла до 80% та локальним кондиціюванням. Система інтегрована в існуючу вентиляційну мережу цеху з використанням повітропроводів діаметром 200–250 мм.
Про клієнта
Підприємство працює у сфері машинобудування та спеціалізується на виготовленні металевих виробів із підвищеними вимогами до точності та якості. Виробничі процеси супроводжуються пилом, шумом та іншими факторами, що ускладнюють організацію комфортних робочих місць безпосередньо в цеху. У таких умовах виникла потреба у створенні ізольованих приміщень для інженерного та контролюючого персоналу з контрольованим мікрокліматом.
Рішення
Перед TWEKO було поставлено низку технічних задач: створити ізольовані приміщення всередині діючого цеху, забезпечити нормативні параметри мікроклімату, інтегрувати вентиляцію у вже існуючі інженерні системи підприємства, реалізувати енергоефективне рішення з рекуперацією тепла, а також забезпечити модульність конструкції без виконання капітальних будівельних робіт. Додатково необхідно було передбачити можливість подальшої модернізації та розділити функціональні зони (кімната ВТК, кабінет, складські приміщення).
У якості рішення було обрано модульний блок із чотирьох кабін на основі металевого каркасу з огороджувальними сендвіч-панелями товщиною 50–60 мм. Конструкція монтується без капітальних змін у будівлі та може бути демонтована або адаптована під нові задачі. Інженерна частина включає централізовану припливно-витяжну вентиляцію з розподілом повітря через магістральні повітропроводи, які проходять уздовж кабін і підключаються до існуючої системи вентиляції підприємства. Вентиляційна установка винесена за межі робочих приміщень, що дозволяє знизити рівень шуму та спростити обслуговування. Для підтримання температурного режиму в кожній кабіні встановлено локальні кондиціонери.
Загальні габарити блоку становлять приблизно 10 000 × 5 740 × 3 000 мм. Розміри окремих кабін варіюються від 6140 × 3680 мм до 6140 × 6000 мм залежно від функціонального призначення. Конструкція виконана з металевого каркасу та сендвіч-панелей з мінераловатним наповнювачем, що забезпечує тепло- та звукоізоляцію. Вентиляція — припливно-витяжна, збалансована, з продуктивністю 925 м³/год. Передбачено пластинчасту рекуперацію тепла з ефективністю до 80%. Для попереднього очищення повітря використовуються фільтри класу G4. Система працює від електромережі 220/380 В, а освітлення виконане на базі LED-світильників.
Принцип роботи системи полягає в подачі свіжого повітря від вентиляційної установки через магістральні повітропроводи до кожної кабіни. Повітря розподіляється через відгалуження, після чого відпрацьоване повітря збирається у витяжну систему. У рекуператорі частина теплової енергії повертається, після чого повітря викидається назовні. Температурний режим у приміщеннях додатково регулюється локальними кондиціонерами.
Результат проекту
У результаті реалізації проєкту вдалося створити ізольовані робочі зони для персоналу без втручання у виробничий процес. Покращено умови праці, зменшено вплив пилу та інших виробничих факторів, а також забезпечено енергоефективність за рахунок використання рекуперації. Рішення інтегроване у існуючу інфраструктуру підприємства та має модульну структуру, що дозволяє масштабувати або змінювати конфігурацію у майбутньому.
Такий підхід дозволяє організувати повноцінну інженерну інфраструктуру для персоналу у складних виробничих умовах без необхідності будівництва окремих приміщень.
Хочете створити комфортні умови для свого персоналу в цеху?
Компанія TWEKO реалізує модульні кабіни та інженерні рішення під ваші задачі — швидко, без капітального будівництва та з максимальним ефектом.
Модернізація дільниці очищення та фарбування для машинобудування
Замовник — машинобудівне підприємство, що спеціалізується на розробці, виготовленні та сервісному обслуговуванні промислового обладнання. Компанія працює з металевими виробами та вузлами, для яких критично важливими є стабільна якість виготовлення, довговічність покриттів і повторюваність технологічних процесів.
Підприємство реалізує комплексні рішення для виробничих замовників, що охоплюють проєктування обладнання, виготовлення металевих конструкцій, монтаж та введення інженерних систем у промислову експлуатацію.
Основний фокус діяльності спрямований на створення надійного й ефективного технологічного обладнання, яке дозволяє оптимізувати виробничі процеси, забезпечити високу якість готової продукції та економічну ефективність експлуатації.
Рішення
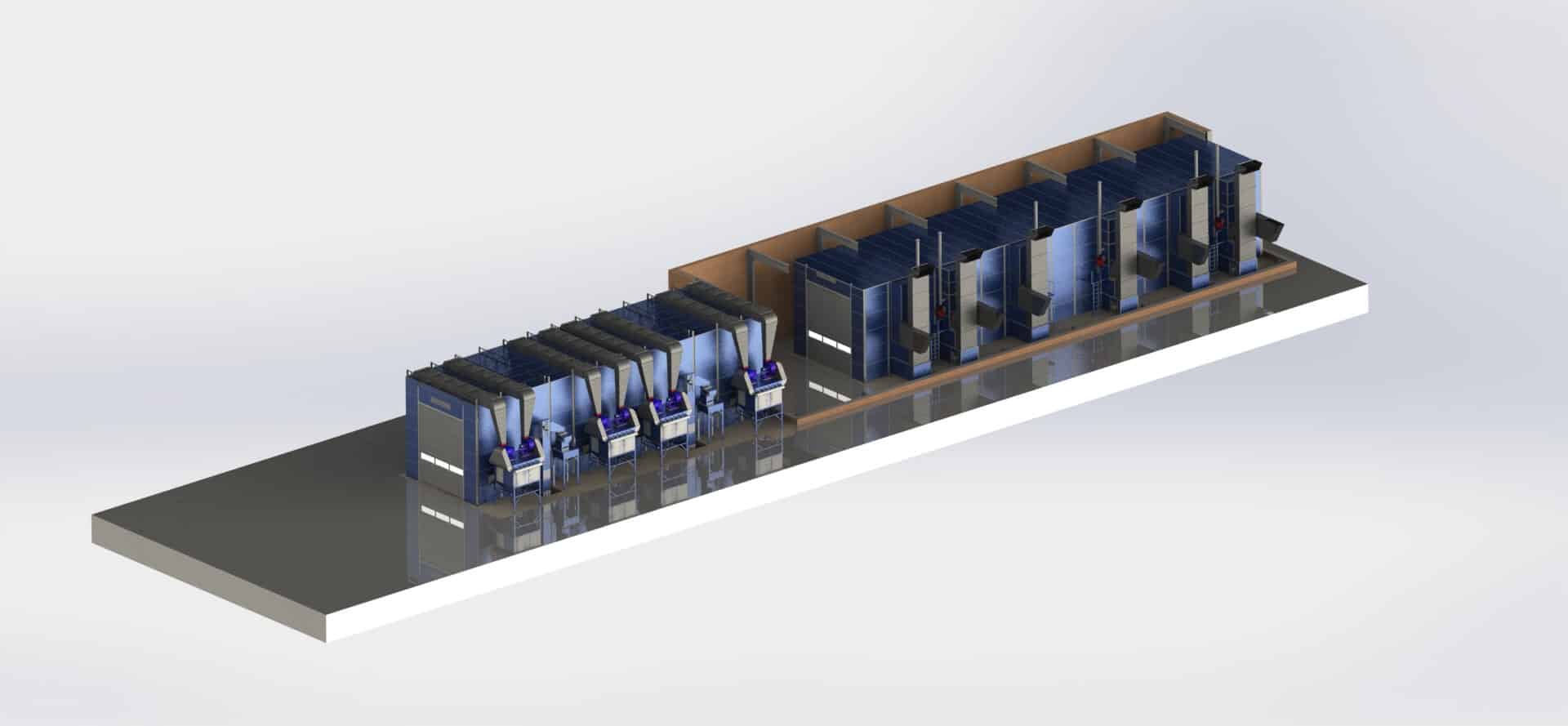
У межах проєкту компанією TWEKO було розроблено, виготовлено, поставлено та введено в промислову експлуатацію комплексне технологічне рішення для підготовки та фінішної обробки металевих виробів. Рішення об’єднує процеси абразивоструменевого очищення, фарбування та подальшого сушіння в контрольованих умовах. Компоновка обладнання виконана з урахуванням габаритів виробів, інтенсивності виробничих процесів і вимог до стабільної якості підготовки поверхні та нанесення покриттів.
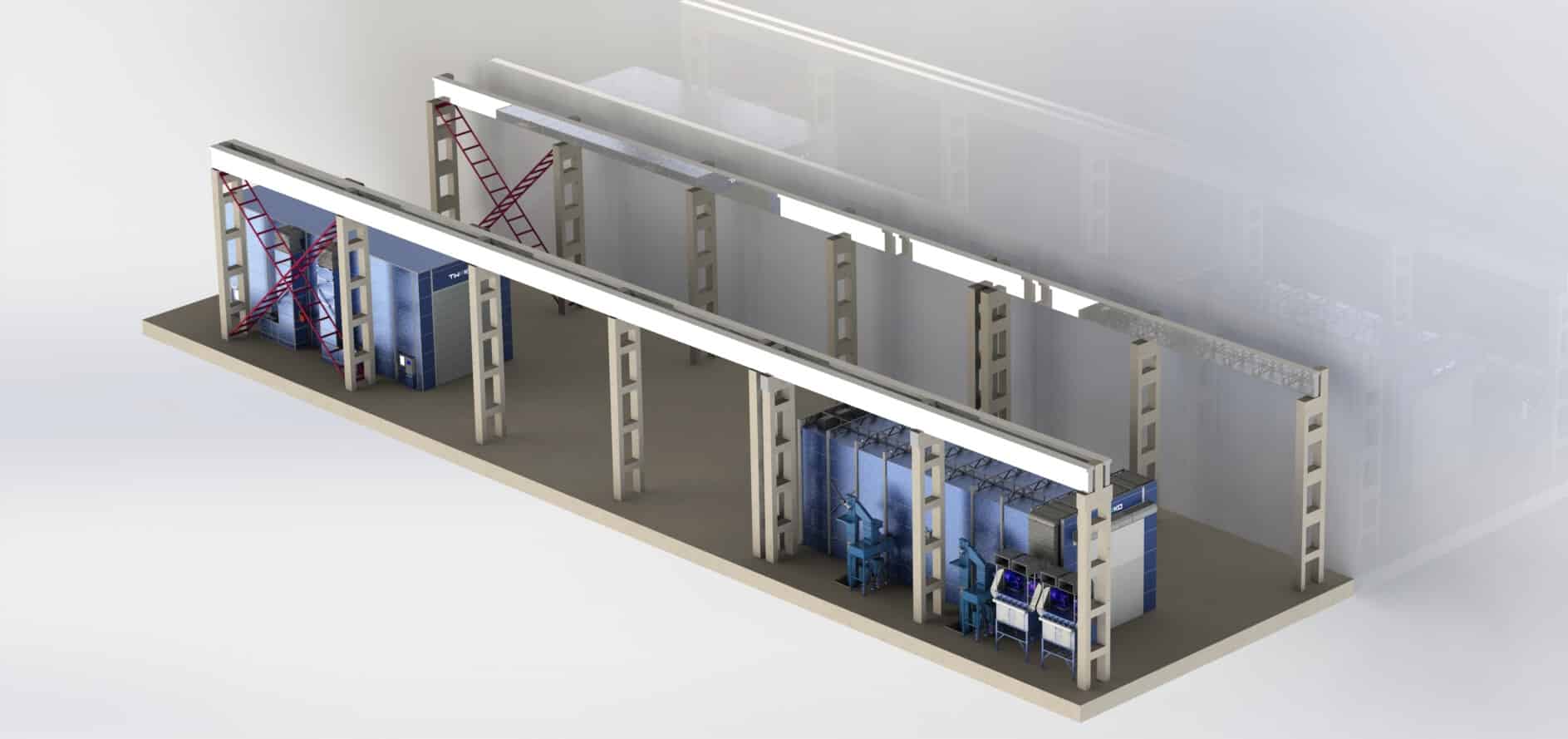
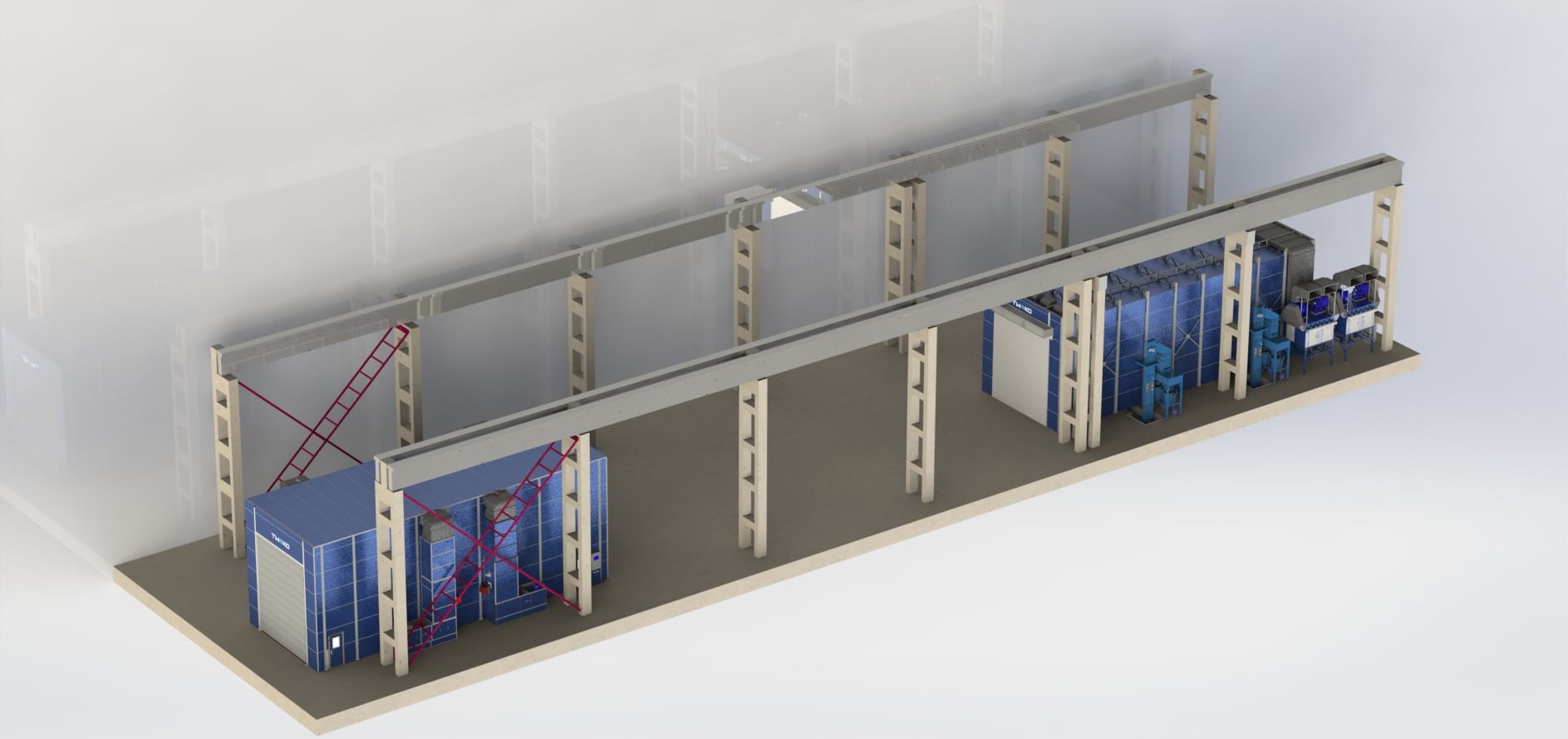
Рішення побудоване за модульним принципом і включає дві ключові технологічні дільниці: камери абразивоструменевого очищення серії KASO та фарбувально-сушильні камери серії IKFS з інтегрованими термо-вентиляційними модулями. Такий підхід дозволив сформувати керований виробничий цикл підготовки поверхні та нанесення лакофарбових покриттів із прогнозованим результатом на кожному етапі.
Камери абразивоструменевого очищення
Для механічної підготовки поверхні металевих виробів у складі комплексу застосовано дві камери абразивоструменевого очищення промислового типу — KASO-12 та KASO-15, розраховані на роботу з великогабаритними та масивними деталями. Камери забезпечують очищення поверхні від окалини, корозії та технологічних забруднень із формуванням необхідного ступеня шорсткості перед фарбуванням.Обидві камери мають єдину конструктивну та інженерну архітектуру — системи збору та регенерації абразиву, вентиляції, фільтрації та автоматизованого керування. Ключова відмінність між ними полягає у габаритах робочої зони, що дозволяє ефективно розподіляти потік виробів залежно від їхніх розмірів і оптимізувати завантаження обладнання.Конструктивно камери виконані у вигляді металокаркасної кабіни з внутрішнім зносостійким облицюванням, розрахованої на роботу в умовах інтенсивного абразивного навантаження. Компоновка камер передбачає зручний сервісний доступ і можливість безпечної обробки великогабаритних виробів у межах виробничого процесу.
Збір відпрацьованого абразиву з робочої зони реалізований за допомогою механізованої шкребкової підлоги, яка забезпечує безперервне транспортування матеріалу до вузлів подальшої обробки без втручання оператора.
Подача абразиву до системи очищення здійснюється ковшовим елеватором, після чого матеріал проходить сепарацію з відокремленням пилу, дрібних фракцій та сторонніх включень. Очищений абразив накопичується в бункері та повертається у робочий процес, що забезпечує стабільність параметрів струменя та раціональне використання матеріалу.
Для видалення пилу та підтримання заданого повітряного режиму камери оснащені фільтрувально-вентиляційною системою промислового класу, яка забезпечує контрольований повітрообмін у зоні очищення.
Керування роботою камер здійснюється з централізованого пульта, що координує роботу основних вузлів і дозволяє інтегрувати обладнання в загальний технологічний ланцюг підготовки поверхні перед фарбуванням.
Фарбувально-сушильні камери
Для нанесення лакофарбових покриттів і подальшої обробки виробів у складі комплексу реалізовано фарбувально-сушильну дільницю на базі камер серії IKFS промислового класу. Рішення призначене для роботи з великогабаритними металевими конструкціями та забезпечує стабільні умови фарбування і сушіння з прогнозованим результатом на кожному етапі процесу.Фарбувально-сушильні камери працюють у зв’язці з попередньою дільницею абразивоструменевого очищення та формують завершений технологічний цикл підготовки поверхні й нанесення покриття. Конструкція камер і компоновка інженерних систем спрямовані на підтримання контрольованого повітряного режиму, рівномірного теплового навантаження та високої якості фінішної поверхні.
Склад і конфігурація фарбувально-сушильної дільниці
У межах проєкту встановлено чотири фарбувально-сушильні камери:
дві камери серії IKFS моделі IKFS-12 — для фарбування та сушіння виробів стандартних і середніх габаритів;
одна камера серії IKFS моделі IKFS-15 — для обробки більш довгомірних і масивних виробів;
одна камера серії IKFS Diagonal моделі IKFS-D-12 — для обробки виробів зі складною геометрією або збільшеними габаритами, де застосовується діагональна схема повітряних потоків, що забезпечує ефективний повітрообмін і рівномірні умови фарбування та сушіння.
Такий підхід дозволив сформувати гнучку фарбувально-сушильну дільницю з можливістю паралельної роботи, оптимального розподілу навантаження та адаптації виробничого процесу під різні типорозміри продукції.
Фарбувально-сушильні камери виконані у вигляді металокаркасних конструкцій із тепло- та шумоізоляційним панельним огородженням, що формує замкнутий робочий об’єм із контрольованими параметрами мікроклімату. Така конструкція забезпечує стабільність процесу фарбування та ефективну обробку покриття на етапі сушіння.
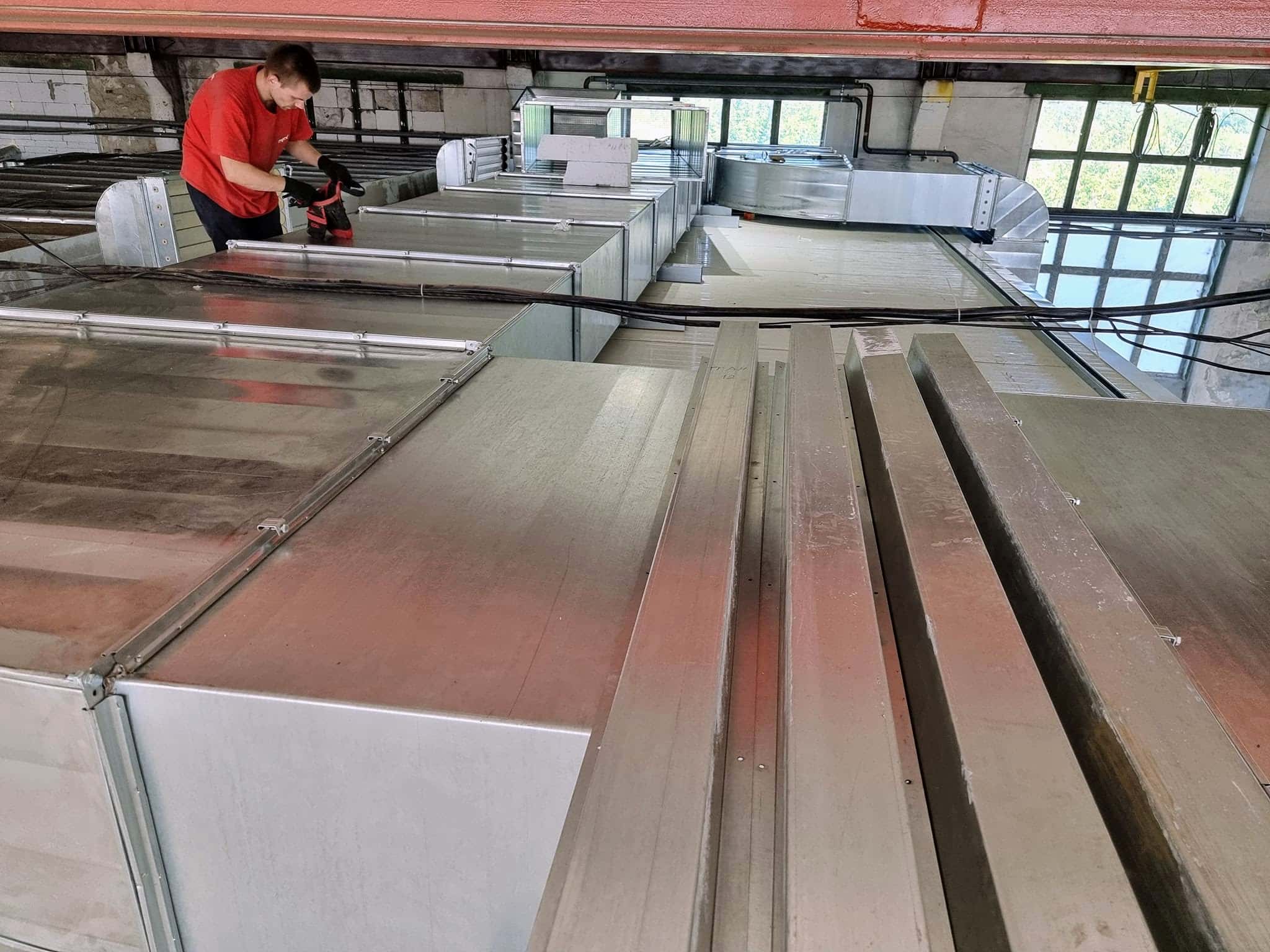
Організація повітряних потоків у камерах реалізована за схемою контрольованого припливу та витяжки з багатоступеневою фільтрацією. Це дозволяє підтримувати чистоту повітря у фарбувальній зоні, мінімізувати потрапляння пилу та забезпечити рівномірний розподіл повітряних мас по всьому об’єму камери.
Нагрів повітря здійснюється термо-вентиляційними модулями з непрямим теплообміном, що виключає контакт продуктів згоряння з повітрям у робочій зоні. Камери працюють у кількох режимах — фарбування, сушіння та охолодження — з автоматизованим переходом між етапами відповідно до заданого алгоритму.
Камери IKFS-12 орієнтовані на серійне фарбування виробів типових габаритів і забезпечують високу продуктивність за рахунок можливості паралельної роботи. Така конфігурація дозволяє рівномірно розподіляти виробниче навантаження та виконувати фарбувальні операції без взаємних простоїв між потоками.
Камера IKFS-15 призначена для обробки виробів збільшеної довжини або складних металоконструкцій, де необхідний розширений робочий простір. Застосування цієї камери дозволяє виконувати фарбування великогабаритних деталей без компромісів щодо рівномірності нанесення покриття та якості сушіння.
Камера IKFS-D-12 реалізує спеціальну діагональну схему організації повітряних потоків, яка принципово відрізняється від класичної лінійної компоновки фарбувально-сушильних камер. Повітря подається та відводиться під кутом до поздовжньої осі виробу, що дозволяє формувати рівномірний обдув складних за формою або великогабаритних металоконструкцій по всій довжині та висоті.
Така схема особливо ефективна при фарбуванні виробів зі змінним перерізом, великою площею поверхні або локальними зонами підвищеної товщини шару покриття, де критично важливим є стабільний тепловий і повітряний баланс.
Принцип роботи комплексу ▼
Комплекс забезпечує повністю замкнутий технологічний цикл антикорозійної обробки великогабаритних металевих конструкцій — від абразивоструменевого очищення поверхні до фарбування та сушіння в контрольованих умовах. Усі етапи процесу інтегровані в єдиний виробничий ланцюг і працюють за узгодженими алгоритмами.
Етап 1. Абразивоструменеве очищення (камери серії KASO)
Підготовка поверхні виконується методом абразивоструменевого очищення з видаленням корозії, окалини та технологічних забруднень до заданого ступеня чистоти. Процес здійснюється у замкнутому об’ємі камер серії KASO з контрольованими параметрами повітряного середовища.
Використаний абразив разом з продуктами очищення (іржа, окалина, пил) збирається механізованою шкребковою підлогою з чотирма транспортерами. Суміш транспортується ковшовим елеватором до сепаратора, де відбувається її розділення: придатний абразив очищується та повертається в бункер для повторного використання, а пил і відходи видаляються з системи.
Забруднене повітря відводиться системою аспірації з подальшою багатоступеневою фільтрацією, що забезпечує стабільні та безпечні умови роботи персоналу.
Етап 2. Фарбування та сушіння (камери серії IKFS)
Режим фарбування
Фарбування виробів виконується в ізольованому робочому просторі фарбувально-сушильних камер серії IKFS з контрольованими параметрами повітряного середовища.
Режим сушіння
Сушіння покриттів відбувається в автоматичному режимі з використанням рециркуляції повітря. Цикл включає продувку, набір температури, сушіння при температурі до 80 °C та контрольоване охолодження.
Фарбування та сушіння виробів зі складною геометрією
Кількість
2 камери
3 камери
1 камера
Габаритні параметри
Внутрішні розміри (Д × Ш × В)
12 000 × 6 000 × 5 000 мм
15 000 × 6 000 × 5 000 мм
12 000 × 6 000 × 5 000 мм
15 000 × 6 000 × 5 000 мм
12 000 × 6 000 × 5 000 мм
Максимальні габарити виробів
до 9 000 мм
до 9 000 мм
спеціальні технологічні сценарії
Технологічні системи
Система абразивообігу
Механічна, замкнутий цикл
—
—
Тип підлоги
Шкребкова, механізована
Фільтрувальна
Фільтрувальна
Система нагріву
Не передбачена
Дизельні пальники
Дизельний пальник
Максимальна температура
—
до 80 °C
до 80 °C
Вентиляція та фільтрація
Тип вентиляції
Фільтрувально-вентиляційна
Припливно-витяжна
Припливно-витяжна (діагональна схема потоків)
Продуктивність вентиляції
30 000 м³/год
30 000 м³/год × 2
30 000 м³/год × 1
Тип фільтрації
Картриджна, багатоступенева
Суха, багатоступенева
Суха, багатоступенева
Експлуатаційні параметри
Клас підготовки поверхні
до Sa 3 (ISO 8501-1)
—
—
Рівень шуму ззовні обладнання
до 70 дБ
до 70 дБ
до 70 дБ
Електроживлення
380 В / 50 Гц
380 В / 50 Гц
380 В / 50 Гц
Результат для замовника
У результаті реалізації проєкту створено сучасний промисловий комплекс для механічної підготовки поверхні та нанесення лакофарбових покриттів із подальшою сушкою в контрольованих умовах, орієнтований на обробку великогабаритних металевих виробів.
Замовник отримав:
можливість обробки виробів значних габаритів у камерах різних типорозмірів, адаптованих під специфіку продукції та виробничі маршрути;
замкнутий технологічний цикл з регенерацією абразиву, що дозволяє знизити витрати матеріалів і мінімізувати обсяг виробничих відходів;
ефективні системи сухої фільтрації повітря в зонах очищення та фарбування, які забезпечують стабільні умови роботи;
енергоефективні режими сушіння з використанням рециркуляції повітря та контрольованого теплового навантаження;
гарантійні зобов’язання виробника та проєктний ресурс обладнання, розрахований на тривалу промислову експлуатацію в інтенсивному режимі.
Висновки
Комплексна модернізація дільниці підготовки поверхні та фарбування, реалізована компанією TWEKO, стала прикладом ефективної співпраці між українським виробником інженерного обладнання та промисловим підприємством машинобудівного сектору.
Завдяки індивідуальному підходу — від детального обстеження виробничих приміщень і опрацювання технічного завдання до виготовлення обладнання, монтажу та пусконалагоджувальних робіт — замовник отримав сучасний технологічний комплекс. До його складу увійшли дві камери абразивоструменевого очищення серії KASO, три фарбувально-сушильні камери серії IKFS та одна камера IKFS-D, інтегровані в єдиний виробничий процес.
Обладнання адаптоване до інтенсивної двозмінної експлуатації та роботи з великогабаритними металоконструкціями, забезпечуючи:
високу якість підготовки поверхні та стабільне нанесення лакофарбових покриттів;
скорочення часу обробки виробів і оптимізацію експлуатаційних витрат;
відповідність вимогам безпеки, екології та охорони праці.
Усі етапи проєкту виконані в обумовлені терміни — від постачання обладнання до його введення в промислову експлуатацію. На момент підготовки цього кейсу комплекс працює стабільно, без простоїв і зауважень з боку замовника.
Потрібне комплексне рішення для підготовки поверхні, фарбування та сушіння великогабаритних металоконструкцій?
Ми супроводжуємо проєкт на всіх етапах — від аналізу завдання та компоновки обладнання до монтажу, пусконалагодження та введення в промислову експлуатацію.
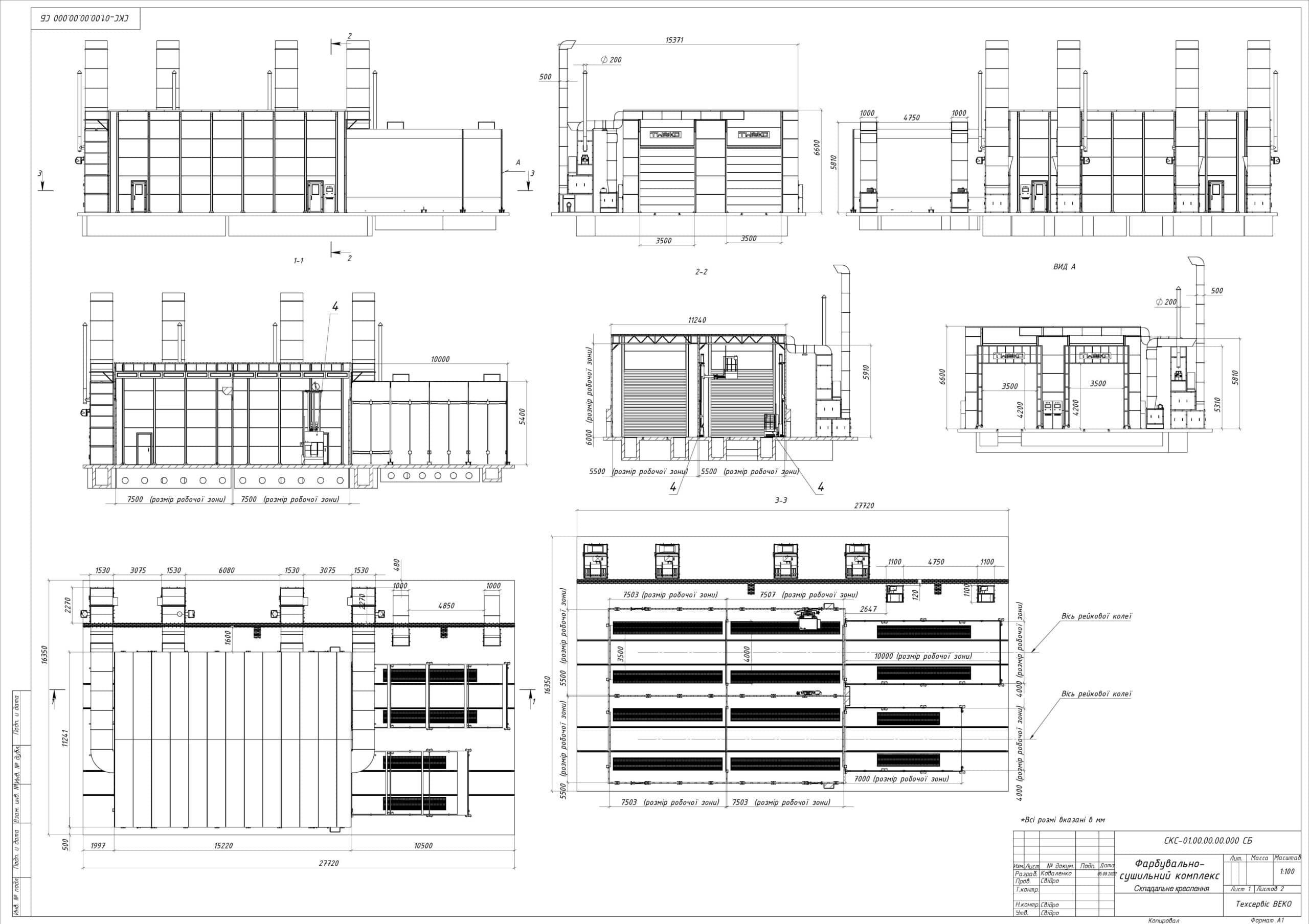
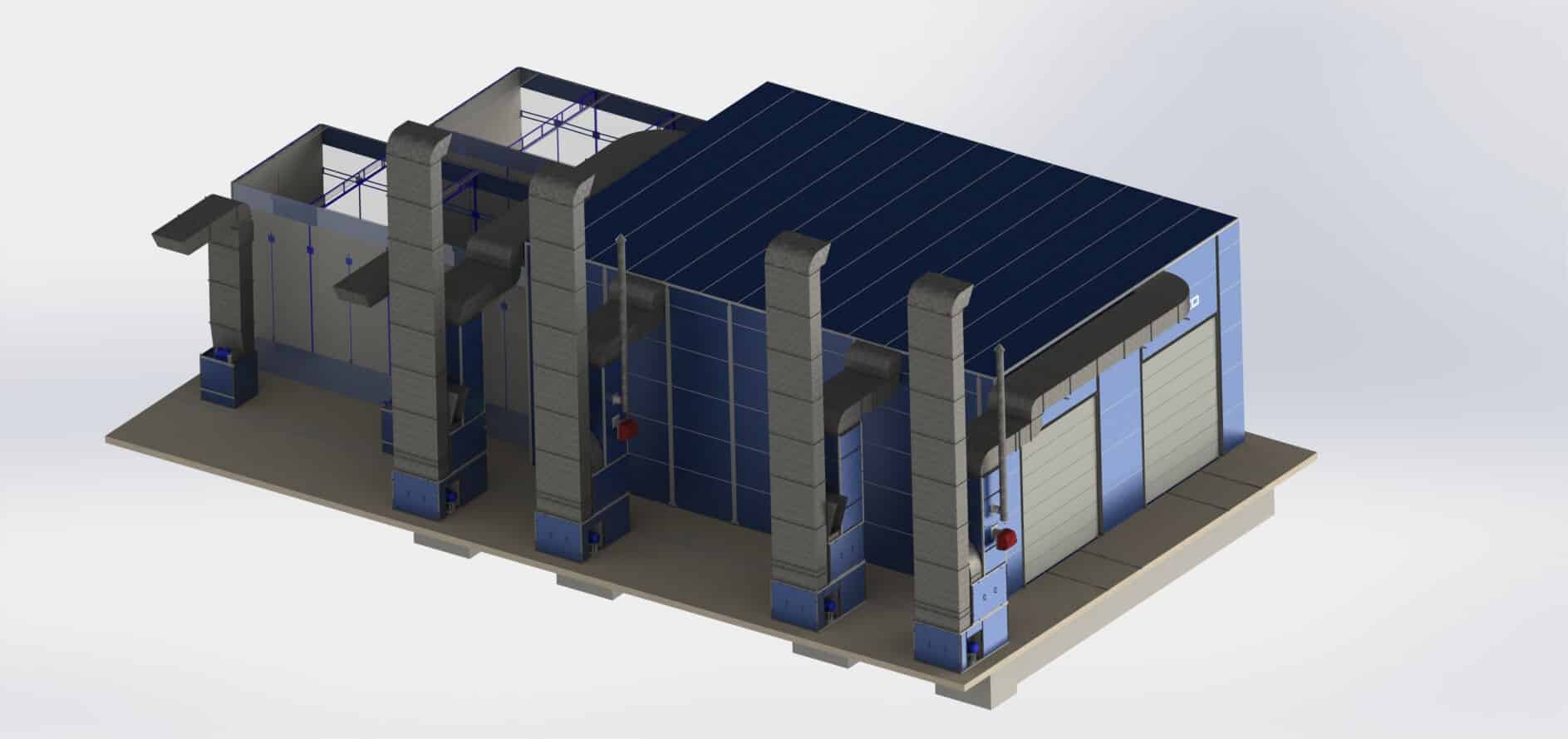
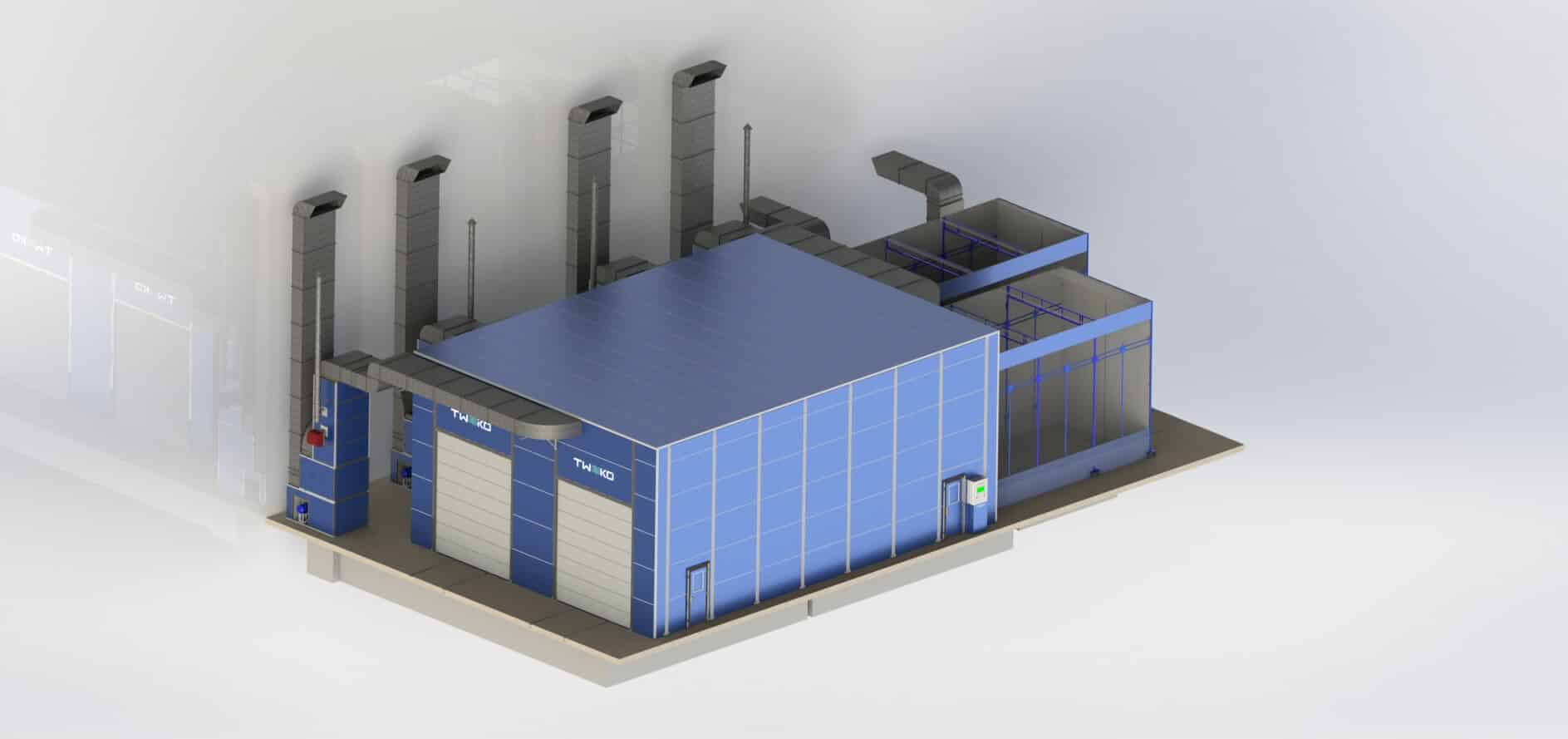
Комплекс дробеметного очищення та фарбування для виробника спецтехніки ТОВ «С-К-С»
Архивы Дробоструминна камера - «Техсервіс ВЕКО»
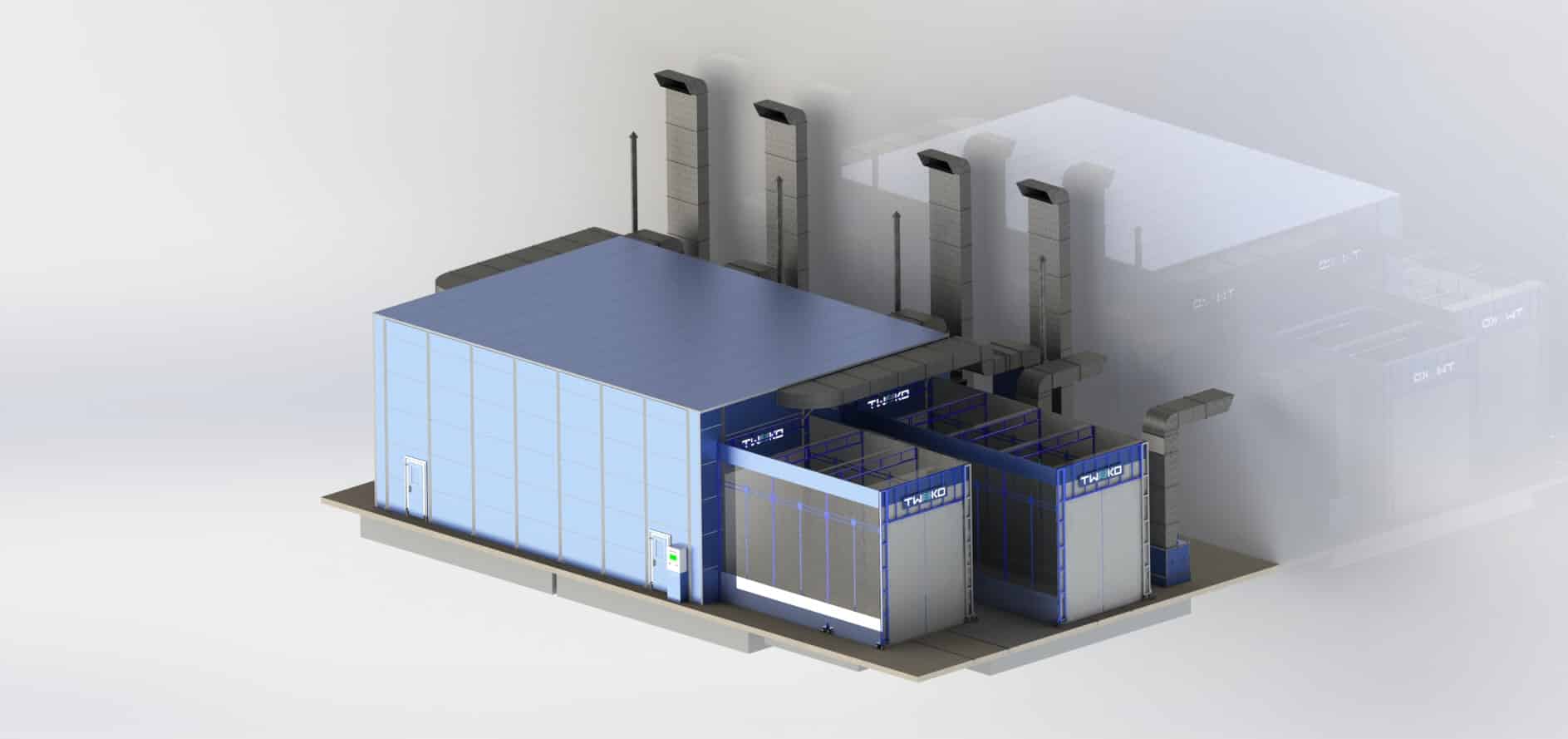
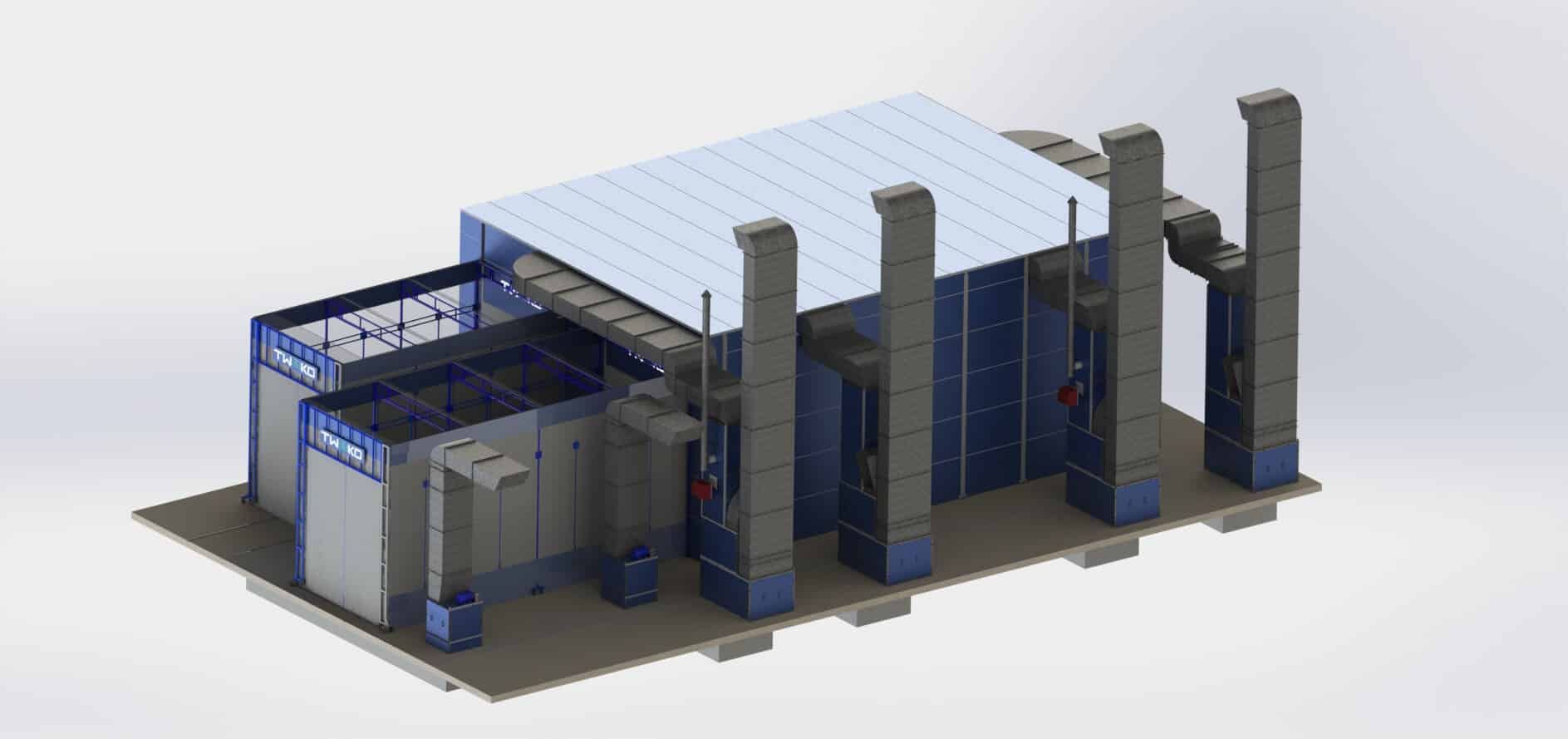
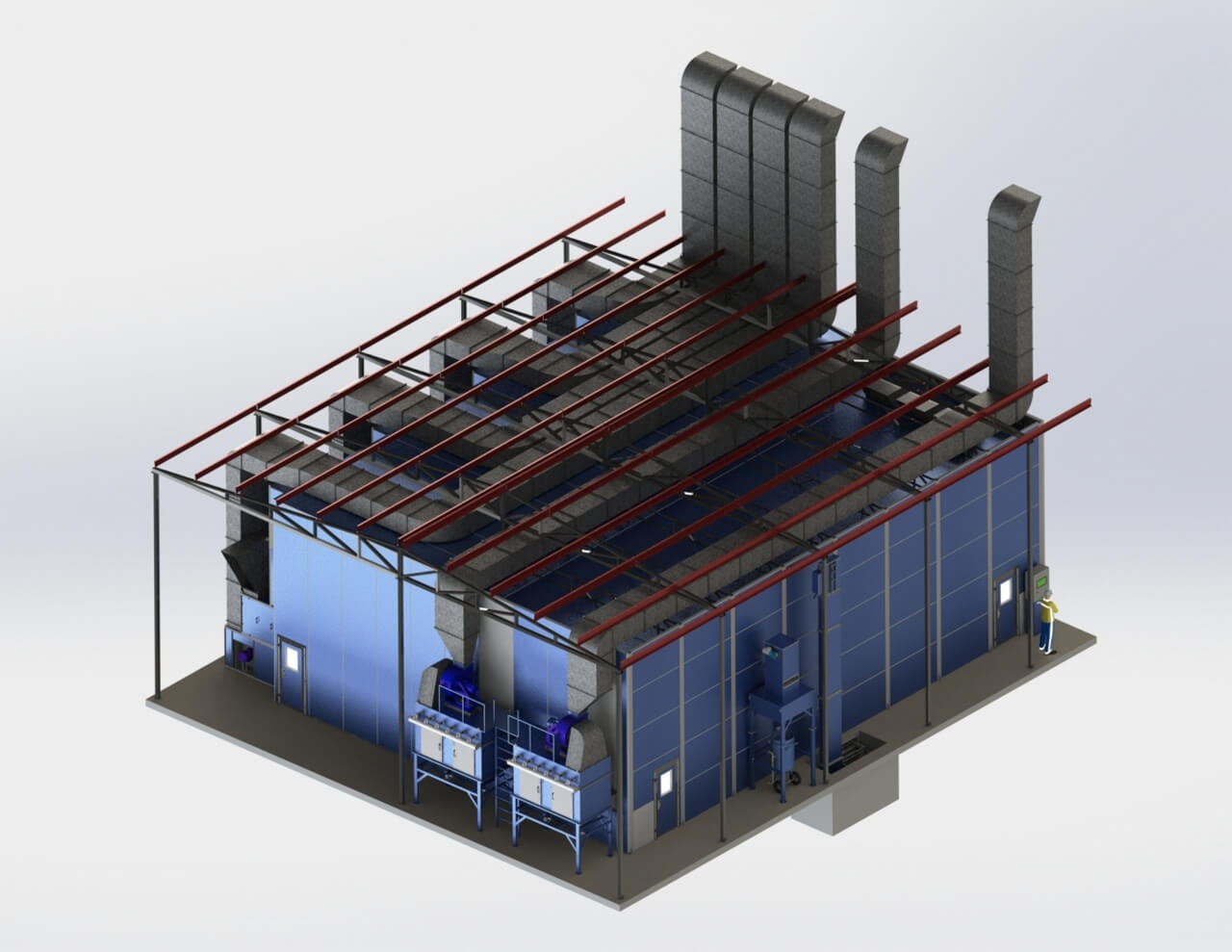
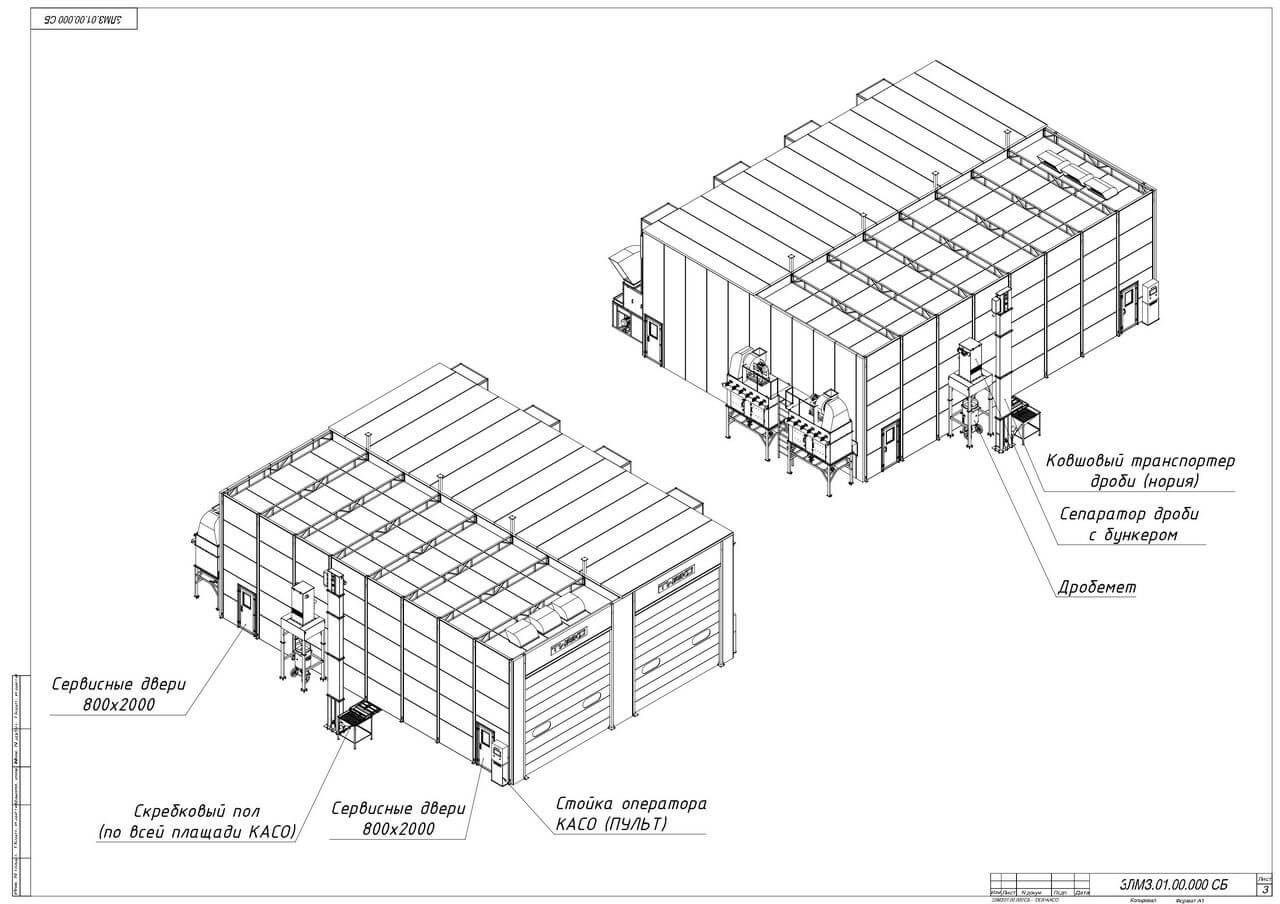
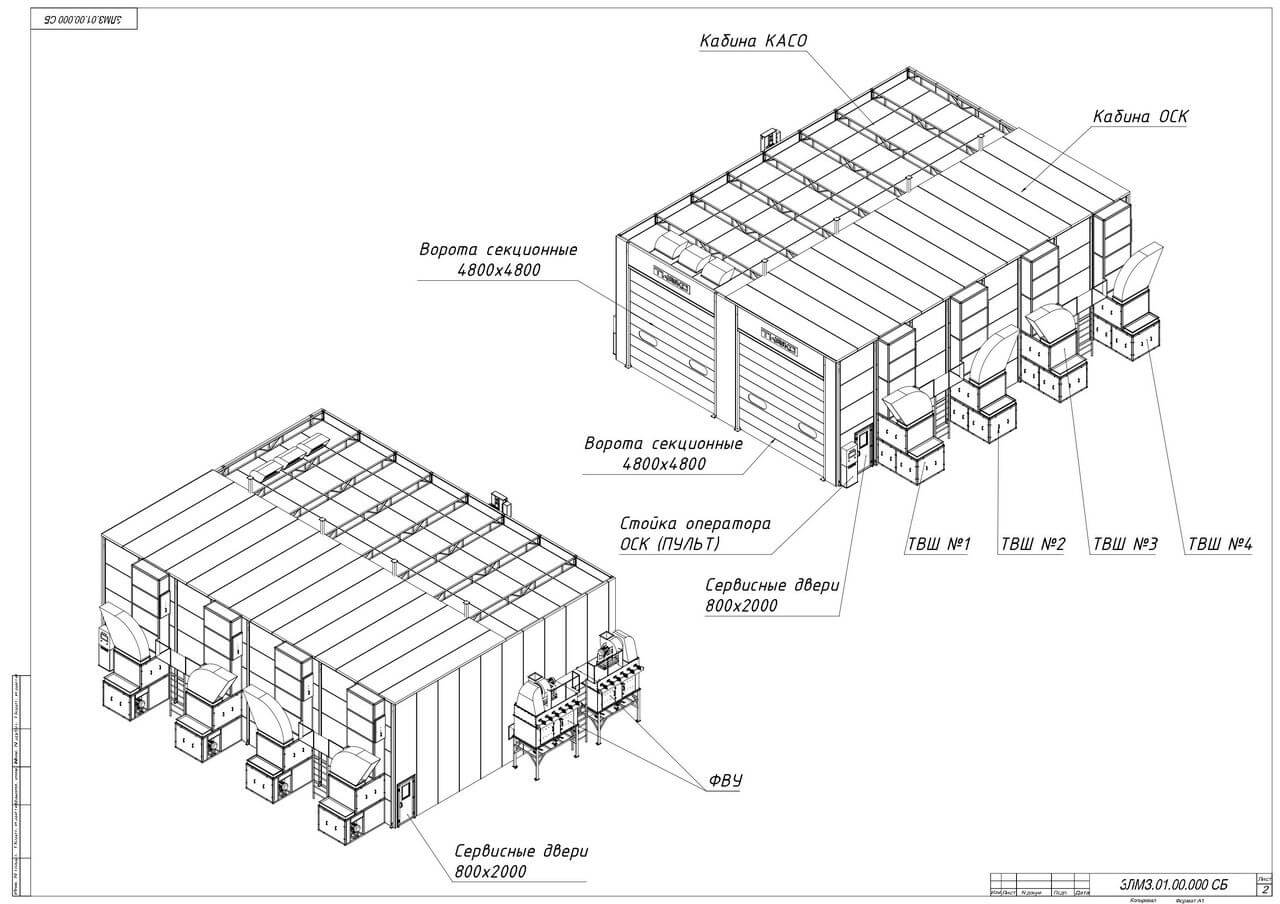
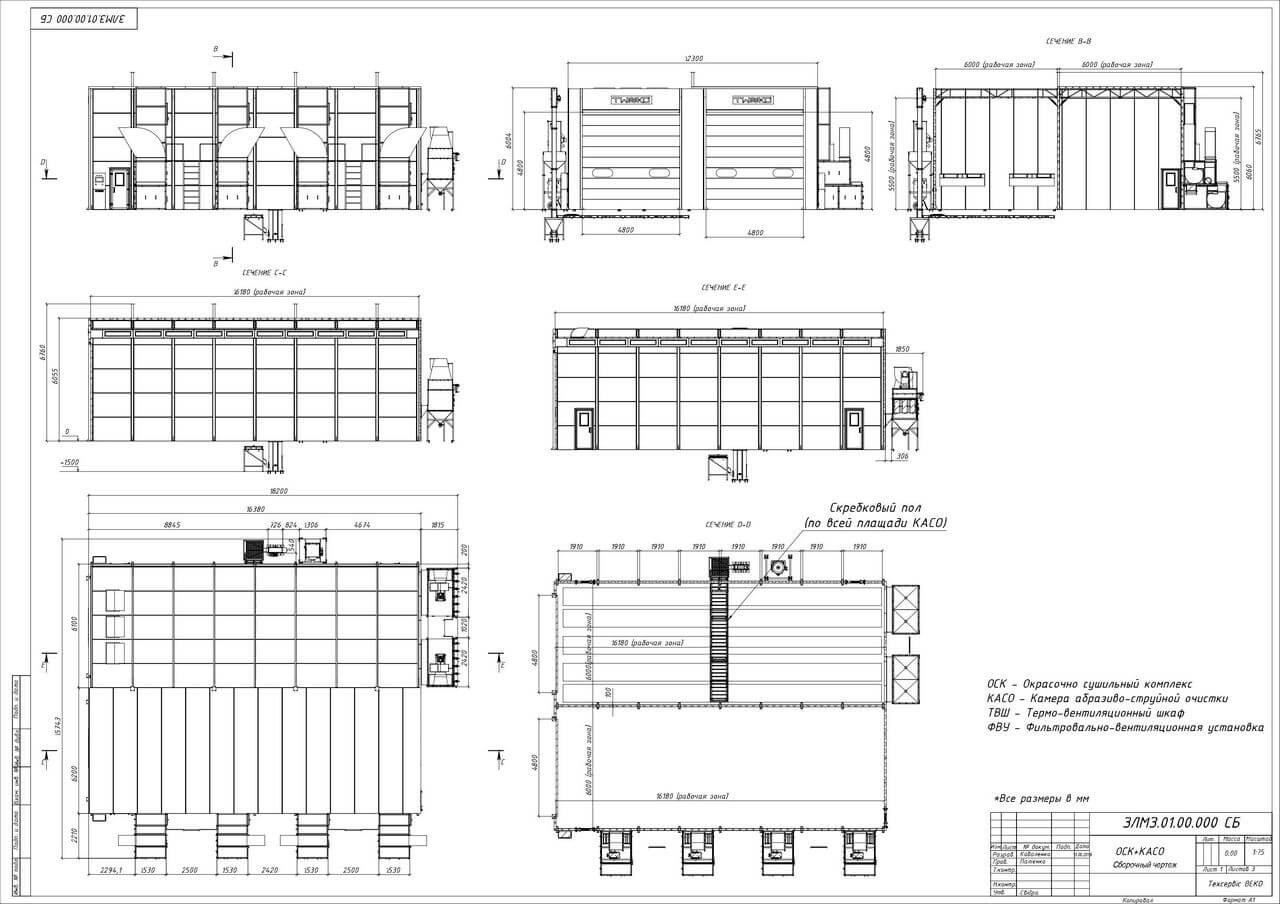
Для ТОВ «Спец-Ком-Сервіс» компанія TWEKO реалізувала інтегрований малярний комплекс замкненого циклу, що включає дробеметну камеру KASO, дві фарбувально-сушильні камери IKFS та два пости підготовки APP. Рішення забезпечило повний цикл підготовки поверхні, фарбування та сушіння великогабаритних виробів довжиною до 15 м у межах єдиного виробничого потоку та підвищило стабільність якості покриттів і пропускну здатність дільниці.
Про клієнта
ТОВ «Спец-Ком-Сервіс» (С-К-С) — український виробник спеціалізованої та комерційної техніки під торговою маркою PolyCar. Підприємство здійснює проєктування, виготовлення та дообладнання транспортних засобів на базі шасі MAN, IVECO, Volvo, Renault, Hyundai та інших виробників відповідно до індивідуальних технічних завдань замовників.
Основними напрямками діяльності є виробництво техніки для комунального господарства, аграрного сектору, інфраструктурних служб і державних структур. Продукція компанії включає спеціальні автомобілі, мобільні комплекси та функціональні надбудови, що виготовляються з урахуванням галузевих стандартів і експлуатаційних вимог.
Виробничий процес передбачає виготовлення складних металоконструкцій надбудов із застосуванням зварювальних, слюсарних і механічних операцій, а також подальшу антикорозійну обробку та нанесення лакофарбових покриттів. Габарити окремих виробів досягають 15 метрів у довжину, що формує підвищені вимоги до якості абразивоструминного очищення, рівномірності нанесення матеріалів, стабільності повітряних потоків у фарбувальних камерах та точності температурних режимів сушіння.
Масштаб виробів і зростаючі обсяги виробництва потребували створення єдиного інтегрованого технологічного комплексу, здатного забезпечити замкнений цикл підготовки поверхні та нанесення покриттів у межах одного виробничого потоку. До реалізації проєкту ці процеси виконувалися окремими ділянками без повної інтеграції в єдину систему, що обмежувало продуктивність і ускладнювало забезпечення стабільних технологічних параметрів.
Завдання проєкту
Метою проєкту було створення інтегрованої малярної дільниці з повним технологічним циклом підготовки поверхні, фарбування та сушіння великогабаритних металоконструкцій у межах одного виробничого потоку.
Підприємство потребувало рішення, здатного забезпечити стабільну якість абразивоструминного очищення із замкненим циклом використання абразиву, рівномірне нанесення лакофарбових матеріалів у контрольованому повітряному середовищі та підтримання заданих температурних режимів сушіння.
Окремими задачами були підвищення пропускної здатності малярної дільниці, можливість паралельної роботи на різних етапах обробки та мінімізація внутрішньоцехових переміщень великогабаритних виробів.
Проєкт також передбачав технічне переоснащення частини існуючої будівлі, розробку робочої документації реконструкції та підготовку інженерної інфраструктури для інтеграції обладнання в діючий виробничий процес.
Рішення
Для реалізації поставлених задач було впроваджено комплексне технологічне рішення, що включає дробеструйну камеру для абразивного очищення серії КАСО від TWEKO, фарбувально-сушильні камери серії IKFS та підйомно-пересувні платформи серії 3PtO для безпечного доступу до верхніх зон великогабаритних виробів під час нанесення покриттів, окремі пости підготовки APP. Обладнання інтегровано в єдиний виробничий ланцюг із послідовним проходженням етапів очищення, підготовки, фарбування та сушіння.
Дробеметна камера абразивоструминного очищення Для етапу підготовки поверхні ми спроєктували, виготовили та виконали повний монтаж камери абразивоструминного очищення серії KASO — модель KASO-15, призначену для абразивоструменевої обробки великогабаритних металоконструкцій довжиною до 15 000 мм., яка забезпечує якісне та рівномірне очищення великогабаритних металоконструкцій перед нанесенням лакофарбових покриттів.
Камера має внутрішні габарити робочої зони 15 000 × 5 000 × 5 000 мм. Конструкція виконана із сендвіч-панелей товщиною 80 та 60 мм. У зоні абразивного впливу передбачено внутрішнє захисне облицювання.
Система збирання та регенерації металевого дробу реалізована за замкненим циклом та включає:
Механізовану шкребкову підлогу розміром 14 500 × 5 000 мм з повздовжніми та поперечним транспортними модулями.
Пневмопривід з електричним керуванням для переміщення абразиву.
Сепаратор для відділення пилу та сторонніх домішок.
Бункер накопичення очищеного дробу з поверненням у робочий цикл.
Для видалення пилу під час очищення камера оснащена фільтровентиляційною установкоюФВУ-30, що включає корпус із гнутих панелей, картриджні фільтрувальні елементи та імпульсну систему регенерації фільтрів із бункером для збору пилу.
Керування роботою камери здійснюється через електричний пульт із системою автоматики та контролю, який включає пресостат, лічильник напрацювання, магнітні пускачі, автоматичні вимикачі та теплові реле. Передбачено контроль роботи механізмів системи регенерації абразиву та вентиляції.
Конфігурація камери адаптована до інтеграції в існуючу виробничу інфраструктуру підприємства та розрахована на промислову експлуатацію з інтенсивним навантаженням.
Фарбувально-сушильні камери Для виконання операцій нанесення лакофарбових покриттів і сушіння великогабаритних виробів у складі комплексу були спроєктовані, виготовлені та змонтовані дві фарбувально-сушильні камери серії IKFS — моделі IKFS-15.
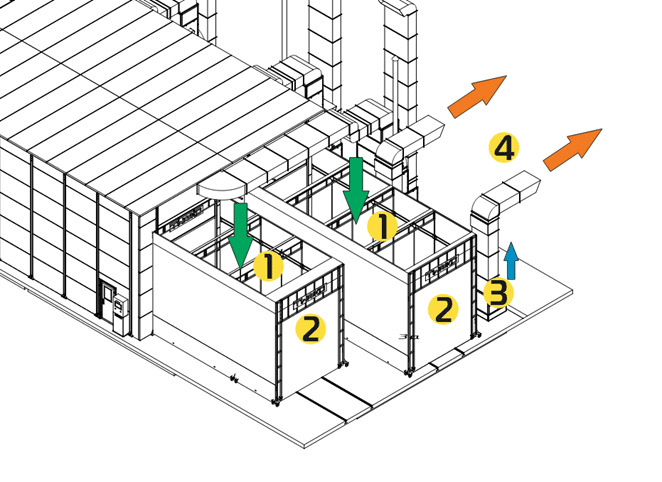
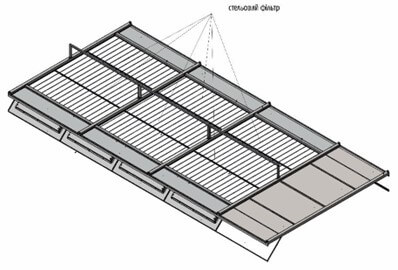
Кожна камера має внутрішні габарити робочої зони 15 000 × 5 500 × 6 000 мм. Конструкція виконана із сендвіч-панелей товщиною 80 та 60 мм із теплоізоляційним наповненням. Камери оснащені підйомно-пересувними платформами для маляра, в’їзними воротами розміром 3 500 × 4 200 мм та дверима для персоналу.Система вентиляції організована за принципом ламінарного низхідного повітряного потоку з подачею очищеного припливного повітря через стельові фільтри та відбором через підлогові решітки з двоступеневою фільтрацією класу EU3.
Кожна камера обладнана:
Припливною термовентиляційною шафою з теплообмінником та дизельним пальником.
Витяжною вентиляційною шафою з клапанами викиду повітря з пневмоприводом.
Фільтрами попереднього очищення та рециркуляції повітря.
Газосигналізатором довибухової концентрації.
Системою промислового освітлення LED 4×18 Вт (верхні кутові та стінові світильники).
Пульти керування оснащені системою автоматики та контролю, що включає частотні перетворювачі вентиляційних установок, пресостат, датчики робочої та критичної температури, терморегулятор для встановлення режиму сушіння, лічильник напрацювання, магнітні пускачі та автоматичні вимикачі.
Логіка керування передбачає можливість зонального використання робочого простору з окремим керуванням термовентиляційними шафами, що дозволяє адаптувати режим роботи до габаритів виробів.
Для організації безпечного доступу оператора до верхніх зон виробів під час нанесення покриттів у складі комплексу передбачено підйомно-пересувні платформи для маляра.
Дві незалежні камери забезпечують паралельну роботу та збільшення пропускної здатності малярної дільниці без взаємного впливу режимів експлуатації.
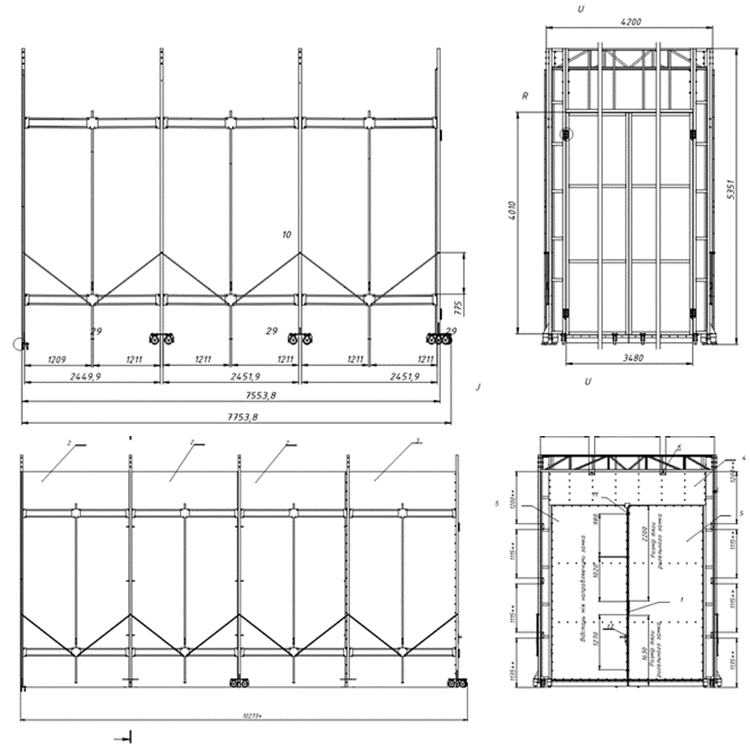
Пости підготовки серії APP Для виконання операцій підготовки поверхні та локального нанесення лакофарбових матеріалів у складі комплексу реалізовано два пости підготовки серії APP у виконаннях різної довжини — APP-7 та APP-10.
Пости виконані у вигляді металокаркасних модульних конструкцій із системою огороджувальних штор на направляючих та мають однакові габарити по ширині й висоті, відрізняючись довжиною робочої зони, що забезпечує адаптацію під різні габарити виробів та логістику дільниці.
APP-7: габаритна довжина конструкції — 7 753,8 мм; габаритна висота — 4 200 мм; висота робочого проєму — 4 010 мм; габаритна ширина — 4 200 мм; ширина робочого проєму — 3 480 мм.
APP-10: габаритна довжина конструкції — 10 277 мм; габаритна висота — 4 200 мм; висота робочого проєму — 4 010 мм; габаритна ширина — 4 200 мм; ширина робочого проєму — 3 480 мм.
Кожен пост укомплектовано інженерними та технологічними вузлами згідно специфікації:
рециркуляційною вентиляційною установкою з електродвигуном;
шиберним пристроєм з пневмоприводом для керування повітряними потоками;
комплектом фільтрів викиду, подачі та попереднього очищення;
пультом керування з системами автоматики і контролю;
лічильником мотогодин;
комплектом підлогових решіток з допустимим навантаженням до 800 кг/колесо;
Застосування двох постів APP забезпечує можливість паралельного виконання підготовчих операцій та локального фарбування без зупинки основних камер, а також підвищує загальну пропускну здатність малярної дільниці.
Технічні характеристики
*Склад і конфігурація обладнання відповідно до робочої документації
Компонент
KASO-15
IKFS-15 (2 камери)
APP (2 пости)
Загальні характеристики
Тип обладнання
Дробеметна камера абразивоструменевого очищення
Фарбувально-сушильна камера
Пост підготовки з рециркуляцією
Кількість
1 комплект
2 комплекти
2 комплекти
Габарити робочої зони
Внутрішні розміри (Д × Ш × В)
15 000 × 5 000 × 5 000 мм
15 000 × 5 500 × 6 000 мм
7 000 × 4 000 × 5 000 мм
Конструктив
Огороджувальні конструкції
Сендвіч-панелі 80/60 мм, внутрішній периметр із зносостійким покриттям
Сендвіч-панелі 80/60 мм
Металокаркас із направляючими та огороджувальними шторами
Підлога
Механізована шкребкова підлога 14 500 × 5 000 мм
Двоступенева фільтрація EU3 з підлоговими решітками
Реалізація проєкту виконувалася як комплексне технічне переоснащення частини існуючої виробничої будівлі з інтеграцією дробеметної камери KASO-15, двох фарбувально-сушильних камер IKFS-15 та двох постів підготовки APP в єдиний технологічний потік. Роботи охоплювали проєктування, розробку робочої документації, виготовлення обладнання, монтаж, інтеграцію інженерних систем та пусконалагодження.
Інженерне опрацювання та компоновка ▼
На першому етапі виконано інструментальне обстеження приміщення та розроблено компонувальне рішення малярної дільниці з урахуванням габаритів виробів до 15 000 мм, логіки переміщення техніки та розміщення інженерних систем.
визначено геометрію фундаментних приямків під механізовану шкребкову підлогу KASO-15;
опрацьовано розташування фарбувально-сушильних камер та термовентиляційних шаф IKFS-15;
узгоджено трасування повітропроводів, зон викиду та рециркуляції повітря;
визначено точки підключення електроживлення та пневмосистем.
Проєктні рішення формувалися з урахуванням інтеграції обладнання в існуючу інфраструктуру підприємства без зупинки основного виробництва.
Розробка робочої та конструкторської документації ▼
схеми припливно-витяжної вентиляції та теплотехнічних вузлів;
конструкторську документацію на пости підготовки APP (7 000 × 4 000 × 5 000 мм).
Документація стала основою для виготовлення металоконструкцій, інженерних вузлів та координації монтажних робіт.
Виготовлення обладнання ▼
виробництво металоконструкцій кабін KASO та IKFS із сендвіч-панелей 80/60 мм;
виготовлення вузлів системи регенерації абразиву (шкребковий транспортер, норія, сепаратор, бункер);
комплектацію ФВУ-30 з картриджними фільтрами та імпульсною системою очищення;
виготовлення термовентиляційних шаф з дизельними пальниками та 4-ходовими теплообмінниками;
виготовлення та комплектацію пересувної платформи маляра;
підготовку електричних шаф керування та автоматики.
Обладнання проходило внутрішній контроль якості перед відвантаженням на об’єкт.
Монтаж та інтеграція на виробничому майданчику ▼
монтаж каркасів та огороджувальних конструкцій камер;
встановлення механізованої шкребкової підлоги та транспортних модулів;
монтаж норії, сепаратора та бункера дробу;
встановлення ФВУ-30 та аспіраційних повітропроводів;
монтаж термовентиляційних шаф IKFS та систем рециркуляції;
встановлення постів підготовки APP із рециркуляційними вентиляційними установками;
прокладання електричних та пневматичних комунікацій;
інтеграцію пультів керування та систем автоматики.
Монтаж виконано з урахуванням вимог до герметичності, жорсткості конструкцій та правильності роботи повітряних потоків.
Пусконалагодження та введення в експлуатацію ▼
перевірку роботи механізованої системи регенерації абразиву;
налагодження параметрів аспірації ФВУ-30;
налаштування температурних режимів IKFS та зонального керування ТВШ;
перевірку роботи газосигналізаторів довибухової концентрації;
тестування режимів фарбування, сушіння та рециркуляції повітря;
інструктаж персоналу замовника.
Після завершення пусконалагоджувальних робіт комплекс було введено в промислову експлуатацію як єдину замкнену малярну дільницю з дробеметною підготовкою поверхні, фарбуванням та сушінням великогабаритної техніки.
Ключові вузли комплексу
*Склад і конфігурація відповідно до специфікації
Вузол / система
Технічна реалізація
Робочі камери
Комплекс включає дробеметну камеру KASO-15 (внутрішні розміри 15 000 × 5 000 × 5 000 мм), дві фарбувально-сушильні камери IKFS-15 (15 000 × 5 500 × 6 000 мм) та два пости підготовки APP (7 000 × 4 000 × 5 000 мм). Кабіни виконані із сендвіч-панелей товщиною 80/60 мм. Внутрішній периметр KASO має зносостійке покриття. Конструкція APP — металокаркас із направляючими та огороджувальними шторами.
Ворота та доступ
KASO-15 оснащена в’їзними воротами 3 500 × 3 500 мм та сервісними дверима 850 × 1 900 мм. Камери IKFS-15 мають ворота 3 500 × 4 200 мм та двері 800 × 1 900 мм. Конструктив APP передбачає відкритий фронт доступу.
Шкребкова підлога
Механізована система збору абразиву розміром 14 500 × 5 000 мм: 5 поздовжніх модулів 14 500 × 900 × 110 мм та 1 поперечний модуль 4 500 × 800 × 1 500 мм. Привід — пневматичний з електричним керуванням.
Система регенерації абразиву
Включає ковшовий елеватор (норію), сепаратор дробу та резервуар накопичення. Сепаратор забезпечує механічне відділення пилу та домішок із поверненням очищеного дробу в робочий цикл.
Фільтровентиляційна установка KASO
ФВУ-30 з корпусом із гнутих панелей, картриджними фільтрувальними елементами, імпульсною системою автоматичного очищення та бункером збору пилу.
Припливно-витяжна система IKFS
Термовентиляційні шафи припливного типу з теплообмінником та дизельним пальником. 4-ходовий теплообмінник із жаростійкої сталі. Клапани подачі та рециркуляції повітря з пневмоприводом. Окрема витяжна вентиляційна шафа з клапанами викиду.
Система фільтрації IKFS
Фільтри попереднього очищення, стельові фільтри тонкої очистки та підлогові фільтри (двоступенева схема очищення класу EU3).
Рециркуляційна вентиляція APP
Рециркуляційна вентиляційна установка з електродвигуном, комплект фільтрів подачі, попереднього очищення та викиду, шиберний пристрій із пневмоприводом.
Підлогові решітки
IKFS — двоступенева фільтрація з підлоговими касетами. APP — решітки з максимально допустимим навантаженням 800 кг на колесо.
Автоматика та керування
Пульти керування KASO, IKFS та APP з магнітними пускачами, автоматичними вимикачами та тепловими реле. IKFS оснащена частотними перетворювачами (3 шт.), пресостатом, датчиком робочої та критичної температури, терморегулятором, лічильником напрацювання. Передбачено зональне керування ТВШ. IKFS обладнана газосигналізатором довибухової концентрації.
Підйомно-пересувна платформа маляра
У складі комплексу передбачено дві підйомно-пересувні платформи для маляра для виконання фарбувальних робіт із доступом до верхніх зон великогабаритних виробів у робочому просторі камер IKFS.
Освітлення
Світильники LED T8 1200 × 4 × 18 Вт. У KASO — 20 верхніх кутових світильників. В IKFS — 20 верхніх та 12 стінових. APP — верхні кутові світильники аналогічного типу.
Електроживлення
Живлення обладнання — 380 В / 50 Гц. Освітлення — 220 В / 50 Гц.
Результат для замовника
Впровадження інтегрованого малярного комплексу дозволило ТОВ «Спец-Ком-Сервіс» сформувати повністю замкнений технологічний цикл підготовки поверхні, фарбування та сушіння великогабаритних виробів у межах одного виробничого майданчика.
Комплекс, що включає камеру абразивоструменевого очищення KASO-15, дві фарбувально-сушильні камери IKFS-15 та два пости підготовки APP, забезпечив системну інтеграцію механіки, вентиляції, теплотехніки та автоматики в єдину виробничу інфраструктуру.
Стабільність якості покриттів
Механізована система регенерації абразиву, ефективна аспірація ФВУ-30 та контрольовані параметри повітрообміну в IKFS-15 забезпечили повторюваність результату дробеметного очищення та стабільні умови нанесення лакофарбових матеріалів.
рівномірна підготовка поверхні після дробеметної обробки;
контроль температурних режимів сушіння;
зменшення впливу людського фактора завдяки автоматизованим системам керування;
стабільні параметри повітряного середовища у фарбувальних камерах.
Підвищення продуктивності
Наявність двох автономних камер IKFS-15 та двох постів підготовки APP дозволяє організувати паралельну обробку декількох виробів різного ступеня готовності.
одночасна робота кількох технологічних зон;
винесення підготовчих операцій за межі фарбувальних камер;
безперервний цикл дробеметної обробки з автоматичним поверненням абразиву;
оптимізована логістика переміщення виробів у межах цеху.
Контроль та безпека
Система автоматики забезпечує контроль основних параметрів роботи обладнання та блокує недопустимі режими експлуатації.
моніторинг температури та тиску повітря;
контроль роботи транспортних механізмів KASO;
газосигналізація довибухової концентрації в IKFS;
індикація аварійних станів.
Виробничий ефект
Створення єдиної малярної дільниці з абразивоструменевою підготовкою поверхні дозволило підприємству виконувати повний цикл антикорозійного захисту великогабаритних виробів довжиною до 15 метрів у штатному промисловому режимі.
Комплекс функціонує як цілісна технологічна система, що забезпечує прогнозовану якість покриттів, стабільність процесів та готовність до серійного виробництва спеціалізованої автомобільної техніки.
Висновок
Проєкт для ТОВ «Спец-Ком-Сервіс» став прикладом комплексного інженерного підходу до модернізації малярної дільниці для виробника великогабаритної спеціалізованої техніки. Реалізований комплекс об’єднав абразивоструменеву підготовку поверхні, фарбування та сушіння в єдину технологічну систему з узгодженими режимами роботи механічних, вентиляційних, теплотехнічних і автоматизованих вузлів.
Інтеграція KASO-15, двох IKFS-15 та двох постів APP забезпечила підприємству повний контроль над якістю антикорозійного захисту та фінішного покриття, стабільність технологічних параметрів і можливість масштабування виробництва без залучення зовнішніх підрядників.
Комплекс працює як інфраструктурна частина виробництва — не окремі камери, а системно інтегрована малярна дільниця, адаптована до інтенсивної експлуатації, великогабаритних виробів і вимог серійного випуску спеціальної автомобільної техніки.
Реалізація цього проєкту підтверджує компетенцію TWEKO у створенні повноцінних технологічних рішень для підприємств машинобудування та виробників спеціалізованої техніки.
Реалізуємо комплексне рішення для вашого виробництва
TWEKO проєктує та впроваджує інтегровані малярні комплекси для підприємств машинобудування, виробників металоконструкцій та спеціалізованої техніки. Ми працюємо з повним циклом — від передпроєктних вишукувань і розробки робочої документації до виготовлення, монтажу та введення в промислову експлуатацію.
Якщо ваше підприємство потребує модернізації дільниці підготовки поверхні та фарбування або планує запуск нового виробничого комплексу — наші інженери підготують технічне рішення з урахуванням габаритів виробів, логістики цеху та виробничих навантажень.
Комплекс абразивоструменевого очищення та фарбування для Autostrada
Архивы Дробоструминна камера - «Техсервіс ВЕКО»
Компанією TWEKO виконано комплекс робіт з розробки, виготовлення, постачання та монтажу технологічного комплексу для абразивоструменевого очищення, фарбування і сушіння металоконструкцій на виробничому підприємстві дорожньо-інфраструктурного профілю.
Про клієнта
ТОВ «ВК «АВТОСТРАДА» (Autostrada) — один із найбільших українських підрядників у сфері дорожнього та інфраструктурного будівництва. Компанія спеціалізується на зведенні, реконструкції та капітальному ремонті автомобільних доріг, мостів, шляхопроводів і складних інженерних споруд, працюючи з масштабними металоконструкціями власного та підрядного виробництва.
Виробнича база підприємства включає майданчики для виготовлення, підготовки та антикорозійного захисту великогабаритних металевих елементів, що використовуються у дорожньому та мостобудівному секторі. Висока інтенсивність експлуатації конструкцій у складних кліматичних і механічних умовах зумовлює підвищені вимоги до якості очищення поверхні та нанесення лакофарбових покриттів.
У межах розвитку власної виробничої інфраструктури Autostrada ініціювала створення дільниці абразивоструменевого очищення та фарбування, здатної забезпечити повний технологічний цикл обробки великогабаритних виробів із дотриманням вимог промислової безпеки, охорони праці та стабільної якості покриттів.
Рішення
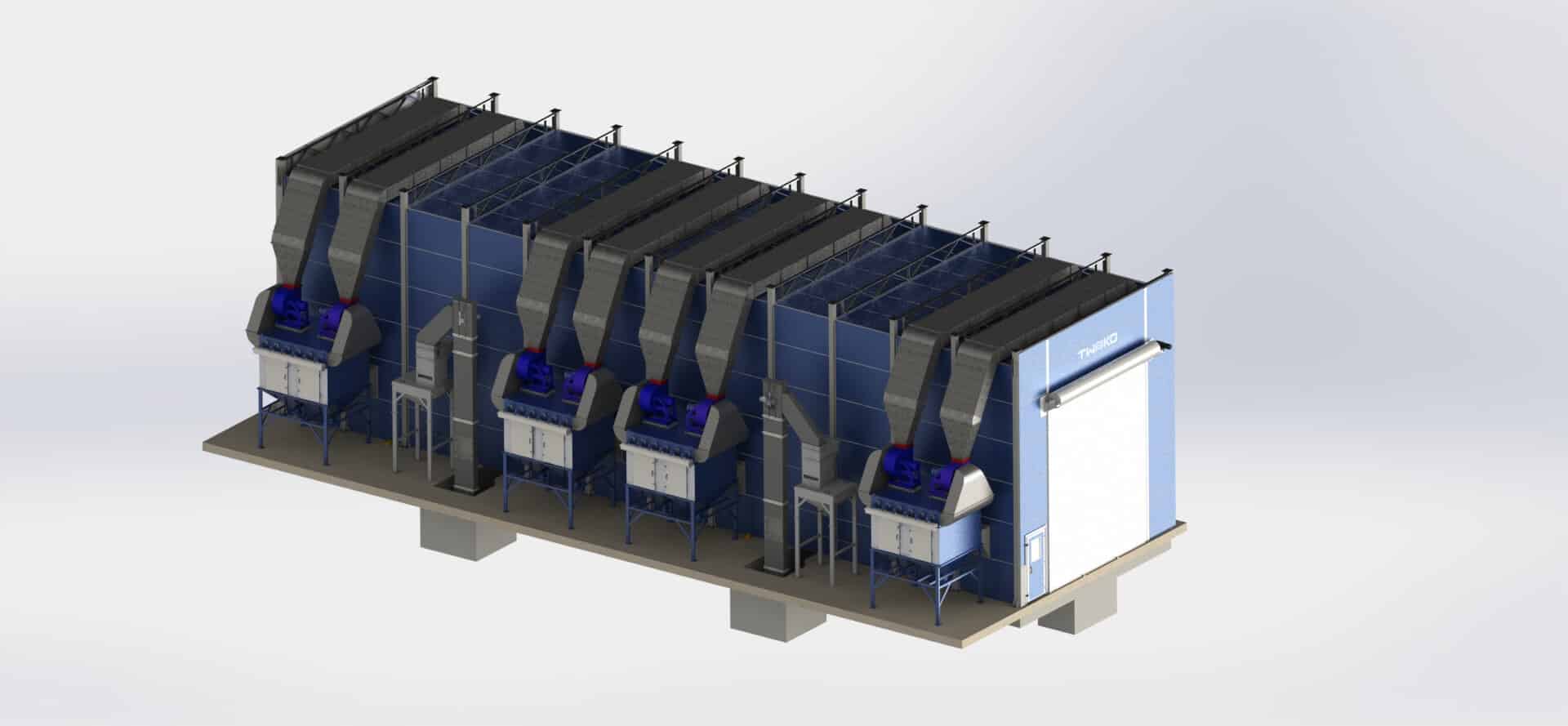
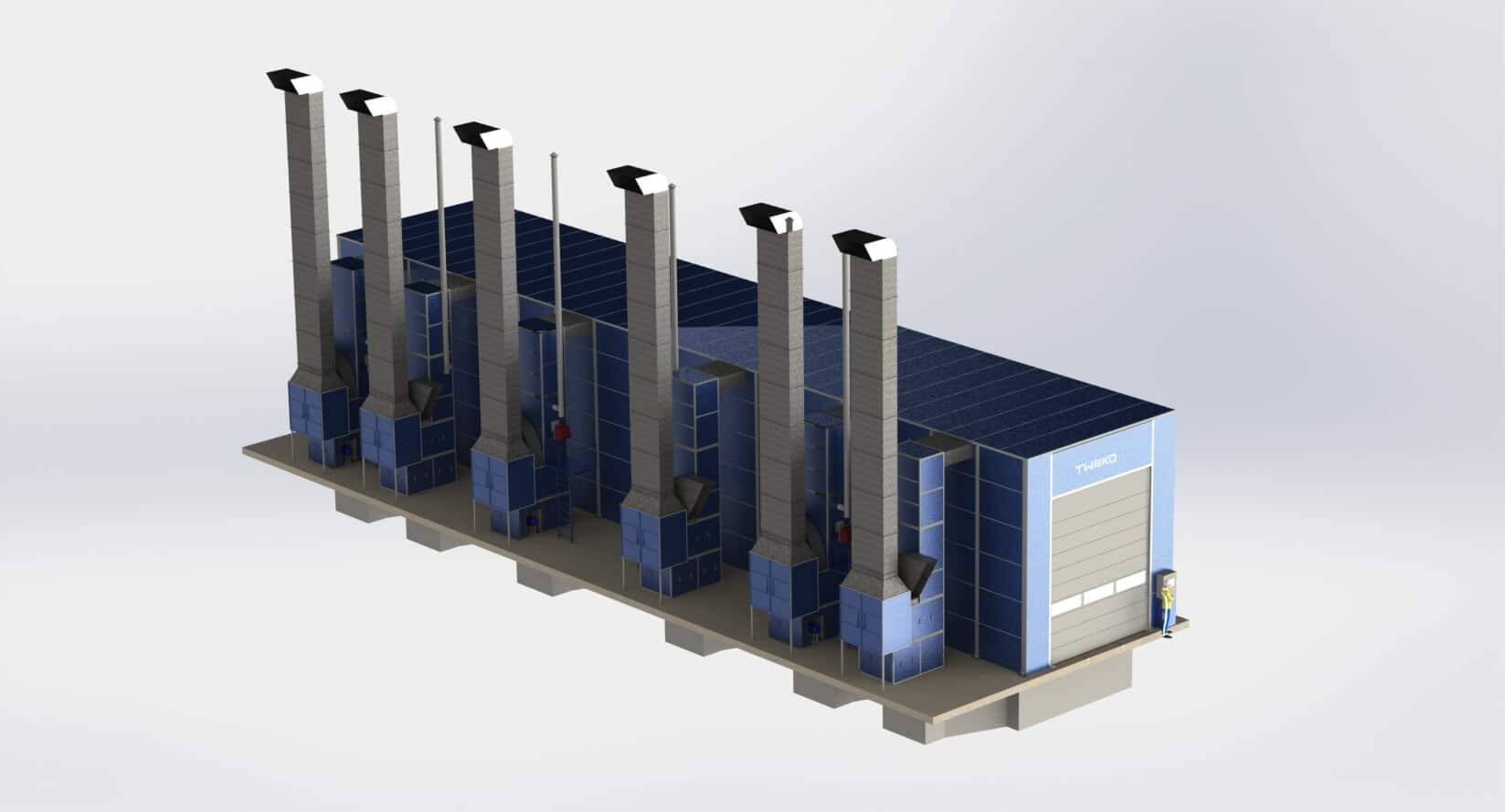
Для забезпечення технологічних операцій абразивоструменевого очищення, нанесення лакофарбових покриттів і сушіння великогабаритних виробів компанією TWEKO було поставлено та змонтовано комплекс обладнання, що включає камеру абразивоструменевого очищення серії KASO моделі KASO-20 та фарбувально-сушильну камеру серії IKFS моделі IKFS-20 КФС.000.00.00-ЕНЕРГІЯ “Д”.
Технічні параметри, склад основних вузлів і комплектація систем вентиляції, нагріву, освітлення та електроживлення наведені нижче відповідно до паспортів обладнання.
Камера абразивоструменевого очищення серії КАСО виробництва TWEKO — модель KASO-20 з внутрішніми розмірами кабіни 20 000 × 6 500 × 7 000 мм.
Камера виконана у прохідній компоновці з в’їзними та виїзними воротами, розташованими по обох торцях кабіни, що забезпечує переміщення виробів через камеру в одному напрямку у межах технологічного процесу.
Камера розрахована на одночасну роботу двох постів абразивоструменевого очищення та оснащена системою вентиляції на базі фільтрувально-вентиляційних установок ФВУ 30000, а також системою промислового освітлення.
Для виконання робіт на висоті у робочому просторі камери передбачено дві підйомно-пересувні платформи, розміщені по одній з кожного боку зони обробки, що забезпечує зручний і безпечний доступ операторів до поверхонь великогабаритних виробів.
У комплектацію камери входить система транспортування та регенерації абразиву, що включає ковшовий транспортер (норію), сепаратор для очищення абразиву, бункер-накопичувач та шкребкову підлогу для збору відпрацьованого матеріалу з робочої зони.
Кабіна камери виконана у вигляді металевого каркаса з обшивкою сендвіч-панелями. У конструкції передбачені сервісні двері для персоналу, а керування роботою обладнання здійснюється з пульта керування.
Фарбувально-сушильна камераФарбувально-сушильна камера серії IKFS виробництва TWEKO — модель IKFS-20 з внутрішніми габаритами кабіни 19 000 × 6 500 × 7 000 мм та зовнішніми розмірами 19 163 × 11 360 × 7 640 мм. Камера виконана у прохідній компоновці з в’їзними та виїзними секційними воротами, розташованими по обох торцях кабіни, що забезпечує наскрізне переміщення виробів у межах технологічного процесу фарбування та сушіння.
Конструкція камери являє собою металевий каркас з обшивкою сендвіч-панелями; всередині розміщені елементи промислового освітлення та стельовий конструктив зі стельовими рамками і фільтрами. Для виконання робіт на висоті у робочому просторі камери передбачено підйомно-пересувні платформи працівника, розміщені по обох боках зони обробки, що забезпечує безпечний та зручний доступ операторів до поверхонь великогабаритних виробів.
Система вентиляції побудована на базі припливних і витяжних установок із продуктивністю 26 000 м³/год кожна; у конфігурації застосовано по чотири установки на приплив і на витяжку, що забезпечує необхідний повітрообмін у робочому об’ємі камери.
Робоча температура всередині камери під час сушіння може досягати 80 °C. Система освітлення розрахована на споживану потужність до 3 кВт. У конструкції камери передбачено застосування фільтрів різних типів, зокрема фільтрів попереднього очищення, стельових, картонних та скловолоконних, що забезпечують очищення повітря на різних етапах процесу.
Теплогенератори, встановлені поза кабіною (8 одиниць)
Максимальна температура сушіння
—
до 80 °C
Освітлення
Споживана потужність освітлення
до 5 кВт
до 3 кВт
Акустичні показники
Рівень шуму всередині камер
до 65 дБ
до 65 дБ
Рівень шуму за межами камер
до 70 дБ
до 70 дБ
Електроживлення
Основне електроживлення
380 В / 50 Гц
380 В / 50 Гц
Напруга ланцюгів освітлення
220 В
220 В
Сумарна встановлена потужність
до 33 кВт
до 80 кВт
Конструктивні та функціональні особливості комплексу
Компонування технологічного обладнання.
Комплекс сформований із камери абразивоструменевого очищення, фарбувально-сушильної камери, вентиляційних установок та допоміжного обладнання, змонтованих у межах єдиного виробничого контуру відповідно до проєктної компоновки.
Габарити робочих зон камер.
Внутрішні розміри камер KASO-20 та IKFS-20 дозволяють виконувати обробку металоконструкцій значної довжини, висоти та перерізу в межах габаритів, зазначених у технічній документації.
Система збору та регенерації абразиву.
Камера абразивоструменевого очищення оснащена механізованою системою збору та транспортування відпрацьованого абразиву, до складу якої входять шкребкова підлога, ковшовий транспортер, сепаратор та бункер-накопичувач.
Організація вентиляції та повітрообміну.
У складі комплексу застосовано фільтрувально-вентиляційні установки та припливно-витяжні системи, параметри продуктивності яких відповідають значенням, зазначеним у технічній документації обладнання.
Розміщення теплогенеруючого обладнання.
Фарбувально-сушильна камера виконана з винесенням теплогенеруючих та вентиляційних модулів за межі кабіни відповідно до прийнятих конструктивних рішень.
Засоби доступу та обслуговування.
Конструкція камер передбачає наявність сервісних дверей, воріт, освітлення та елементів, необхідних для виконання технологічних операцій і регламентного обслуговування обладнання.
Обладнання для виконання робіт на висоті.
У складі комплексу застосовані підйомно-пересувні платформи працівника, призначені для виконання абразивоструменевих, підготовчих і фарбувальних операцій у межах робочих зон камер.
Системи керування.
Керування роботою основних вузлів камер та інженерних систем здійснюється з використанням пультів керування, передбачених конструкцією обладнання.
У результаті виконання проєкту замовник отримав комплект технологічного обладнання для виконання операцій абразивоструменевого очищення, фарбування та сушіння великогабаритних металоконструкцій у межах власної виробничої інфраструктури.
Поставлене обладнання сформоване як єдиний технологічний комплекс, що включає камеру абразивоструменевого очищення, фарбувально-сушильну камеру, вентиляційні та допоміжні системи, а також засоби забезпечення робіт на висоті. Склад, параметри та комплектація обладнання відповідають проєктній і експлуатаційній документації.
Висновок
Реалізований проєкт підтвердив системний підхід компанії TWEKO до створення комплексних інженерних рішень для промислових підприємств — від проєктування та виробництва обладнання до його монтажу й інтеграції у виробничу інфраструктуру замовника.
Застосовані технічні рішення дозволили адаптувати комплекс до реальних умов виробничого майданчика з урахуванням вимог промислової безпеки, охорони праці та перспектив подальшого розвитку дільниці. Узгоджена робота технологічних і інженерних систем забезпечує стабільність процесів та передбачувану експлуатацію обладнання.
Якщо ваше підприємство потребує індивідуального рішення для підготовки поверхні, фарбування та сушіння великогабаритних виробів, команда TWEKO готова запропонувати оптимальну конфігурацію обладнання з урахуванням специфіки виробництва та умов експлуатації.
Технологічне обладнання для підготовки поверхонь до фарбування для АТП
Архивы Дробоструминна камера - «Техсервіс ВЕКО»
На початку 2023 року до спеціалістів TWEKO звернулося автотранспортне підприємство із запитом на розробку технологічного рішення для підготовки поверхонь у процесі виробництва автотранспортних засобів. Після аналізу завдання ми запропонували оптимальне рішення, яке включало встановлення поста попередньої підготовки та камери абразивоструменевого очищення, що було затверджено замовником.
Склад проєкту
У рамках співпраці ми розробили концептуальні рішення для підготовки поверхонь автотранспортних засобів, враховуючи потреби виробництва АТП. Після підготовчих робіт на майданчику клієнта було встановлено:
Пост попередньої підготовки серії APP-H-40 (розміри 16 000 × 5 921 × 5 000 мм) – 1 комплект;
Камера абразивоструменевого очищення моделі КАЅО-10 – 1 комплект;
Система повітропроводів, адаптована до умов виробничого цеху.
Монтаж виконувала професійна бригада, оснащена сертифікованим обладнанням і інструментами, з повним дотриманням норм охорони праці. Окрім основного обладнання, ми також спроєктували та змонтували систему повітропроводів, адаптовану до умов виробничого цеху. Конструкторський відділ TWEKO розробив лінії повітропроводів із збереженням усіх необхідних перерізів та пропускної здатності, а монтаж було виконано чітко за документацією та чинними стандартами вентиляційних систем.
Результат співпраці
Проєкт завершено в обумовлені терміни з повним виконанням договірних зобов’язань. Обладнання введено в експлуатацію та працює безвідмовно, відповідаючи заявленим характеристикам. Клієнт, автотранспортне підприємство, високо оцінив якість поста підготовки та камери очищення, відзначивши професіоналізм команди TWEKO і рекомендувавши нас як надійного партнера для технологічних рішень у виробництві автотранспорту.
Технологічні рішення для підготовки поверхонь від TWEKO
Для автотранспортного підприємства TWEKO реалізувала комплексне рішення, яке забезпечує високоякісну підготовку поверхонь до фарбування. Наші технології підвищують ефективність виробництва, скорочують час підготовки та забезпечують стабільну якість покриттів.
Абразивоструйна камера KASO. Призначена для очищення поверхонь від іржі, окалини, фарби та забруднень за допомогою абразивних матеріалів (сталева дроба, електрокорунд, скляні або керамічні кульки). Оснащена автоматичною системою регенерації абразиву та вентиляцією з пиловловлювачем для безпечної та ефективної роботи. Дізнайтесь більше.
Пости попередньої підготовки серії APP. Пост APP-H-40 із серії APP Standart забезпечує високоякісну підготовку поверхонь завдяки потужній вентиляції та фільтрації. Також доступні: APP SPodium для очисних робіт, APP Flatfloor для компактного розміщення, бюджетні APP Light-P, APP Light-S та APP Light Flatfloor для гнучкої інтеграції.
Шукаєте рішення для підготовки поверхонь у виробництві автотранспорту? TWEKO пропонує абразивоструйні камери KASO та пости APP для вашого виробництва!
Відгук про співпрацю з ТзОВ НВП “Техноваги”
Архивы Дробоструминна камера - «Техсервіс ВЕКО»
У 2022 році на заводі вагодозуючого обладнання “Техноваги” в рамках плану технічного переоснащення було прийнято рішення про придбання фарбувально-сушильної камери та камери абразивоструменевого очищення для дільниці підготовки поверхні.
Покращити умови праці та підвищити ефективність роботи дільниці підготовки поверхні.
Покращити якість нанесення лакофарбових покриттів на готову продукцію.
Знизити ризики для здоров’я та довкілля.
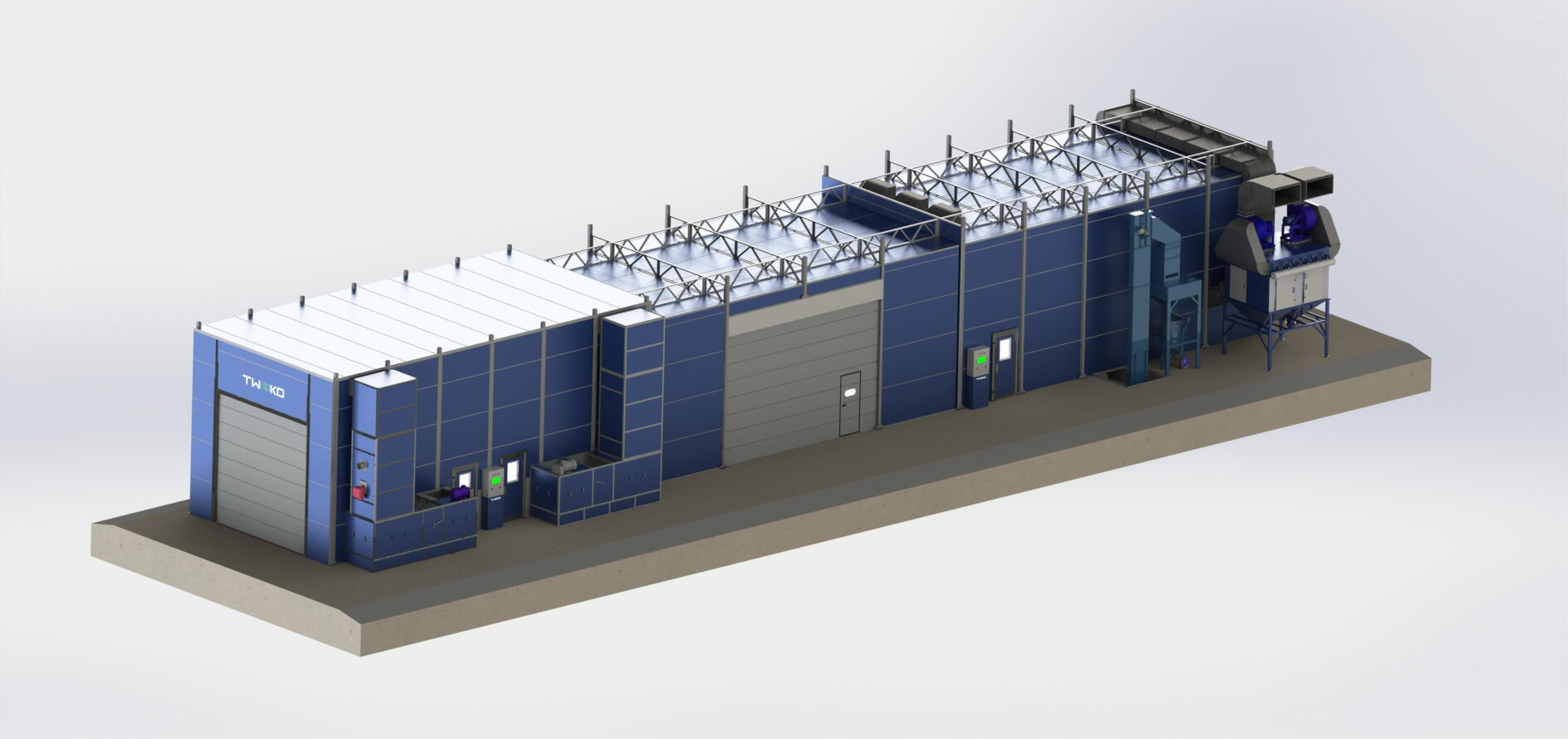
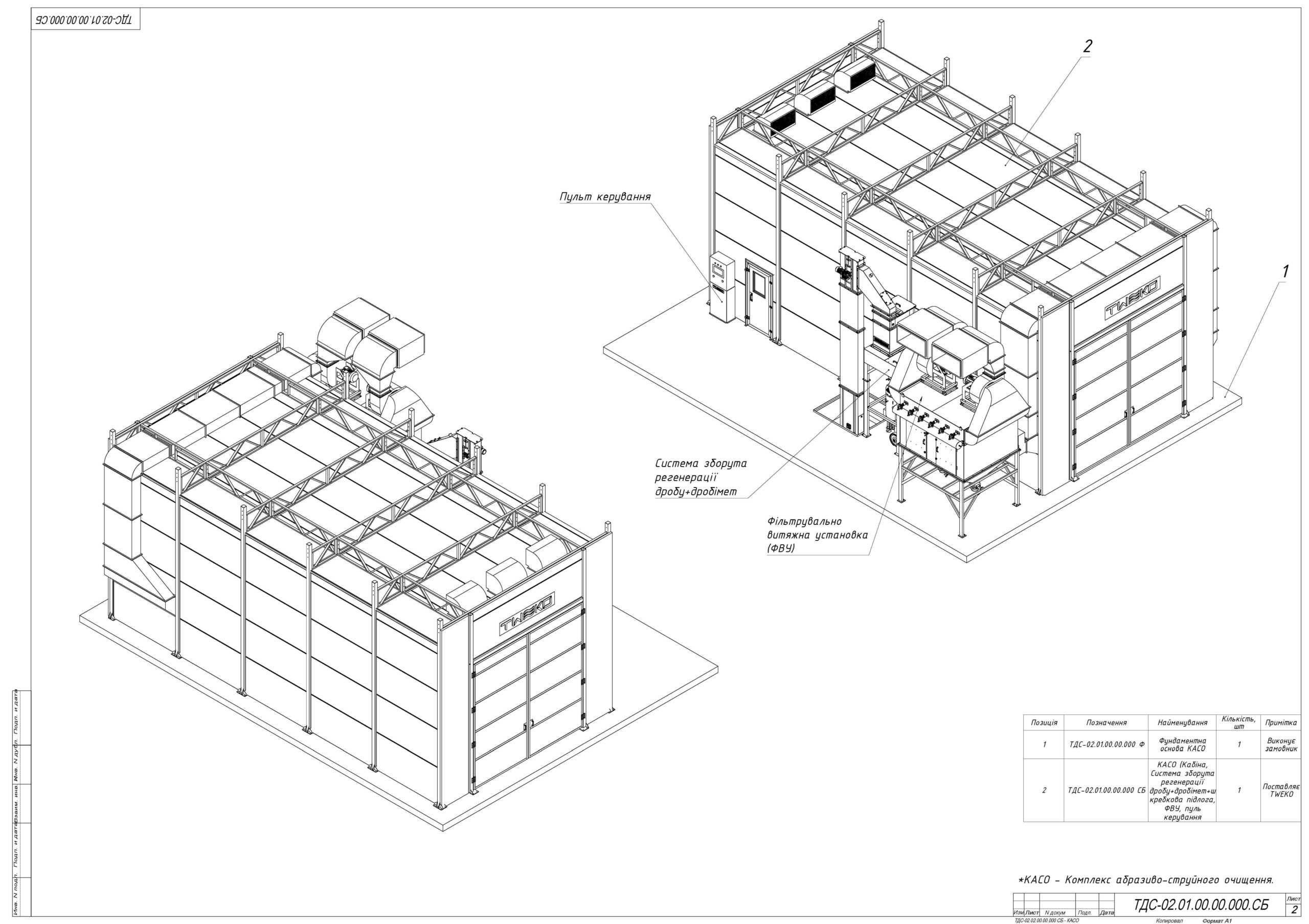
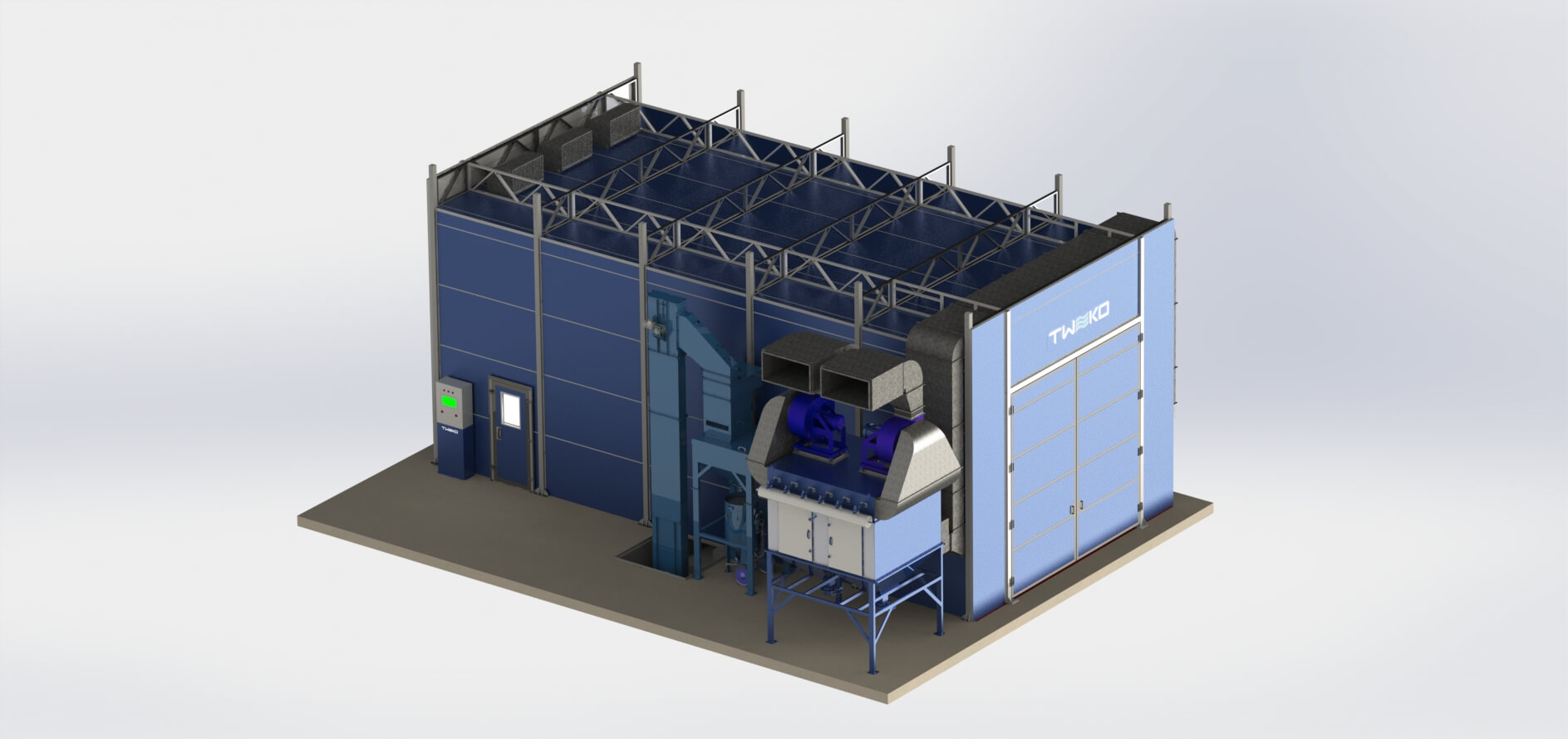
Після ретельного вивчення ринку ТзОВ НВП “Техноваги” обрали компанію “Техсервіс ВЕКО та партнер ГмбХ”, адже компанія має багаторічний досвід у виробництві та впровадженні сучасних малярних комплексів. В рамках співпраці було придбано фарбувально-сушильну камеру моделі КФС.000.00.00.ЕНЕРГІЯ та камеру абразивоструменевого очищення (прохідна), які мають робочу зону розміром 8000x5000x4000 мм.
Результат
З моменту підписання договору, обладнання було виготовлено вчасно та змонтовано з дотриманням всіх технічних вимог. Монтажні роботи пройшли без проблем, а спеціалісти TWEKO продемонстрували високий рівень професіоналізму та відповідальності. Після запуску обладнання в роботу не виникло жодних технічних несправностей, що підтверджує високу якість продукції TWEKO. Регулярне технічне обслуговування проводиться своєчасно, і на даний момент обладнання експлуатується вже два роки без жодних нарікань. Воно значно підвищило ефективність роботи дільниці підготовки поверхні, покращило якість нанесення лакофарбових покриттів та умови праці співробітників ТзОВ НВП “Техноваги”.
Ми можемо рекомендувати компанію ТОВ «Техсервіс ВЕКО та партнер ГмбХ» як виробника якісного обладнання та надійного партнера.Юрій Мікула, Головний інженер
ТзОВ НВП «Техноваги»
Плануєте купити фарбувальну та дробеструминну камеру? Щоб дізнатися ціну, зв’яжіться з нами сьогодні!
Інженерне рішення TWEKO для абразивоструменевого очищення та фарбування спецтехніки TDC
Архивы Дробоструминна камера - «Техсервіс ВЕКО»
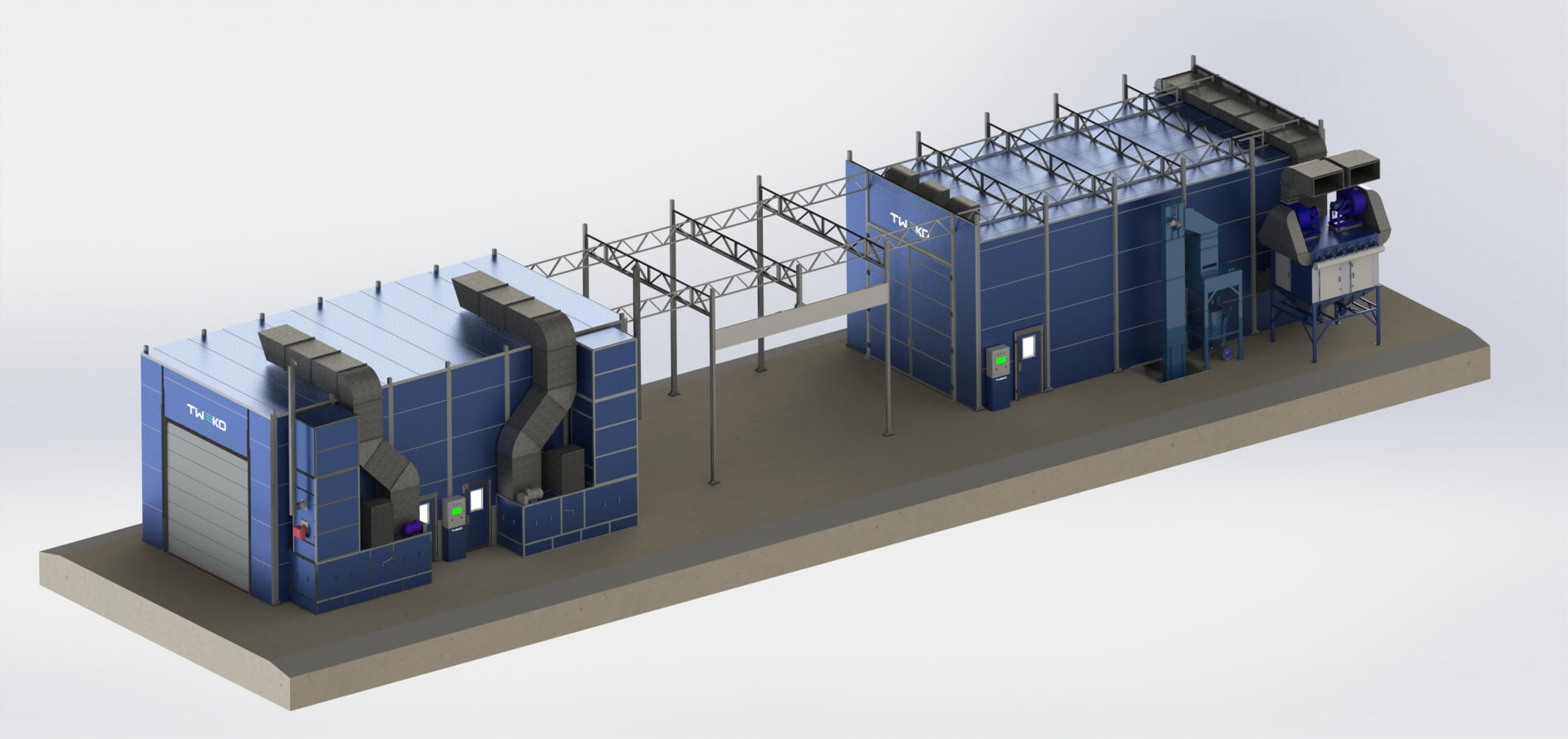
Компанія TWEKO виконала повний комплекс робіт з проєктування, виготовлення та інтеграції технологічної дільниці підготовки поверхні та фарбувально-сушильної обробки виробів спеціальної техніки для сервісного підприємства групи TDC.
Про клієнта
ТОВ «ТДС Укрспецтехніка» входить до групи компаній TDC та працює з 2010 року. Підприємство спеціалізується на сервісному обслуговуванні, ремонті й постачанні запасних частин для спеціальної техніки, що використовується в сільському господарстві, комунальному секторі, будівництві, дорожніх роботах, кар’єрній та навантажувально-розвантажувальній галузях.
Компанія виконує професійний ремонт силових агрегатів, трансмісій і гідравлічних систем провідних світових виробників, зокрема двигунів WEICHAI, CUMMINS, PERKINS, DEUTZ, CAT, JCB, трансмісій ZF, CARRARO, DANA-SPICER та гідравлічного обладнання DANFOSS, BOSCH REXROTH, KAWASAKI та інших брендів.
Розгалужена мережа філій у Дніпрі, Львові, Одесі, Харкові та Хмельницькому забезпечує оперативне виконання сервісних і виробничих завдань по всій території України.
Завдання та вибір підрядника
У межах розвитку сервісної інфраструктури компанії виникла потреба системно організувати дільницю підготовки поверхні та фарбування виробів із урахуванням реальних ремонтних процесів, логістики переміщення та інтеграції обладнання в існуючі виробничі приміщення.
Для вирішення цього завдання було обрано TWEKO як інженерного підрядника, здатного забезпечити комплексне опрацювання рішення — від концептуального й компонувального проєктування до підготовки повного комплекту конструкторської та технічної документації.
Рішення
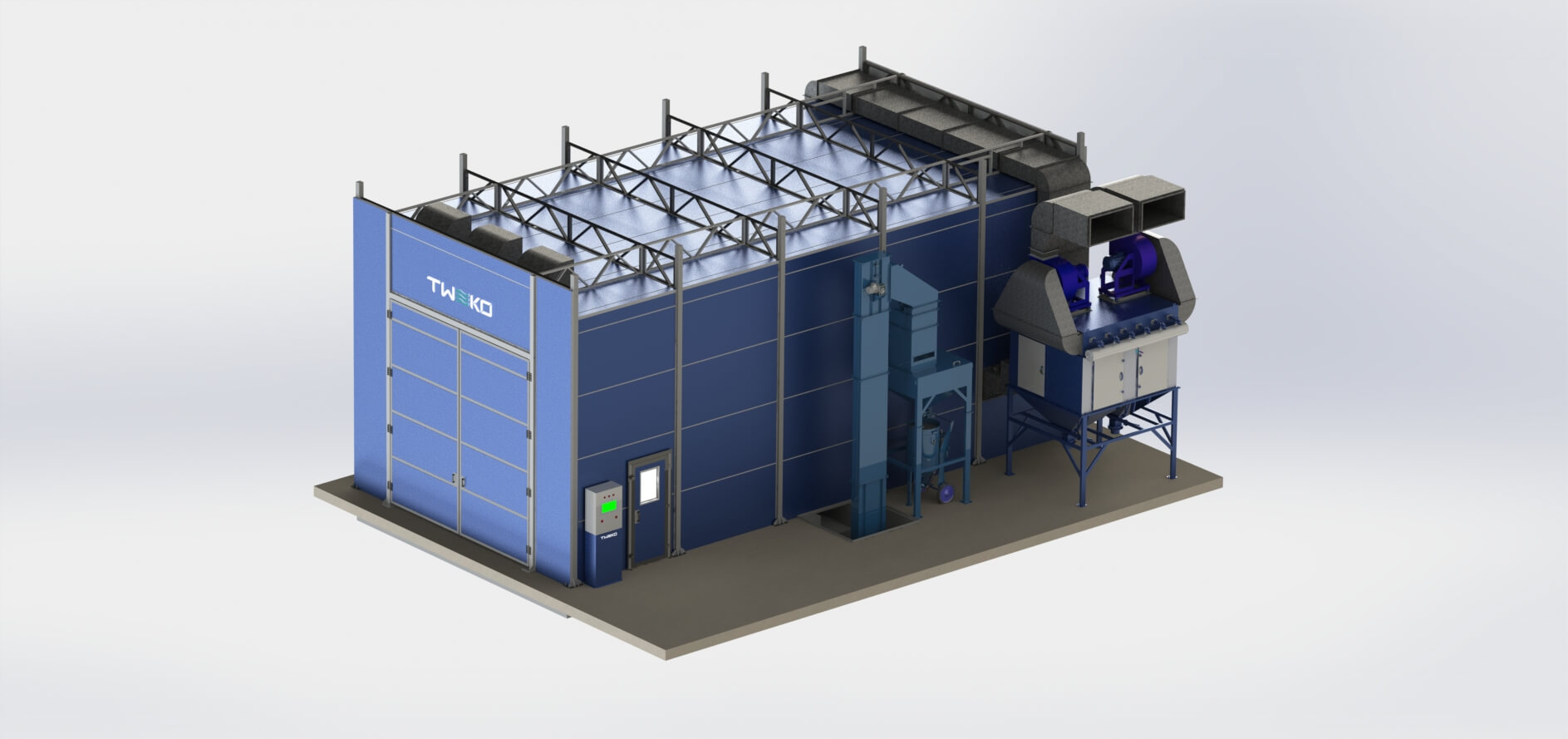
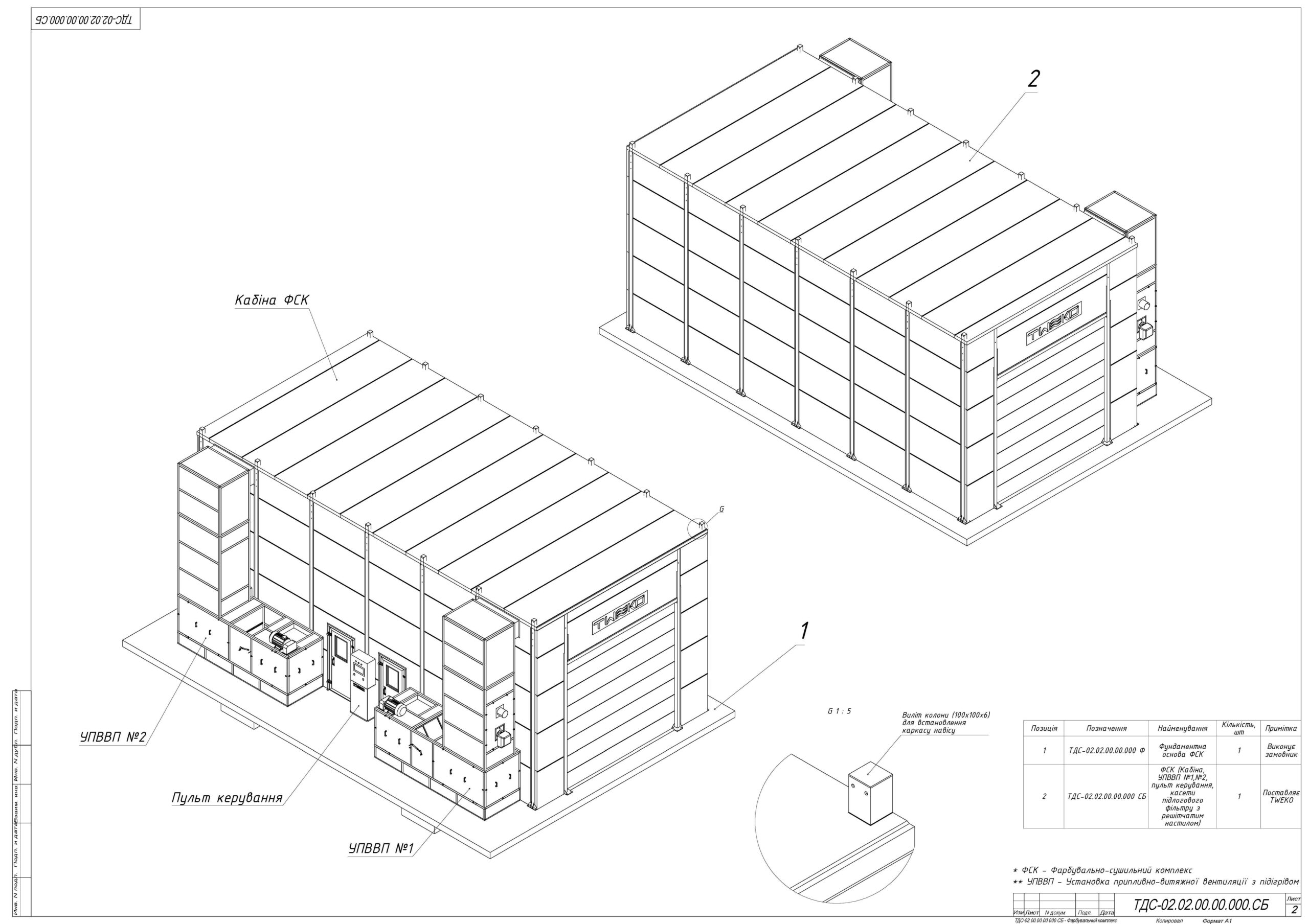
Фахівцями TWEKO було розроблено комплексне інженерне рішення для організації технологічної дільниці підготовки поверхні та фарбування виробів у межах одного виробничого комплексу.
Конфігурація обладнання, компоновка приміщень і взаємодія інженерних систем сформовані відповідно до узгодженої технологічної концепції та логістики переміщення виробів.
Камера абразивоструменевого очищення
Першим етапом технологічного маршруту передбачено камеру абразивоструменевого очищення серії КАСО, модель KASO-12, призначену для підготовки поверхні виробів перед подальшими ремонтними та фарбувальними операціями.
Камера використовується для видалення корозії, залишків старих покриттів та експлуатаційних забруднень з металоконструкцій, рам і компонентів різних типорозмірів.
Камера оснащена:
Механізованою системою збору та регенерації абразиву із замкненим циклом, до складу якої входять шкребкова підлога, ковшовий елеватор, вібраційний сепаратор та бункер-накопичувач для повторного використання абразиву.
Фільтровентиляційною установкою з картриджними фільтрувальними елементами та імпульсною регенерацією для очищення запиленого повітря робочої зони.
Системою організованого відведення запиленого повітря з робочої зони відповідно до вимог промислової вентиляції.
В’їзними воротами для завантаження виробів і сервісними дверима для персоналу з елементами міжблокування.
Внутрішньою зносостійкою захисною обшивкою стін і конструктивних елементів, розрахованою на інтенсивну абразивоструменеву експлуатацію.
Системою промислового освітлення, адаптованою до роботи в умовах підвищеної запиленості.
Автоматизованим пультом керування з контролем роботи вентиляційної установки та системи регенерації абразиву.
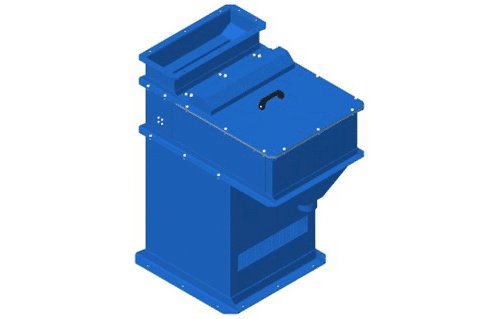
Між камерою абразивоструменевого очищення та фарбувально-сушильним комплексом передбачено вентиляційну камеру-тамбур, яка забезпечує технологічне та повітряне розділення етапів обробки.
Камера-тамбур виконує роль перехідної зони між процесами підготовки поверхні та фарбування, обмежуючи перенесення пилу, залишків абразиву й продуктів очищення до наступних технологічних ділянок.
Функції вентиляційної камери-тамбура:
Зменшення міграції запиленого повітря між камерами та локалізація «брудної» зони в межах абразивоструменевого очищення.
Вирівнювання та стабілізація повітряних потоків перед подачею виробів у фарбувально-сушильний комплекс.
Формування контрольованої перехідної зони для переміщення виробів без порушення режимів роботи суміжних камер.
Підтримання загальної технологічної дисципліни та чистоти повітряного середовища в зоні фарбування.
Завершальним етапом технологічного маршруту є фарбувально-сушильна камера серії IKFS моделі IKFS-Z-12 з поділом на окремі робочі зони, призначена для нанесення лакофарбових покриттів і подальшої термічної обробки виробів.
Компоновка камери забезпечує організацію фарбування та сушіння в контрольованих умовах повітрообміну з можливістю послідовної або паралельної обробки виробів залежно від виробничих задач.
Фарбувально-сушильний комплекс оснащений:
Припливно-витяжною вентиляційною системою з організованим повітрообміном, що забезпечує рівномірний розподіл повітря в робочих зонах під час фарбування та ефективне відведення аерозолів лакофарбових матеріалів.
Системами фільтрації припливного та відпрацьованого повітря, призначеними для зниження концентрації аерозолів і захисту суміжних виробничих приміщень.
Термо-вентиляційними вузлами, інтегрованими в конструкцію камери, які забезпечують нагрів, циркуляцію повітря та підтримання заданих режимів сушіння після завершення фарбування.
Автоматизованою системою керування з пультом оператора, що дозволяє задавати та контролювати режими фарбування, сушіння, продувки й охолодження, а також відслідковувати стан інженерних систем.
Системами технологічних блокувань і контролю, які унеможливлюють роботу камери за недопустимих параметрів температури, тиску або стану вентиляційних і теплових вузлів.
В’їзними, виїзними та міжзонними воротами, що забезпечують прохідну логіку переміщення виробів і герметизацію робочих зон під час виконання технологічних операцій.
Системою промислового освітлення робочих зон, адаптованою до умов фарбування та тривалої експлуатації.
Запропоноване рішення сформовано як єдиний технологічний комплекс із послідовною прохідною логікою обробки, що об’єднує етапи абразивоструменевого очищення, перехідної зони та фарбувально-сушильної обробки в межах узгодженої компоновки обладнання.
Комплекс розроблений з урахуванням габаритів приміщень, логістики переміщення виробів і вимог до інженерних комунікацій, що забезпечує можливість подальшої реалізації проєкту на майданчику замовника без коригування базових технічних рішень.
Технічні характеристики комплексу
*Склад і параметри обладнання відповідно до технічної та експлуатаційної документації
Технологічний комплекс побудований за прохідною схемою та забезпечує послідовне виконання операцій підготовки поверхні, нанесення лакофарбових покриттів і сушіння виробів у межах єдиного виробничого маршруту.
Обробка розділена на окремі етапи з чіткою ізоляцією технологічних зон, що дозволяє мінімізувати взаємний вплив процесів і забезпечити відтворювані умови на кожній стадії.
На першому етапі вироби подаються в камеру абразивоструменевого очищення, де виконується механічне видалення корозії, старих покриттів і забруднень. Відпрацьований абразив збирається, регенерується та повертається в робочий процес, а запилене повітря проходить очищення у фільтровентиляційній системі.
Після очищення вироби переміщуються через вентиляційну камеру-тамбур, яка формує перехідну зону між етапами підготовки поверхні та фарбування, обмежуючи перенесення пилу та стабілізуючи повітряні потоки.
На завершальному етапі у фарбувально-сушильному комплексі виконується нанесення покриттів у контрольованих умовах повітрообміну з подальшим сушінням виробів у заданих температурних режимах. Після завершення сушіння система переходить у режими продувки та охолодження.
Керування всіма етапами здійснюється через узгоджену систему автоматики, що забезпечує синхронну роботу обладнання та дотримання заданої технологічної послідовності.
Результат для замовника
У результаті реалізації проєкту компанія TDC отримала узгоджене інженерне рішення для організації технологічної дільниці підготовки поверхні та фарбувально-сушильної обробки виробів у межах сервісного виробництва.
Розроблена конфігурація комплексу враховує реальні умови експлуатації, різнотипність об’єктів обробки та вимоги до послідовної організації технологічних процесів.
Сформований чіткий технологічний маршрут із логічною послідовністю операцій та розділенням функціональних зон.
Знижені ризики негативного взаємовпливу процесів підготовки поверхні та фарбування за рахунок правильного зонування дільниці.
Створені контрольовані умови для нанесення покриттів і сушіння виробів, необхідні для стабільної якості результату.
Підготовлений повний комплект конструкторської та технічної документації для подальшого виготовлення, монтажу та експлуатації обладнання.
Закладена інженерна основа для подальшого розвитку та масштабування дільниці відповідно до виробничих потреб підприємства.
Отримане рішення дозволяє замовнику системно підійти до організації процесів відновлення та фарбування виробів, зменшуючи технологічні ризики на етапі реалізації та експлуатації дільниці.
Висновок
Проєкт для компанії TDC підтвердив можливості TWEKO у розробці комплексних інженерних рішень для сервісного та ремонтного виробництва — від аналізу вихідних умов і формування концепції до підготовки повного комплекту проєктної та технічної документації.
Запропоноване рішення поєднує раціональну компоновку обладнання, узгоджену логіку технологічних процесів і вимоги до інженерних систем, створюючи надійну основу для подальшої реалізації дільниці та її розвитку відповідно до виробничих задач замовника.
Системний підхід до проєктування дозволяє мінімізувати ризики на етапах виготовлення, монтажу та експлуатації обладнання, а також забезпечує прогнозованість результату ще до початку реалізації проєкту.
Потрібне індивідуальне інженерне рішення для підготовки поверхні та фарбування?
Команда TWEKO розробляє технологічні рішення з абразивоструменевого очищення та фарбувально-сушильної обробки з урахуванням реальних умов експлуатації, логістики виробництва та вимог до інтеграції обладнання у наявні приміщення.
ТОВ «Полтавська бурова компанія» — найбільша приватна бурова компанія України — звернулася до TWEKO із завданням модернізувати малярну ділянку, щоб підвищити ефективність і безпеку обробки сталевих зварних конструкцій бурового обладнання. Її виробнича база в Полтаві потребувала інноваційних рішень для нанесення захисних покриттів і очищення поверхонь, що відповідають міжнародним стандартам та екологічним нормам, особливо в агресивних умовах (солона вода, газові конденсати).
TWEKO запропонувала комплексне рішення: камеру абразивоструменевого очищення серії KASO та фарбувально-сушильну камеру (КФС) серії IKFS Diagonal. Незважаючи на логістичні труднощі під час воєнного стану 2022–2023 років, проєкт було реалізовано з успіхом: час обробки скоротився, якість покриттів зросла, а умови праці для операторів стали безпечними.
Про клієнта
ТОВ «Полтавська бурова компанія» — визнаний лідер бурової галузі України з багаторічним досвідом, що входить до провідних операторів нафтогазового сектору Східної Європи. Компанія спеціалізується на бурінні, ремонті свердловин і геологічному консультуванні, застосовуючи передові технології, як-от телеметрію LWD і роторно-керовані системи для складних умов. Її продукція та послуги експортуються до Європи й Азії, а виробнича база в Полтаві оснащена сучасними потужностями й інженерними командами. Для підвищення якості та довговічності сталевих конструкцій, схильних до корозії та нафтових відкладень, компанія потребувала обладнання для підготовки поверхонь до SA 2.5 (ISO 8501-1) і нанесення захисних покриттів товщиною 75–125 мкм.
Завдання проєкту
ТОВ «Полтавська бурова компанія» поставила перед TWEKO завдання модернізувати малярну ділянку для обробки великогабаритних сталевих конструкцій бурового обладнання (до 13000×3000×3000 мм, вагою до 20 000 кг). Метою було створення тупикової технологічної лінії, що об’єднує очищення поверхонь до SA 2.5 (ISO 8501-1), нанесення захисних покриттів товщиною 75–125 мкм і сушіння при температурі до 60°C. Відповідно до технічного завдання, комплекс мав забезпечити автоматизовану регенерацію абразиву, ефективну фільтрацію повітря, енергоефективність (до 50 кВт для очищення, 30 кВт + дизельний пальник 310 кВт для КФС), а також безпеку й екологічність виробництва. Тупикове компонування з рейковим транспортом оптимізувало переміщення деталей у межах ангару 40×10×6 м, мінімізуючи простої та забезпечуючи ефективний робочий цикл.
Рішення
TWEKO реалізувала комплексне рішення: камеру абразивоструменевого очищенняKASO-15 та фарбувально-сушильну камеруIKFS-D (модель КФС000.00.00-ЕНЕРГІЯ «Д») з робочою зоною 15000×5500×5000 мм. Обидві системи інтегровані у спільний виробничий цикл через рейкові візкиРТК-20-6 (2 шт., вантажопідйомність 20 т, швидкість 0,5–1,5 м/хв), які забезпечують послідовне переміщення деталей між камерами. Система регенерації абразиву (KASO), діагональна вентиляція (до 30 000 м³/год у IKFS-D), дизельний пальник (310 кВт) і багаторівнева фільтрація створюють замкнений енергоефективний цикл, який відповідає міжнародним і екологічним стандартам. Виробництво обладнання виконано на заводі TWEKO в Києві, доставка здійснювалася поетапно на умовах DDP (Incoterms 2010). Монтаж розпочався наприкінці січня 2023 року після підготовки фундаментів і комунікацій замовником і завершився у червні 2023 року пуско-налагодженням і навчанням персоналу (2 оператори на зміну, робота в ЗІЗ, 8-годинний цикл).
Автоматизоване сушіння при температурі до 60°C із дизельним пальником італійського виробництва 310 кВт (споживання 8,6–26 кг/год) і діагональним потоком повітря до 30000 м³/год.
Система сухої фільтрації відпрацьованого повітря, газосигналізатор і автоматична система пожежогасіння з проходженням експертизи.
Робоча температура +15…25°C, максимальна споживана потужність до 30 кВт.
Безпечна робота двох операторів у спільному ангарі (15000×5500×5000 мм), з 3-стулковими воротами 3600×4000 мм.
Технічні характеристики
*Параметри камер для ТОВ «Полтавська бурова компанія»
Параметр
КАСО
КФС IKFS-D
Габарити
Внутрішні габарити
15000 × 5500 × 5000 мм
15000 × 5500 × 5000 мм
Сервісний доступ
Герметичні ворота
2 комплекти, 3600 × 4000 мм
2 комплекти, 3600 × 4000 мм
Сервісні двері
Для персоналу
Для персоналу
Обробка
Тип
Очищення до SA 2.5
Фарбування 75–125 мкм
Абразив/ЛФМ
Сталевий дріб G25–G40
Епоксидні, поліуретанові
Системи
Регенерація
Шкребкова підлога, сепаратор
Вентиляція 30000 m³/год
Опалення
Відсутнє
Пальник 310 кВт, 60°C
Вентиляція
10000 m³/год
30000 m³/год
Максимальна споживана потужність
До 50 кВт
До 30 кВт
Безпека
Системи
Кнопки «СТОП»
Газосигналізатор, пожежогасіння
Комплекс скоротив час обробки деталей, підвищив якість покриттів і створив безпечні умови праці, оптимізувавши витрати на енергоресурси навіть у складних умовах воєнного часу.
Ключові компоненти камер абразивоструменевого очищення (КАСО) та фарбувально-сушильної (КФС IKFS-D)
*Основні елементи камер для ТОВ «Полтавська бурова компанія»
Компонент
КАСО (Абразивоструменева)
КФС (Фарбувально-сушильна IKFS-D)
Кабіна
Металева конструкція з герметичними торцевими воротами (2 комплекти, 3-стулкові, 3600×4000 мм), сервісними дверима, системою освітлення та гумовим покриттям, стійким до абразиву.
Металева конструкція з герметичними торцевими воротами (2 комплекти, 3-стулкові, 3600×4000 мм), сервісними дверима, системою освітлення та хімстійким захисним покриттям.
Система регенерації
Збирання, очищення та повторне використання сталевого колотого дробу (G25–G40) із шкребковою підлогою, транспортером, сепаратором і бункером-накопичувачем.
Автоматизована система регенерації повітря з вентиляторами для діагонального потоку (до 30000 m³/год), фільтрами та рекуператором.
Установка припливно-витяжної вентиляції та сухої фільтрації відпрацьованого повітря з продуктивністю до 30000 m³/год.
Транспортна система
Інтеграція з рейковим візком (модель РТК-20-6) із вантажопід’ємністю 20 т і канатним приводом, оснащеним кнопками «СТОП», 2 шт., а також 4 візки для малярів (підвісні платформи для операторів у КФС під час фарбування).
Система опалення/сушіння
Відсутня (тільки очищення).
Дизельний пальник (потужність до 310 кВт, споживання 8,6–26 кг/год) для сушіння при температурі до 60°C.
Система керування
Пульт керування з індикаторами стану та кнопками аварійної зупинки.
Пульт керування з регулюванням фарбування й сушіння, газосигналізатором і кнопками аварійної зупинки.
Реалізація проєкту
Проєктування: Проєктування камер почалося з аналізу технічного завдання, враховуючи габарити (15000×5500×5000 мм), продуктивність і безпеку, з комерційною пропозицією (тупиковий тип). Документація (фундаменти, електрика, стиснене повітря, газ) адаптована до ангару 40000×10000×6000 мм і передана замовнику в січні 2023 року.
Виготовлення: Виробництво камер завершено на заводі TWEKO в Києві, із міцними матеріалами (корозійностійка сталь, пневмоциліндри) для нафтогазових умов. Воєнний стан 2022 року ускладнив логістику, але терміни збережено, рік виготовлення 2023.
Постачання: Обладнання доставлялося поетапно (січень–березень 2023) на умовах DDP (Incoterms 2010) до Полтави в розібраному вигляді для зручності транспортування, включаючи 2 рейкові візки та 4 візки для маляра.
Монтаж: Роботи почалися наприкфнці січня 2023 року після підготовки ангару (фундамент, рейки, комунікації) замовником. Під наглядом TWEKO монтаж тривав до кінця червня 2023 року, завершившись пуско-налагодженням і тестуванням герметичності, з навчання персоналу.
Інструктаж: Персонал пройшов навчання з експлуатації та безпеки, із акцентом на ЗІЗ (костюм, рукавиці, шолом) і перевірці герметичності перед роботою, відповідно до інструкцій.
Принцип роботи
Комплекс працює за замкненим циклом, охоплюючи очищення та фарбування металевих поверхонь відповідно до технічного завдання. Камера KASO використовує абразивоструменевий апарат із сталевим дробом для видалення забруднень до SA 2.5, а IKFS-D наносить 1–2 шари ЛФМ методом безповітряного розпилення. Вироби (до 20000 кг) переміщуються рейковим візком (0,5–1,5 м/хв), дозволяючи 2 операторам обробляти складні ділянки. Кнопки «СТОП» забезпечують безпеку. У IKFS-D покриття сушиться при 60°C з діагональним потоком 30000 m³/год, тоді як KASO регенерує абразив. Обидві системи фільтрують повітря (10000 m³/год для KASO, 30000 m³/год для IKFS-D), підтримуючи температуру +15–25°C і чистоту, з однією 8-годинною зміною.
Обслуговування, техніка безпеки та гарантійні зобов’язання
Для забезпечення довготривалого, безпечного й стабільного функціонування камер ТОВ «Техсервіс ВЕКО і партнер ГмбХ» розробило структуровані процедури:
Технічне обслуговування: Щоденний огляд, перевірка регенерації абразиву (КАСО) і вентиляції (КФС), щотижневий контроль тиску повітря (6 бар), щомісячна оцінка фільтрів, щоквартальна діагностика транспортерів/пальника, піврічний огляд електрики.
Безпека: Заборона відкривати двері/ворота під час роботи, електричні підключення лише за відключеним живленням, обов’язкове використання ЗІЗ (костюм, рукавиці, шолом). Кнопки «СТОП», блокування і заборона легкозаймистих матеріалів унеможливлюють ризики. Несправності зупиняють обладнання, із повідомленням керівника.
Гарантія: 12 місяців із введення в експлуатацію (монтаж виробником) або 15 місяців від передачі за накладною, за умови дотримання правил. Ремонт — від TWEKO, доставка деталей — за замовником.
Результати
Ефективність: KASO підвищує продуктивність очищення до 15 m²/год, а IKFS-D — нанесення покриттів із сушінням при 60°C, обидва з рейковим транспортом для великих виробів, скорочуючи цикл.
Якість обробки: KASO досягає SA 2.5, IKFS-D забезпечує покриття 75–125 мкм, захищаючи від корозії.
Екологічність: Фільтрація (10000 m³/год для KASO, 30000 m³/год для IKFS-D) і регенерація знижують відходи, відповідаючи нормам.
Надійність: Конструкція розрахована на тривалий термін із гарантією 12/15 місяців.
Безпека: Кнопки «СТОП», газосигналізатор і ЗІЗ захищають 2 операторів.
Висновок
Комплексна виробнича лінія від TWEKO — камера абразивоструменевого очищення, фарбувально-сушильна камера та транспортні візки на рейковому ходу з тяговою лебідкою — стала оптимальним рішенням для ТОВ «Полтавська бурова компанія». Вона забезпечила високу продуктивність очищення та сушіння, надійний захист покриттів, безпеку операторів і екологічність завдяки системам регенерації та фільтрації. Навіть у складних умовах воєнного часу проєкт скоротив час обробки, знизив витрати на енергоресурси та підвищив довговічність бурових конструкцій. Це підтвердило експертизу TWEKO у реалізації комплексних рішень згідно з технічним завданням і Договором — від проєктування до пуско-налагодження.
Шукаєте рішення для ефективної підготовки та захисту сталевих конструкцій?
Комплекси аброзивоструменевого очищення та фарбувально сушільні камери від TWEKO — це перевірена якість, енергоефективність і адаптація під ваші виробничі потреби.
Комплекс очищення та фарбування для вантажних вагонів — ПрАТ «Дніпровагонмаш»
Архивы Дробоструминна камера - «Техсервіс ВЕКО»
ПрАТ «Дніпровагонмаш», один із лідерів у виробництві вантажних вагонів у Східній Європі, звернулося до ТОВ «Техсервіс ВЕКО і партнер ГмбХ» (TWEKO) з проханням розробити комплексне обладнання для обробки металевих поверхонь. Мета проєкту полягала в забезпеченні ефективної підготовки поверхонь (очищення від іржі, окалини та забруднень), якісного нанесення лакофарбових покриттів, автоматизації процесів, а також дотримання високих стандартів безпеки та екологічності. У рамках проєкту було розроблено, виготовлено, поставлено та введено в експлуатацію комплекс, що включає дробеструйну камеру серії KASO та фарбувально-сушильну камеру серії IKFS, адаптовані до потреб замовника. Ця інтегрована система скоротила час обробки залізничних вагонів, покращила якість підготовки та покриття поверхонь і забезпечила безпечні умови праці, незважаючи на виклики, спричинені форс-мажорними обставинами 2022 року.
Про клієнта
ПрАТ «Дніпровагонмаш» — провідне українське підприємство з понад 90-річною історією, яке входить до числа найбільших виробників вантажного рухомого складу у Східній Європі. Завод спеціалізується на виробництві та ремонті вантажних вагонів різних типів, у тому числі піввагонів, платформ, зерновозів, цистерн та іншого рухомого складу. Продукція компанії використовується як на внутрішньому ринку, так і експортується до країн Європи та Азії.
«Дніпровагонмаш» має сучасну виробничу базу, власні конструкторські підрозділи та впроваджує передові технології у сфері машинобудування. Підприємство відоме високими стандартами якості та надійності, співпрацює з провідними залізничними операторами й логістичними компаніями. Для забезпечення стабільного рівня виробництва та дотримання міжнародних стандартів безпеки і екологічності замовнику було необхідне сучасне технологічне обладнання для підготовки металевих поверхонь перед нанесенням захисних покриттів і подальшого фарбування.
Завдання проєкту
Розробити, виготовити та поставити комплексне обладнання для очищення та фарбування, яке б відповідало таким вимогам:
Забезпечення високоефективної обробки великогабаритних металевих виробів для видалення іржі, окалини, старих покриттів та інших забруднень.
Автоматизація процесів збору, транспортування та регенерації абразивного матеріалу для дробоструменевої камери та автоматизація фарбування й сушіння з регульованими температурами й часом витримки для фарбувально-сушильної камери.
Фільтрація запиленого повітря і фарбувального туману для створення безпечних умов праці в робочій зоні.
Відповідність технічним стандартам, зокрема кліматичному виконанню УХЛ 4 (ГОСТ 15150-69) та класу зони В-ІІа за ПУЕ (редакція 7).
Забезпечення безпеки операторів та довговічності обладнання.
Рішення
TWEKO спроєктувало, виготовило та поставило для ПрАТ «Дніпровагонмаш» інтегрований комплекс, що включає дробеструйну камеру серії KASO (серійний номер 176/2022) та фарбувально-сушильну камеру серії IKFS (серійний номер 175/2022). Обидві системи були адаптовані до потреб замовника з урахуванням індивідуальних габаритів та компонентів для обробки великогабаритних металевих поверхонь у промислових умовах.
Дробеструйна камера KASO забезпечує автоматизовану регенерацію абразивного матеріалу, ефективну систему фільтрації повітря та безпечну експлуатацію. Конструкція відповідає вимогам кліматичного виконання УХЛ 4 (ГОСТ 15150-69) і класу зони В-ІІа за ПУЕ (ред. 7).
Фарбувально-сушильна камера IKFS включає автоматизовану систему вентиляції з рециркуляцією повітря, «суху» фільтрацію та теплообмінник для сушіння, також відповідаючи зазначеним стандартам.
Цей комплекс забезпечує повний цикл обробки: очищення поверхонь від забруднень і нанесення захисних покриттів із подальшим сушінням.
Ключові компоненти комплексу
Комплекс включає компоненти обох камер, інтегровані для безперервного процесу очищення та фарбування:
*Компоненти камер абразивоструменевого очищення та фарбувально-сушильної ПрАТ «Дніпровагонмаш»
Компонент
Призначення
Дробеструйна камера
Металевий каркас, обшитий сендвіч-панелями товщиною 80 мм із поліуретановим захисним покриттям, стійким до абразивного впливу. Вага ≈19 000 кг, внутрішні розміри 25 000 × 7 000 × 7 000 мм. Конструкція оснащена двома сервісними дверима (840 × 1975 мм) та ролетними воротами (4500 × 5000 мм) для зручного доступу великогабаритних виробів. Камера відповідає кліматичному виконанню УХЛ 4 (ГОСТ 15150-69) та класу зони В-ІІа за ПУЕ (ред. 7). Виготовлення здійснене на базі дробоструменевої камери серії КАСО, яка забезпечує безпечне та ефективне очищення виробів із регенерацією дробу в замкненому циклі.
Складається з кабіни та вентиляційної групи. Кабіна — каркасна конструкція з профільних труб, обшита теплоізоляційними сендвіч-панелями з гальванічним покриттям (цинк 275 мг/м², стійкість до 180°C). Вага ≈35 000 кг, внутрішні розміри 34 220 × 7 000 × 6 050 мм. Оснащена секційними воротами (5500 × 4500 мм). Конструкція відповідає кліматичному виконанню УХЛ 4 (ГОСТ 15150-69) та класу зони В-ІІа за ПУЕ (ред. 7). Виготовлення базується на технологіях фарбувально-сушильної камери серії IKFS, адаптованої для ефективного нанесення лакофарбових покриттів та сушіння.
Забезпечує рівномірне та безпечне освітлення робочої зони. У дробоструменевій камері встановлено 144 LED світильники Т8 (1200 мм, 18 Вт, 6500 К, IP65), що створюють освітленість понад 700 лк; у фарбувально-сушільній камері застосовано 304 LED світильники вибухозахищеного виконання (1200 мм, 18 Вт, 6500 К, IP65) зі стельовими та настінними блоками, що забезпечують не менше 600–800 лк у зоні фарбування. Відповідає вимогам безпеки зони В-ІІа за ПУЕ (ред. 7).
Трьохкоординатний підіймач для працівників та інструменту серія 3PtO забезпечує операторам безпечний доступ до великих габаритних виробів як для дрібоструменевої обробки в камері очищення, так і для нанесення лакофарбових покриттів на висоті в камері фарбування. Вантажопідйомність до 500 кг, оснащена пневматичною системою з напрямними рейками та гальмівною системою.
Система транспортування повітря в КАСО та КФС включає повітроводи різних конфігурацій (ДВМ.02.00.00.101–107 і ДВМ.01.00.00.101–204, товщина листа 0,7–1,0 мм) для забезпечення ефективного повітряного потоку в фільтрувально-вентиляційних установках та вентиляційній групі. Загальна кількість — 204 одиниці (96 для КАСО та 108 для КФС).
Система для збору та транспортування використаного абразиву у камері очищення KASO, складається з п’яти поздовжніх та одного поперечного модуля шкребкової підлоги. Привід забезпечується двома електродвигунами (1,1 кВт, 1500 об/хв).
Ковшовий транспортер КТ-5М забезпечує подачу абразиву в камері очищення до сепаратора. Складається з нижньої, верхньої та середніх секцій із гумовою стрічкою (ширина – 200 мм) і ковшами зі сталі 3 мм. Привід здійснюють два електродвигуни (1,1 кВт, 1440 об/хв).
Сепаратор регенерує абразив у камері KASO, відокремлюючи пил і сміття через перфороване сито (1 × 1 м, сталь із антикорозійним покриттям). Оснащений двома вібраторами (0,18 кВт, 3000 об/хв).
Конічний резервуар із сталі S235 для накопичення очищеного абразиву (сталевий або чавунний дріб, 0,5–1,0 мм), ємністю ≈2 м³. Оснащений герметичною конструкцією для запобігання витоку абразиву.
Фільтровентиляційна установка (ФВУ) очищає запилене повітря з продуктивністю 30 000 м³/год (4 комплекти, вага ≈2000 кг, розміри 3000 × 2000 × 2500 мм, кожен із вентилятором і електродвигуном АИР 160 S4, 15 кВт, 1455 об/хв).
Вентиляційна група фарбувально-сушильної камери включає блок припливу повітря (з приливним вентилятором BRV-18, продуктивність ≈18 000 м³/год), блок теплообмінника (з 198 ТЕНами серії ТОЕ) та блок викиду (з витяжним вентилятором BRV-18).
Система нагріву та сушіння (включаючи теплообмінник)
Забезпечує прогрів камери КФС завдяки 198 трубчастим електронагрівачам (ТЕН) у теплообміннику серії ТОЕ (потужність 200 кВт, виготовлений із нержавіючої сталі AISI 304).
Пульт керування камери абразивоструменевого очищення
Забезпечує централізоване керування всіма системами камери абразивоструменевого очищення: має перемикачі живлення основного обладнання (380 В / 50 Гц) та освітлення камери (220 В / 50 Гц), кнопки «ПУСК» і «СТОП», індикатори роботи фільтрувально-вентиляційних установок, приводів шкребкової підлоги, ковшового транспортера, сигнальні лампи перевантаження двигунів і переповнення бункера. Оснащений лічильником годин напрацювання та давачами тиску в магістралі стисненого повітря (0–10 бар).
Призначений для відстеження загального часу роботи камер. У фарбувальній камері використовується мотогодинник типу DHM-48 із функцією RESET для скидання показів (наприклад, після заміни фільтрів). У абразивоструменевій камері — мотогодинник для моніторингу зносу компонентів, без функції скидання.
Доступний лише для фарбувальної камери. Використовується газоаналізатор типу ДОЗОР-С для контролю концентрації газів (5–50 % НКПР), блокує обладнання при перевищенні порогів для забезпечення безпеки в режимі фарбування.
Доступна лише для фарбувальної камери. Реалізується через двоканальний термоконтролер (ЛУ-1 для фарбування, ЛУ-2 для сушіння) із заданим діапазоном до 90 °C, відображає дійсну та задану температуру для підтримки оптимальних умов сушіння.
Доступна лише для фарбувальної камери. Використовується таймер типу EDR-48 із діапазоном 00:00–99:99 (хв:сек), який запускає зворотний відлік після досягнення заданої температури для контролю процесу сушіння.
Доступна лише для фарбувальної камери. Регулюється потенціометром через частотний перетворювач, підтримує робочий тиск 30–50 Па, оснащена тяго-напоро-міром для моніторингу тиску в камері.
Дробеструменева камера KASO (КАСО) та фарбувально-сушильна камера IKFS (КФС) були спроєктовані відповідно до технічного завдання ПрАТ «Дніпровагонмаш» з урахуванням вимог до габаритів оброблюваних виробів, продуктивності, енергоефективності та безпеки. Конструкції виконано згідно з кліматичним виконанням УХЛ 4 (ГОСТ 15150-69) та вимогами до вибухонебезпечних зон класу В-ІІа за ПУЕ.
Повний комплект проектної документації для обох камер розроблено спеціалістами TWEKO і передано замовнику в паперовому та електронному вигляді у травні 2022 року.
Виготовлення
На виробничих потужностях TWEKO у лютому 2022 року завершено виготовлення:
Камера KASO — серійний номер 176/2022;
Камера IKFS — серійний номер 175/2022.
Для обох камер застосовано комплектуючі від провідних виробників (вентилятори «Провент», електродвигуни АИР 160 S4, АИР 132M6, АИР 132S6, DS80M4, M90S-4, картриджні та стельові фільтри «Технофільтр», пневмоелементи Camozzi, частотні перетворювачі INVT тощо), що забезпечило надійність і довговічність вузлів систем вентиляції, регенерації фільтрів, транспортування абразиву (КАСО) та режимів нагріву й сушіння (КФС).
Через воєнні дії з 24.02.2022 спостерігалися тимчасові перебої в логістиці та часткова нестача окремих комплектуючих, що вплинуло на строки постачання певних позицій.
Постачання
Доставка обладнання виконувалась поетапно відповідно до договору: уперше — у період лютий–травень 2022. Крупногабаритні елементи (каркаси, модулі вентиляції, секції ТЕНів, шкребкові транспортери, норії) транспортувалися у розібраному вигляді; розвантаження здійснювалося краном або навантажувачем із текстильними стропами, дрібні комплектуючі — вручну. Для зберігання замовник підготував сухе та вентильоване приміщення на своїй території.
Додаткові елементи, зокрема, підйомно-пересувні платформи для операторів, були відвантажені у вересні 2022 року.
Монтаж
Монтажні роботи проводились поетапно на території замовника після завершення підготовчих робіт із фундаментом, електроживленням та мережами стисненого повітря.
Усі роботи виконувалися під наглядом технічних спеціалістів TWEKO із дотриманням вимог до підключення електроживлення (380 В/50 Гц для основного обладнання, 220 В/50 Гц для освітлення), заземлення, а також підключення й налаштування подачі стисненого повітря (6 бар для КАСО).
Після монтажу проведено комплексні пусконалагоджувальні роботи: регулювання режимів вентиляції, перевірка герметичності кабін, налаштування систем регенерації фільтрів, тестування автоматичних блокувань та безпекових сигналізацій.
Інструктаж та введення в експлуатацію
Персонал замовника пройшов навчання з експлуатації й технічного обслуговування обох камер. Програма навчання включала:
експлуатаційні процедури та щоденне технічне обслуговування;
правила безпеки та використання ЗІЗ (для КАСО — захисний костюм, рукавиці, шолом із примусовою подачею повітря; для КФС — захисний одяг, рукавиці та респіратор при роботі з фарбувальними речовинами);
Після навчання проведено фінальні випробування і передано обидві системи в експлуатацію замовнику.
Форс-мажорні обставини
Реалізація проєкту ускладнювалася воєнною агресією РФ проти України, що з 24 лютого 2022 р. призвела до введення воєнного стану (підтверджено ТПП України 28.02.2022). Це спричинило затримки у логістиці, подорожчання комплектуючих та тимчасову нестачу окремих ресурсів. Незважаючи на ці обставини, TWEKO забезпечило послідовне постачання компонентів, своєчасне завершення монтажу та повне виконання договірних зобов’язань перед ПрАТ «Дніпровагонмаш».
Принцип роботи
Комплекс працює за інтегрованим циклом очищення та фарбування металевих поверхонь у промислових умовах, забезпечуючи безперервний процес підготовки та обробки виробів із дотриманням вимог безпеки та екологічних стандартів.
Дробеструйна камера KASO: Оператор за допомогою дрібоструменевого пістолета здійснює обробку металевих деталей сталевим або чавунним дробом, ефективно видаляючи іржу, окалину, залишки старих покриттів, масляні та інші забруднення з поверхонь у межах внутрішнього простору камери. Процес відбувається в умовах кліматичного виконання УХЛ 4 (ГОСТ 15150-69), із забезпеченням зони класу В-ІІа (ПУЕ, редакція 7). Чотири підйомно-пересувні платформи серії 3PtO, оснащені пневматичною системою з напрямними рейками, гальмами та регулюванням висоти, забезпечують безпечний доступ до всіх ділянок виробів, дозволяючи рух у трьох напрямках. Використаний абразив збирається шкребковим транспортером, який транспортує його до ковшового елеватора. Елеватор піднімає абразив до сепаратора, де пил і сміття відсіюються через перфороване сито з вібраторами, після чого очищений абразив накопичується в конічному бункері об’ємом до 2 м³ для повторного використання. Запилене повітря відводиться через чотири фільтрувально-вентиляційні установки (ФВУ) з продуктивністю 30 000 м³/год кожна, оснащені картриджними фільтрами, які регенеруються імпульсною продувкою стисненим повітрям (тиск 6 бар, клас не нижче 9 за ГОСТ 17433-80, із осушенням до точки роси -30 °C при зовнішньому монтажі). Процес контролюється центральним пультом керування, оснащеним перемикачами живлення, кнопками «ПУСК» і «СТОП», індикаторами роботи ФВУ, приводів транспортерів, сигнальними лампами перевантаження двигунів і переповнення бункера, а також мотогодинником і давачами тиску в магістралі стисненого повітря, що забезпечує безперервний моніторинг і оперативне реагування на несправності.
Фарбувально-сушильна камера КФС: Після очищення вироби переміщуються до фарбувальної камери, де лакофарбові покриття наносяться методом пневматичного ручного розпилення в умовах кліматичного виконання УХЛ 4 (ГОСТ 15150-69) і зони класу В-ІІа (ПУЕ, редакція 7). Повітря надходить через клапан забору, проходить фільтр попереднього очищення (ефективність ≈89%), теплообмінник із трубчастими нагрівачами серії ТОЕ та стельовий фільтр (акрил, ефективність ≈96,7%, стійкий до температур до 100–120 °C), забезпечуючи чисте середовище з підтриманням надлишкового тиску 30–50 Па. Вентиляція здійснюється шістьма припливними та шістьма витяжними вентиляційними установками типу (продуктивність ≈18 000 м³/год кожна), оснащеними двигунами (7,5 кВт, 1000 об/хв) для припливу та (5,5 кВт, 1000 об/хв) для витяжки, що відповідає вимогам вибухобезпечної зони класу 2/22 (ПУЕ) і ДСТУ Б А.3.2-12:2009. У режимі сушіння камера працює в трьохетапному циклі: продувка для видалення залишків фарби, сушіння з рециркуляцією через теплообмінник (максимальна температура ≈90 °C, забезпечена 198 ТЕНами) та охолодження, із автоматичним вимиканням LED-світильників (18 Вт, 6500 К) для захисту від перегріву. Додаткову фільтрацію вихлопного повітря забезпечують підлоговий фільтр (лабіринтний/картон/скловолокно, ефективність ≈93%) і вихідний фільтр (скловолокно TPS-50, ефективність ≈75%). Для зручного доступу до великих габаритних виробів у процесі нанесення покриттів використовуються підйомно-пересувні платформи серії 3PtO. Процес контролюється пультом керування з двоканальним термоконтролером (ЛУ-1 для фарбування, ЛУ-2 для сушіння), таймером витримки (діапазон 0–99 хвилин), потенціометром для регулювання частотного перетворювача вентиляторів, індикатором тиску, світловими індикаторами роботи вузлів, системою блокування вентиляції та нагрівачів при спрацюванні газосигналізатора (діапазон 5–50% НКПР) і кнопками «ПУСК»/«СТОП» з аварійною зупинкою, що гарантує безпеку та точність операцій.
Такий інтегрований підхід мінімізує втрати матеріалів, підтримує високу якість обробки та забезпечує безпечні умови праці, відповідаючи нормам пожежної безпеки та екологічним стандартам.
Технічні характеристики абразивоструменевої та фарбувально-сушильної камер
*Розміри та параметри камер абразивоструменевого очищення (KASO) та фарбувально-сушильної (IKFS) ПрАТ «Дніпровагонмаш»
Категорія / параметр
Камера очищення
Камера фарбування
Габарити та конструкція
Внутрішні розміри (Д×Ш×В), мм
25 000 × 7 000 × 7 000
34 220 × 7 000 × 6 050
Зовнішні розміри (Д×Ш×В), мм
25 760 × 9 265 × 7 400
34 430 × 11 851 × 9 016
Маса, кг
≈19 000
≈35 000
Ворота
Ролетні, 4 500 × 5 000 мм
Секційні, 5 500 × 4 500 мм
Сервісні двері
2 шт., 840 × 1 975 мм
–
Каркас / обшивка
Металевий каркас, сендвіч-панелі 80 мм зі стійким до абразиву внутрішнім покриттям
Металевий каркас, сендвіч-панелі з теплоізоляцією, стельові та підлогові фільтри
Техніка безпеки: Забороняється відкривати двері/ворота під час роботи, використовувати розчинники (KASO) або працювати без заземлення (IKFS). Обов’язкові ЗІЗ. KASO оснащена кінцевими вимикачами, IKFS — газосигналізатором.
Гарантія: 12 місяців з моменту введення в експлуатацію (за умови монтажу під контролем виробника) або 15 місяців від дати передачі. Не поширюється на порушення інструкцій. Ремонт — представниками ТОВ «Техсервіс ВЕКО», транспортування — за рахунок виробника.
Результати
Ефективність: Комплекс підвищив продуктивність завдяки автоматизованому очищенню (KASO) і фарбуванню/сушінню (IKFS), скорочуючи час обробки.
Якість обробки: KASO забезпечує ретельне очищення, а IKFS — рівномірне нанесення та сушіння покриттів, покращуючи антикорозійний захист.
Екологічність: Фільтрація пилу (KASO) і фарбувального туману (IKFS) відповідає екологічним стандартам.
Надійність: Термін служби 10 років із ресурсом до капітального ремонту 5 років для обох камер.
Безпека: Автоматика безпеки (KASO) і газосигналізатор (IKFS) мінімізують ризики.
Комплексна камера для залізничного транспорту KASO та IKFS від TWEKO
Комплекс абразивної очистки та фарбування і сушіння — інтегроване рішення для очищення металевих поверхонь від іржі та нанесення захисних лако-фарбових покриттів. KASO використовує дрібоструменеву технологію з регенерацією абразиву, а IKFS забезпечує пневматичне фарбування та сушіння з рециркуляцією повітря. Обидві системи мають ефективну фільтрацію, освітлення (понад 700 люкс) і автоматизоване керування. Розробляється індивідуально за технічним завданням. Комплекс від ТОВ «Техсервіс ВЕКО і партнер ГмбХ» став ключовим рішенням для ПрАТ «Дніпровагонмаш», забезпечивши високу продуктивність, якість очищення та фарбування, безпеку та екологічність. Обладнання відповідає сучасним стандартам і підтримує виробництво вантажних вагонів, скорочуючи час і витрати.
Потребуєте комплексного рішення для очищення та фарбування? Оберіть KASO та IKFS від TWEKO!
Малярна ділянка Запорізького Ливарно-Механічного Заводу
Архивы Дробоструминна камера - «Техсервіс ВЕКО»
У 2020 році TWEKO реалізувала масштабний проєкт для великого промислового підприємства в Запоріжжі — створення малярного відділення «з нуля». Завдання полягало в оптимізації виробництва через покращення якості покриття виробів і створення комфортних умов для роботи малярів.
У 2018 році в відділ продажів нашої компанії надійшов запит на Камеру фарбувально-сушильну і Камеру абразивоструменевого очищення, від представників ТОВ «ЗЛМЗ». В ході переговорів, тривалістю в рік ми, спільно ЗЛМЗ, сформували технічне завдання і склали детальний план будівництва малярного ділянки в цілому. Для реалізації даного проекту потрібно було перш за все виконати роботи з проектування нового малярного ділянки на підприємстві, узгодження проекту з місцевими органами влади, провести оцінку впливу на навколишнє середовище, при цьому дотримуючись найсуворіших правил з охорони праці та пожежної безпеки.
Наступним етапом після проектування стало виконання будівельно-монтажних робіт – потрібно демонтувати бетонну основу глибиною до 1,5 метра, а після чого облаштувати фундаментну плиту для установки обладнання з вбудованими технологічними приямками для вентиляції і роботи обладнання, рейковим шляхом для подачі виробів в робочі зони камер.
Малярна ділянка виробництва – це досить енерговитратна ділянка. Оскільки для забезпечення високої продуктивності і створення безпечних умов праці потрібно створювати колосальний повітряний потік в камері фарбування – до 100000 м. Куб./Год, при цьому нагріваючи повітря до дельти в 35 °C в режимі фарбування і до + 80 °C в режимі сушіння – така фарбувальна камера, з електричним нагрівом повітря споживає до 500 кВт/год електроенергії. Камера абразивоструменевого очищення витрачає до 12 м. Куб./Хв, 8 атм, стисненого повітря, при цьому споживає до 50 кВт електроенергії на годину. Сумарне споживання електроенергії малярною ділянкою досягає 700 кВт/год. Природно для забезпечення такого обсягу електроенергії було потрібно прокладати окрему лінію електропередачі від ТП, протяжністю 240 метрів і це також увійшло в обсяг робіт, виконуваних нашою компанією в рамках реалізації даного проекту.
Камера фарбувально-сушильна і камера абразивоструменевого очищення тупикового типу, розташовуються за межами основного виробничого приміщення, приєднуючись до нього лицьовій стіною з воротами. Обидві камери мають внутрішній розмір 16180х6000х5500 міліметрів, а спільно з рейковими візками дозволяють ефективно обробляти вироби габаритними розмірами до 15х4х5 метрів і вагою до 20 тон! Обидві камери мають відмінні показники енергоефективності, оскільки вони герметичні і виконані з сендвіч панелей з пожежобезпечним наповнювачем – мінеральною ватою, товщиною 100 мм. Фарбувальна камера має три ряди герметичних енергоефективних світлодіодних світильників, забезпечує освітленість всередині кабіни не менше 800 люкс, що дозволяє найкращим чином наносити лакофарбове покриття на найрізноманітніші вироби.
Комплект підйомно-пересувних платформ, вбудованих в фарбувальну камеру дозволяють швидко пересуватися операторам всередині камери і обробляти вироби висотою до 6 метрів. Платформи пересуваються в трьох напрямках – на всю довжину уздовж стін камери, по всій висоті камери, а також від стіни на відстань до 1500мм. Платформи приводяться в рух за допомогою стиснутого повітря, що робить їх вибухобезпечними і дозволяє використовувати в умовах фарбувальної камери.
Камера абразивоструменевого очищення (КАСО) має систему автоматичного збору і регенерації дробу і сміття. За збір і транспортування відповідає система скребкової підлоги, яка складається з п’яти поздовжніх ліній і однієї поперечної, які синхронними поступальними рухами переміщують дріб до приямку елеватора. Далі елеватор піднімає дріб на висоту до 7 метрів, звідки вона надходить в сепаратор барабанного типу. У сепараторі дріб просівається і очищається від великих забруднюючих часток, а дрібний пил відводиться через пиловиводящі канали в фільтрувальну установку. Після проходження сепаратора дріб в автоматичному режимі надходить в бункер накопичувач в який вбудовано апарат абразивоструменевого очищення. Таким чином камера абразивоструменевого очищення забезпечує повністю автоматичний збір, регенерацію і подачу до повторного використання дробу – замкнутий цикл. За створення безпечних і комфортних умов праці в КАСО відповідає система пиловидалення, яка представлена двома високоефективними фільтрувально-вентиляційними установками ФВУ-18, вона оперативно виводить запилену газоповітряну суміш з камери, фільтруює її і викидає в атмосферу.
Компресорна станція представлена високопродуктивним гвинтовим компресором Remeza ВК120, продуктивністю до 16000 літрів в хвилину при 8 атмосферах тиску, ефективної установкою осушувачем повітря – виморожувателем, 4 ресиверами для стисненого повітря об’ємом до 1000 л кожен.
У комплект обладнання входить:
Апарат безповітряного фарбування Wiwa Airless 140032 RS / F Phoe,
Абразивоструменевий апарат CLEMCO SCWB – 2452, 200 л. з повним комплектом костюма оператора і засобів індивідуального захисту.
А для забезпечення пожежної безпеки малярну ділянку обладнану системою автоматичного порошкового пожежогасіння, пожежною сигналізацією та підключенням її до місцевих служб пожежогасіння.
Напевно, виробництво обладнання було не найскладнішим в реалізації даного проекту, набагато складніше було правильно скласти технічне завдання, виконати проектування, конструкторську розробку, узгодити всі процеси і етапи реалізації: будівництво, прокладка комунікацій, пожежна безпека. При цьому, дотримуючись найсуворіших правил охорони праці, що діють на підприємстві ТОВ «ЗЛМЗ», ПАТ «Запоріжсталь» і у всьому Холдингу Метінвест. А також знайти надійних підрядників, узгодити і організувати їх роботу все спланувати і вкластися в графік.
ТОВ «Техсервіс ВЕКО і партнер ГмбХ» можемо рекомендувати як надійного партнера, який здатен розробити, виготовити й здати в експлуатацію обладнання відповідно до вимог замовника. Усі роботи — від проєктування до монтажу — виконані в обумовлені терміни, а комплекс працює якісно.І. В. Долгозвяго, В.о. Генерального директора ТОВ «ЗЛМЗ»
Даний проект дав нашій компанії безцінний досвід реалізації комплексного і складного об’єкта, до того ж для одного з найбільших підприємств України – Холдингу Метінвест! Реалізація такого проекту, в черговий раз підтверджує, можливості нашої компанії по створенню і впровадженню найскладніших технологічних комплексів для малярного відділення будь-якого, навіть самого вимогливого Замовника.
Плануєте купити фарбувально-сушильний комплекс? Дізнайтеся ціну, зв’язавшись з нами сьогодні!


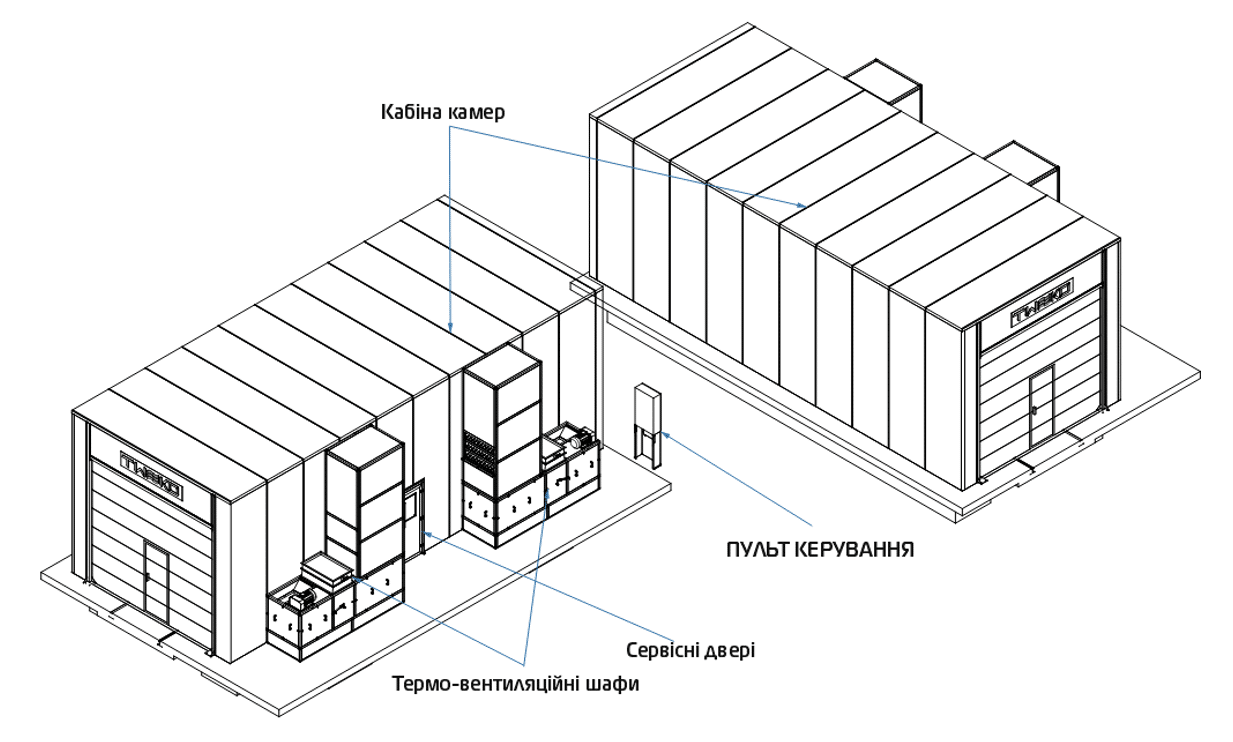

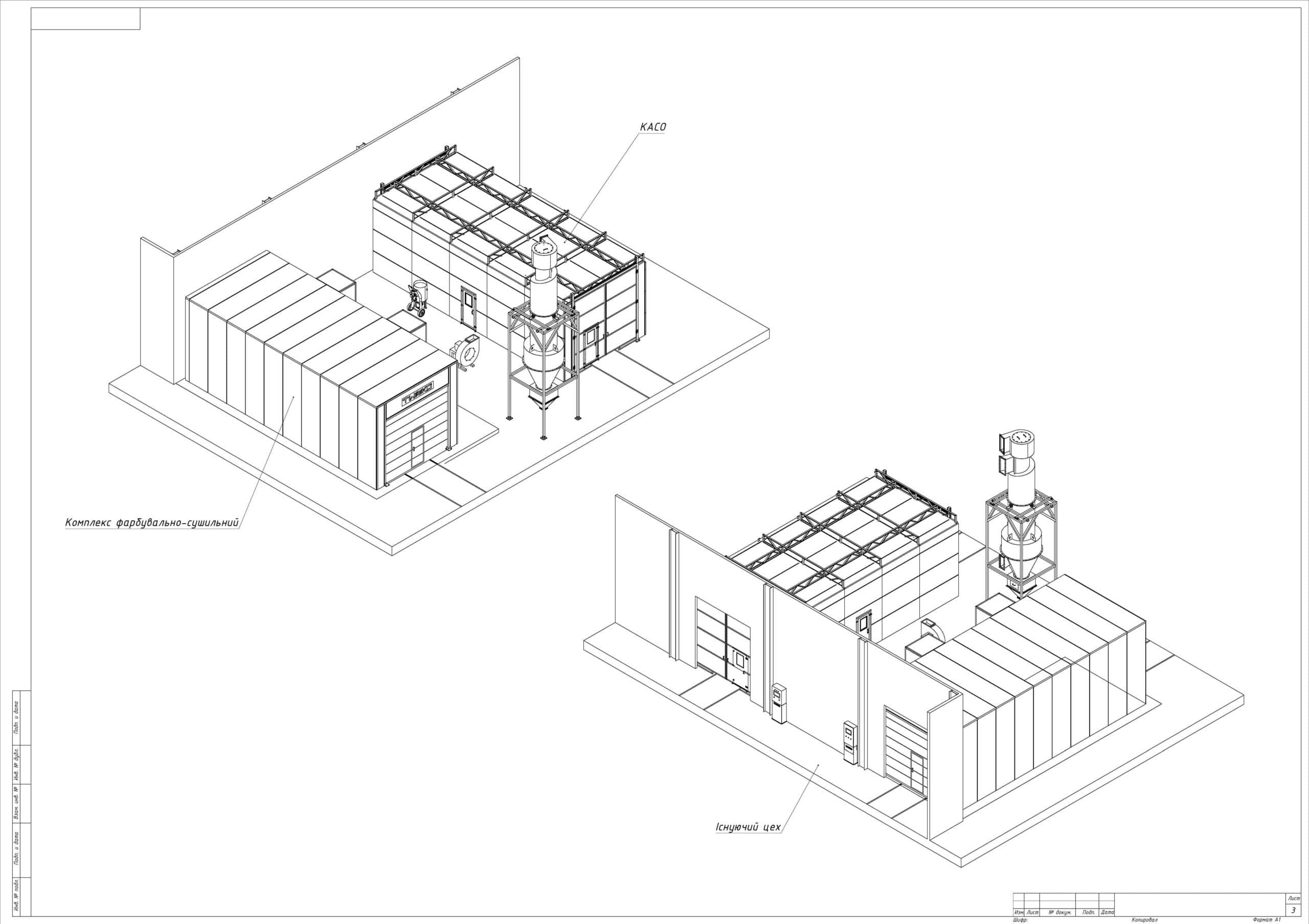
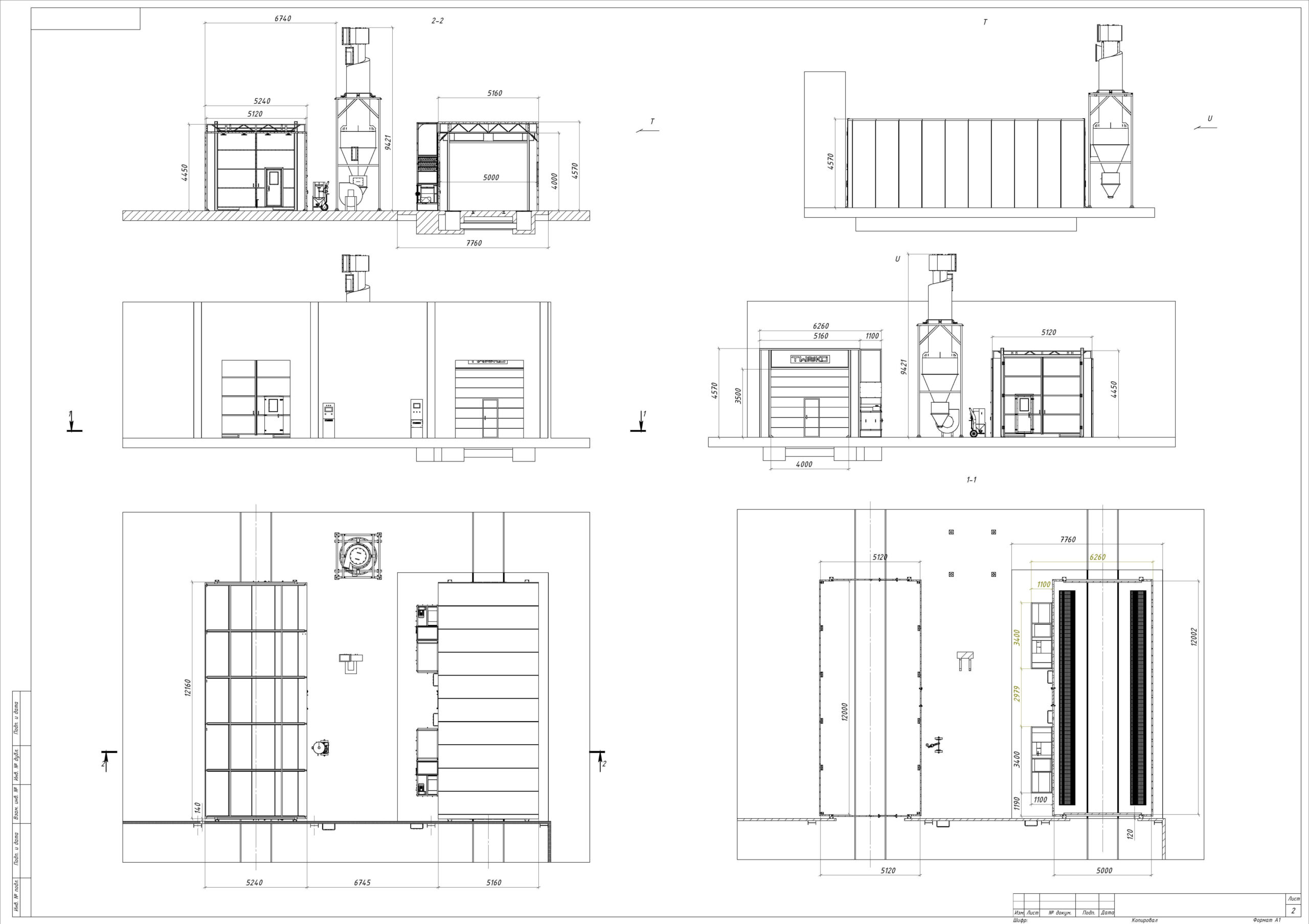






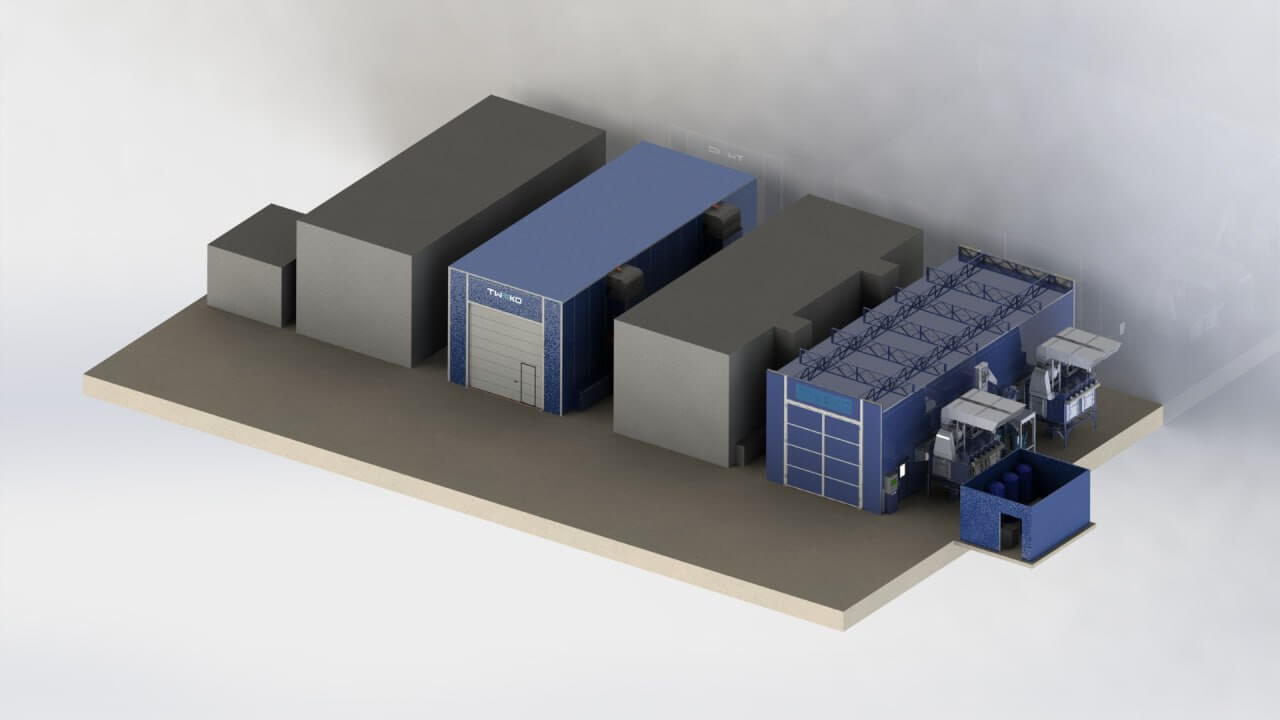
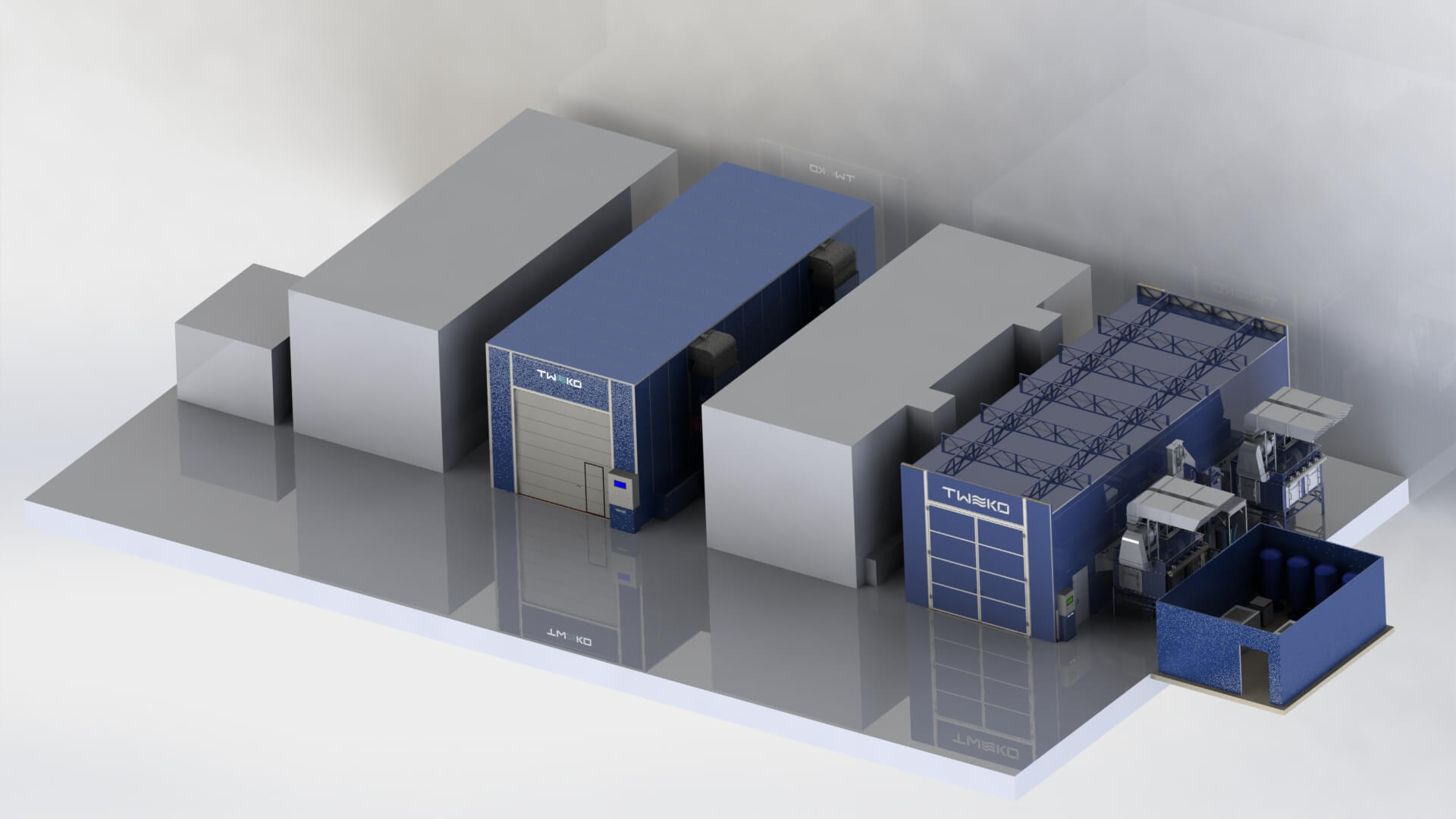
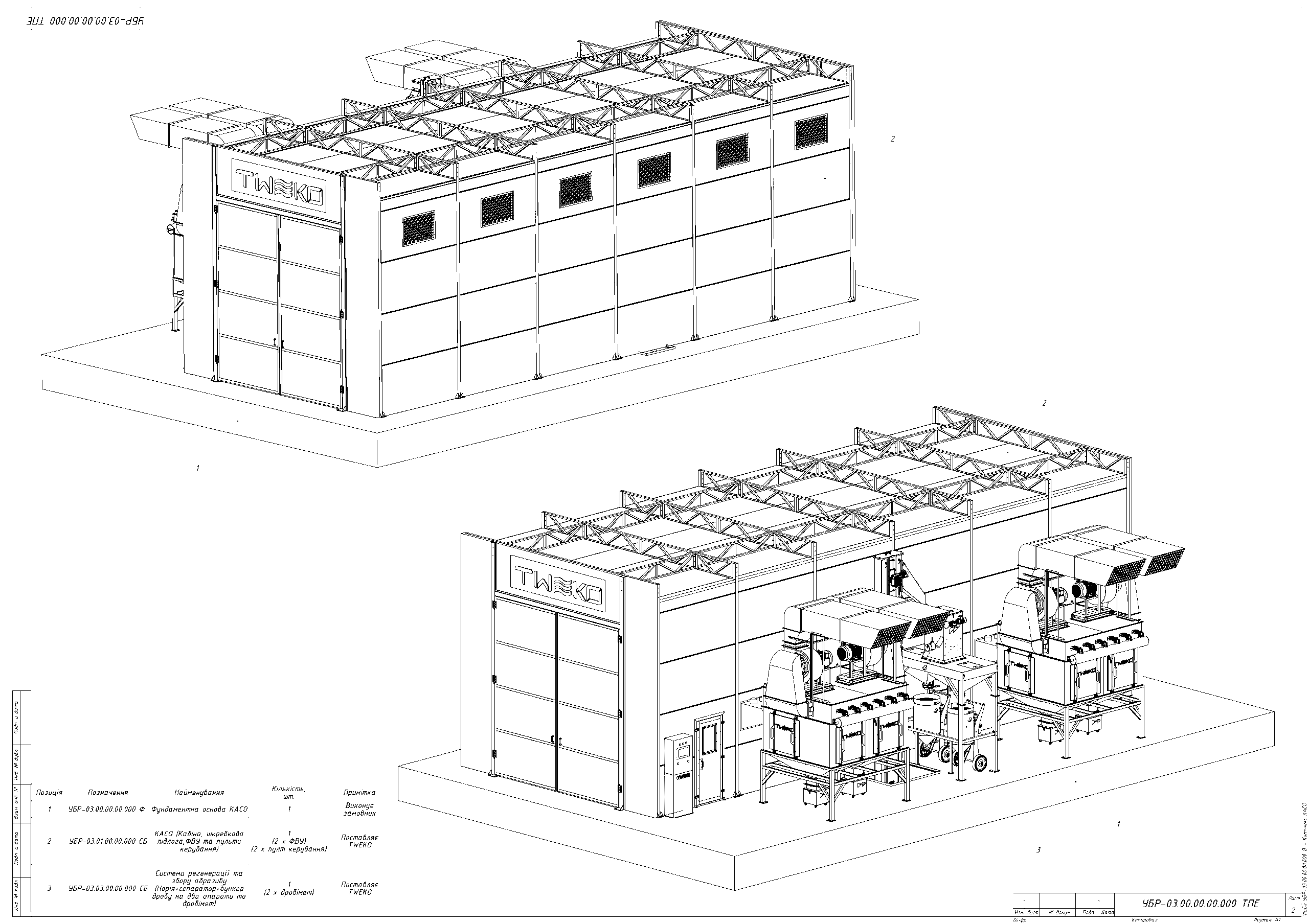
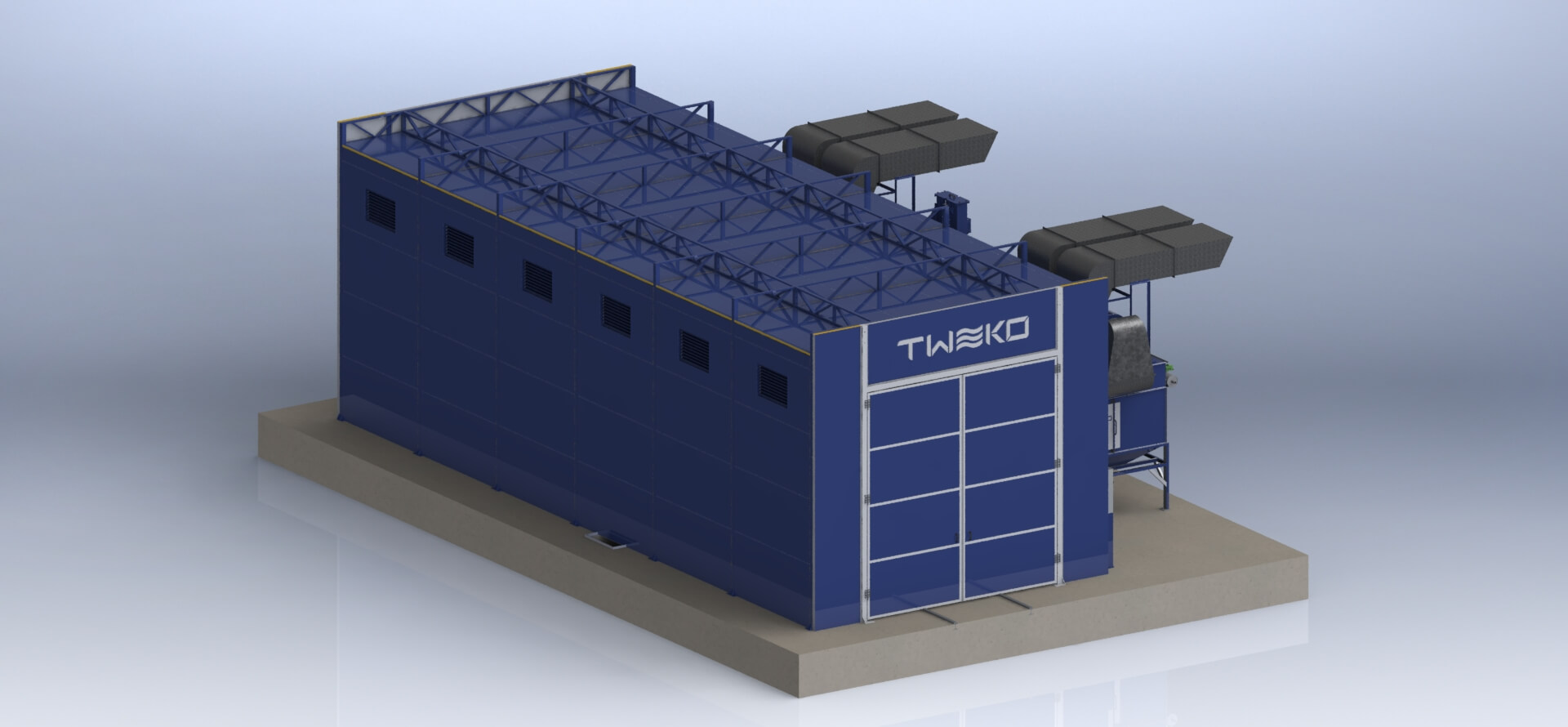
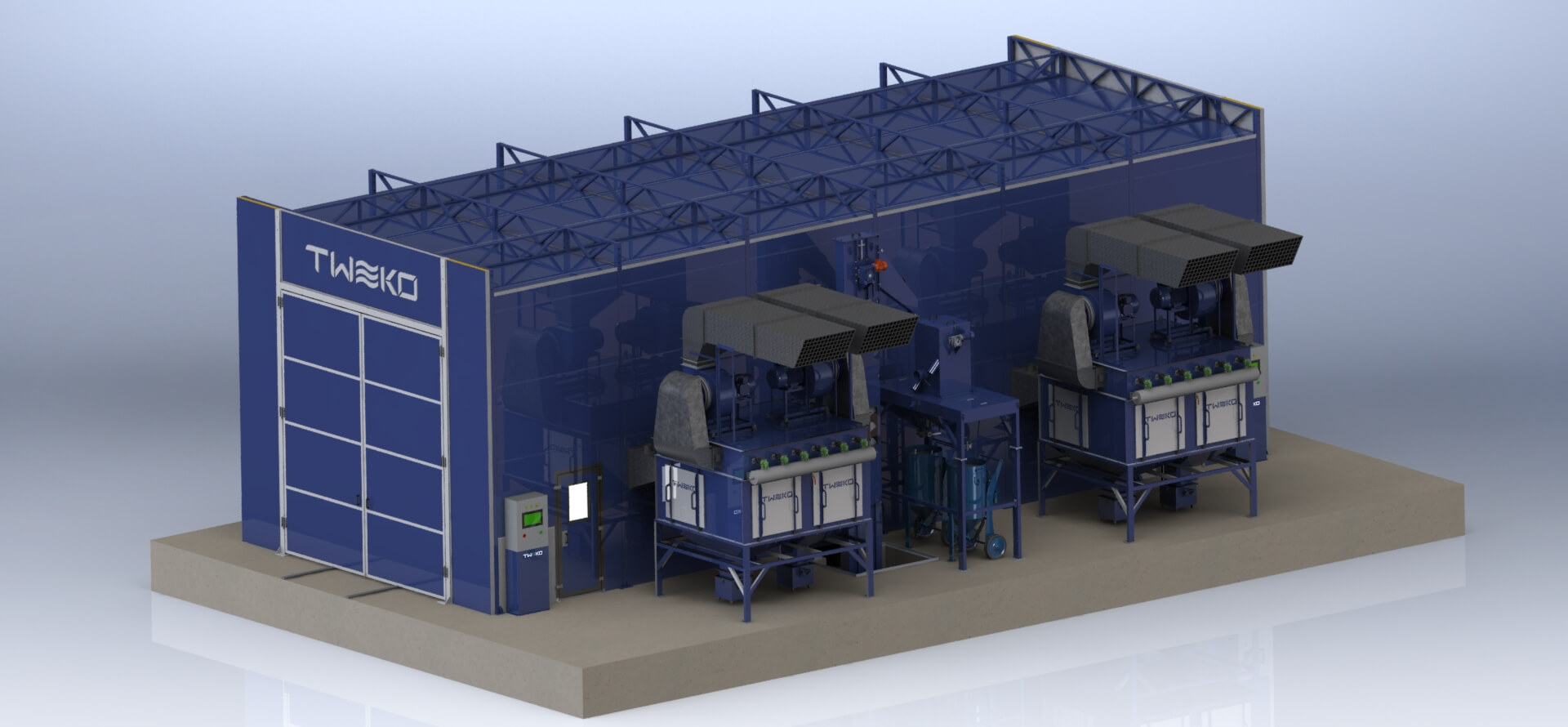

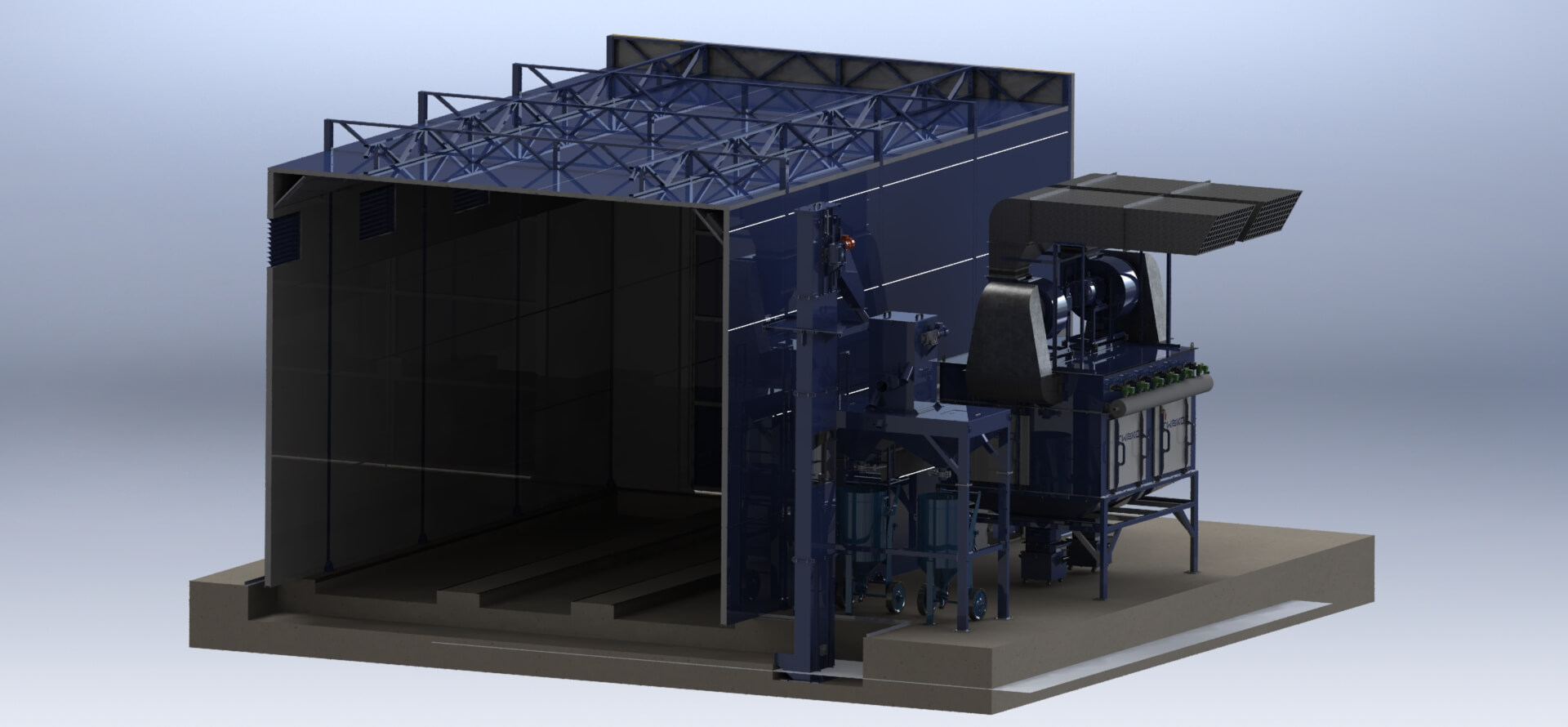
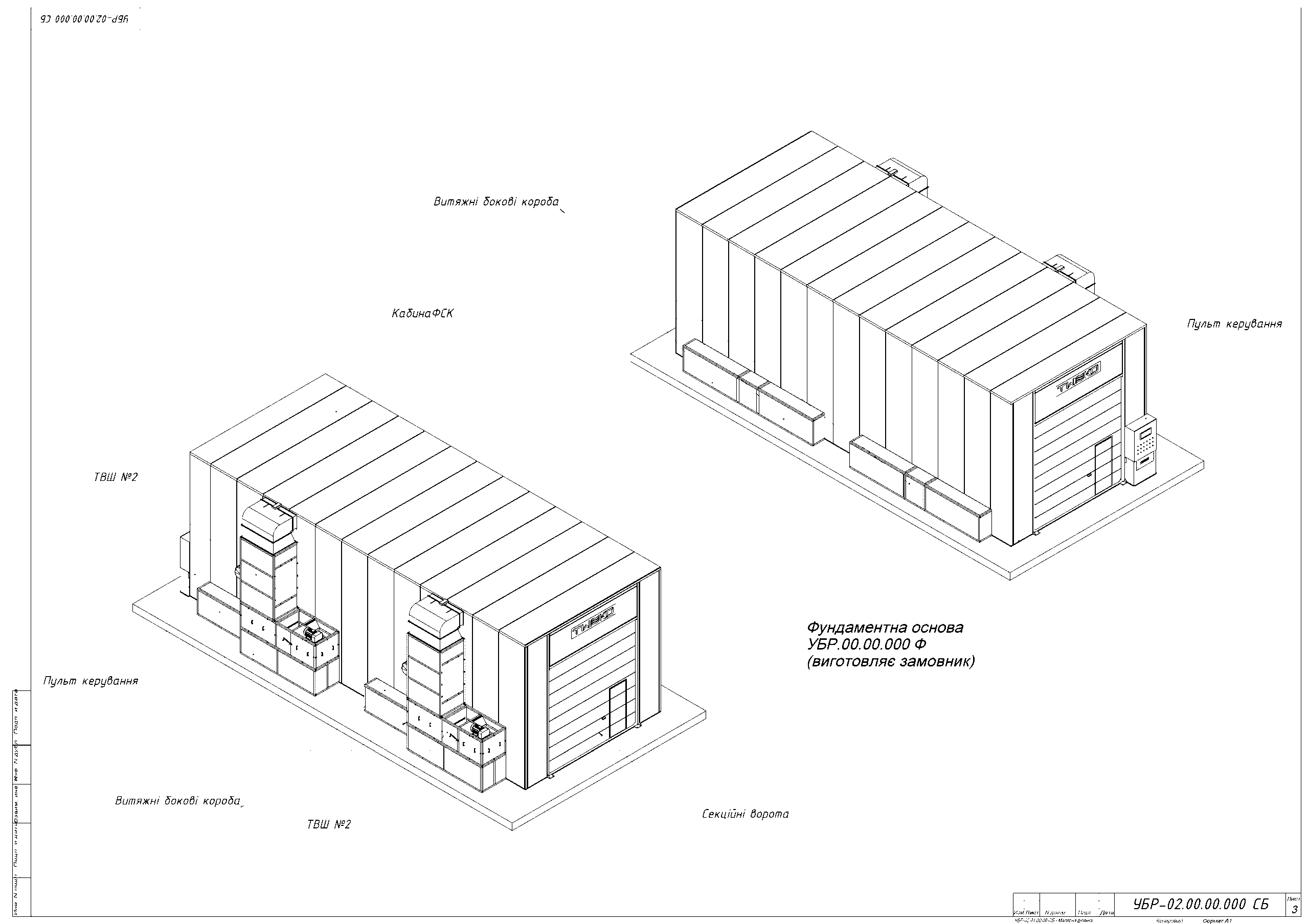
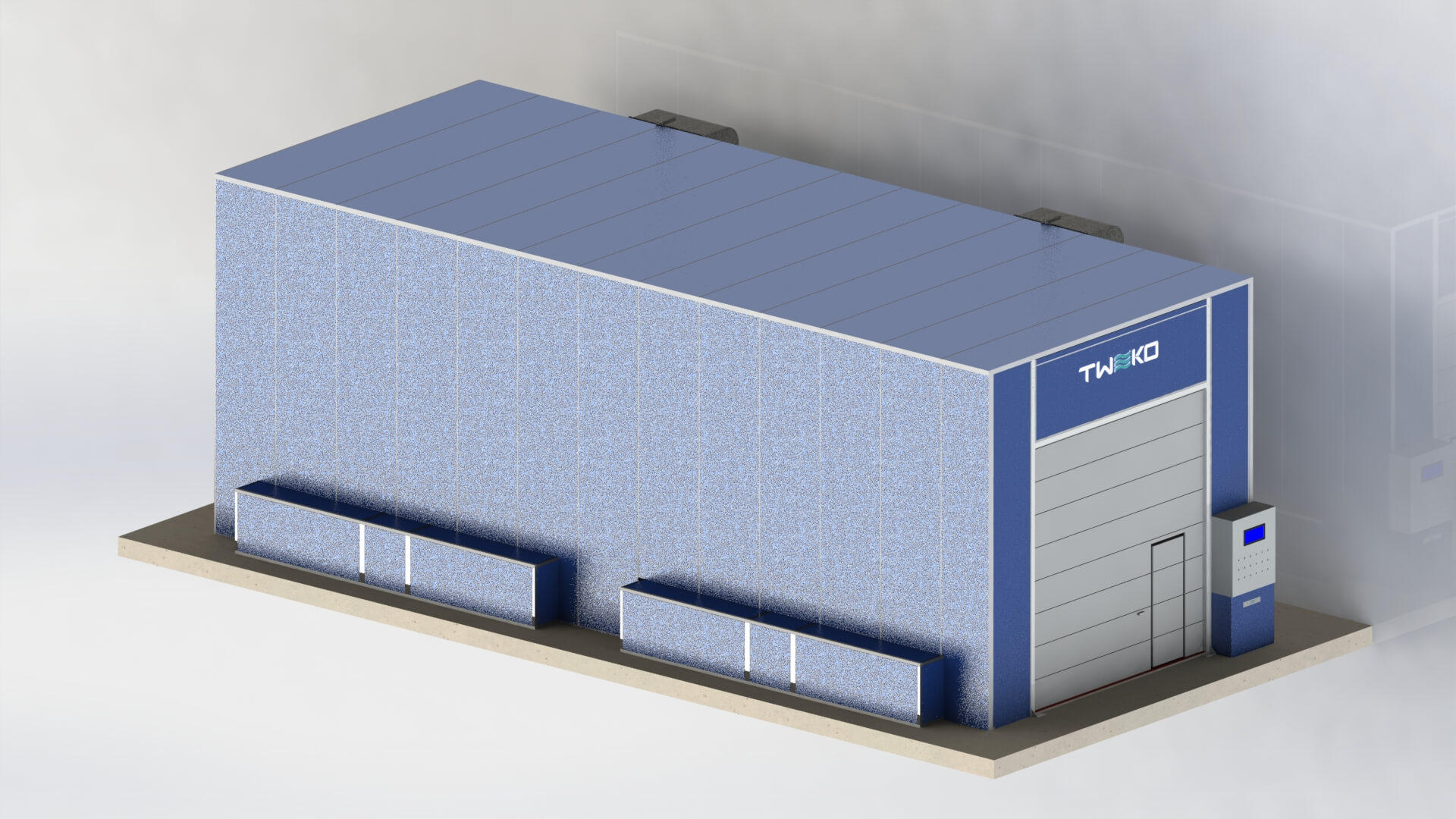
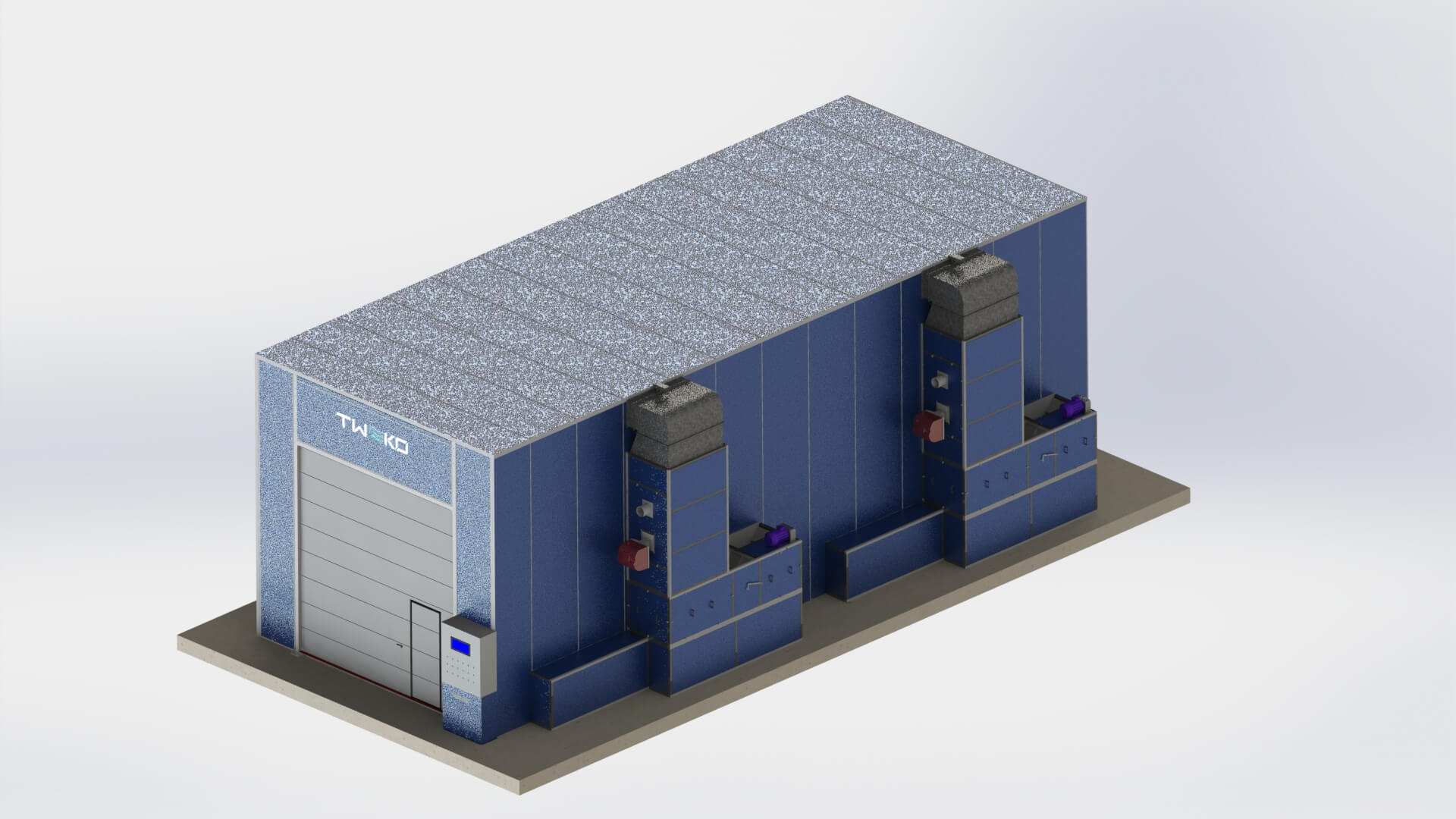

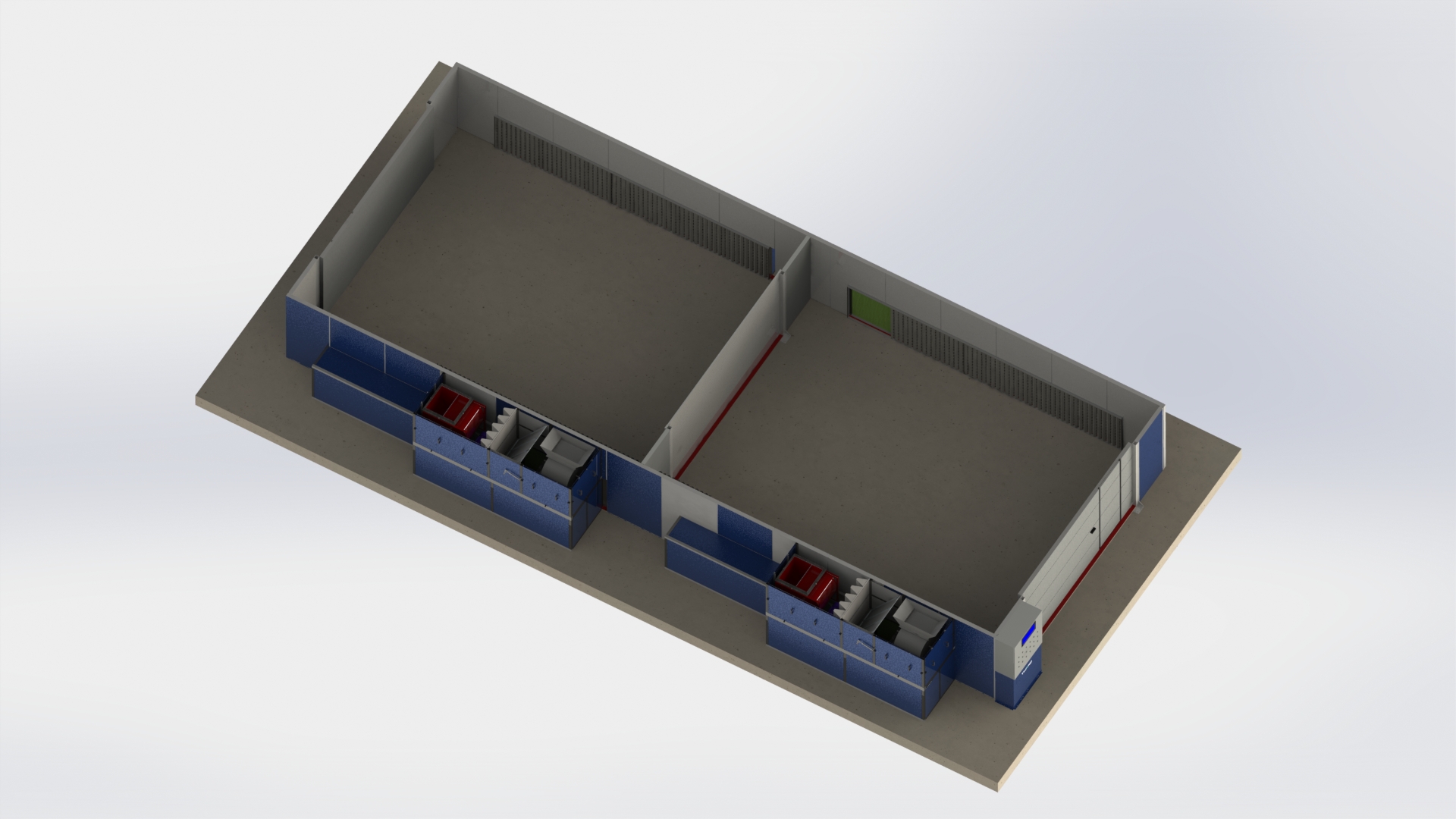
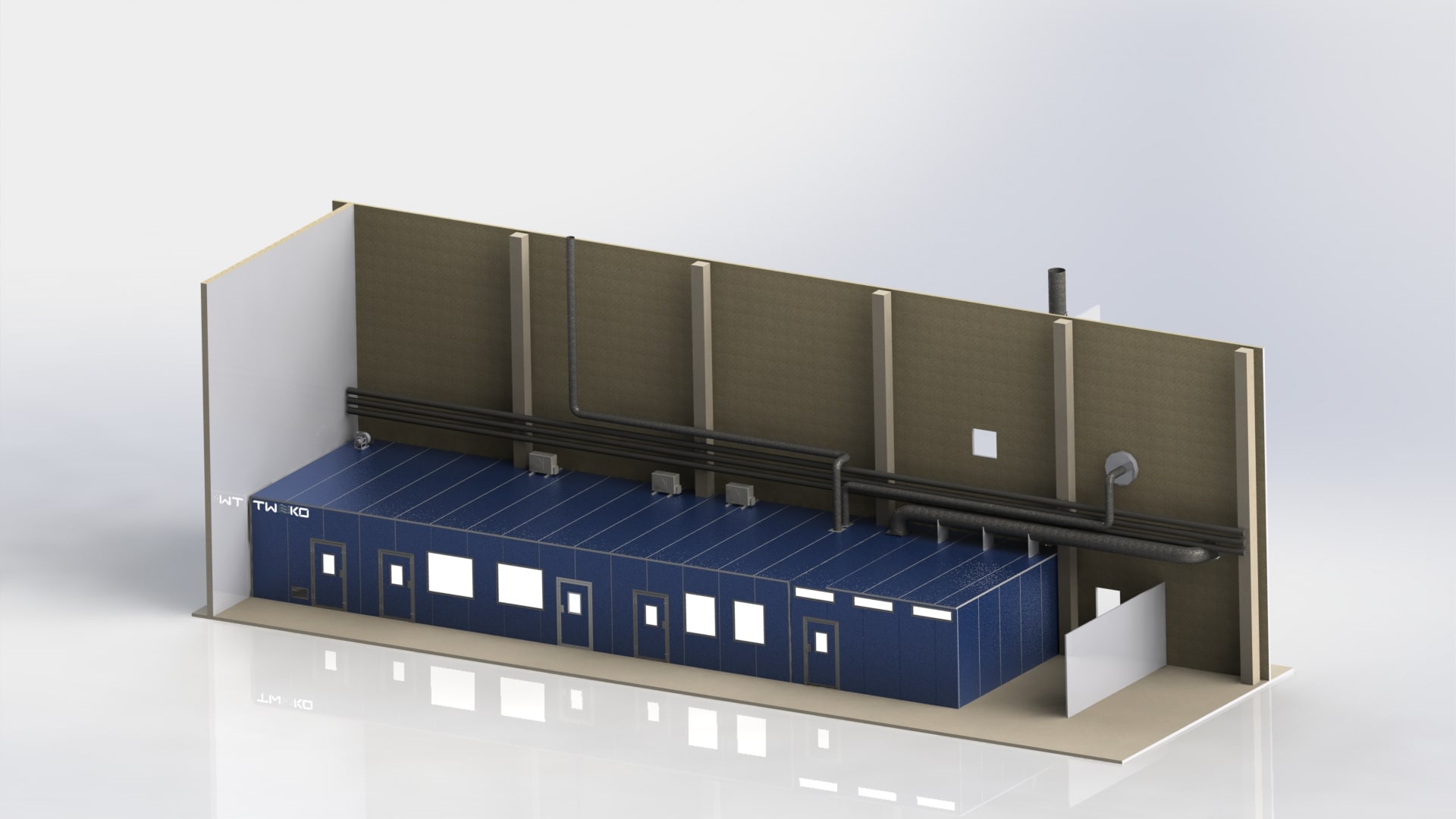
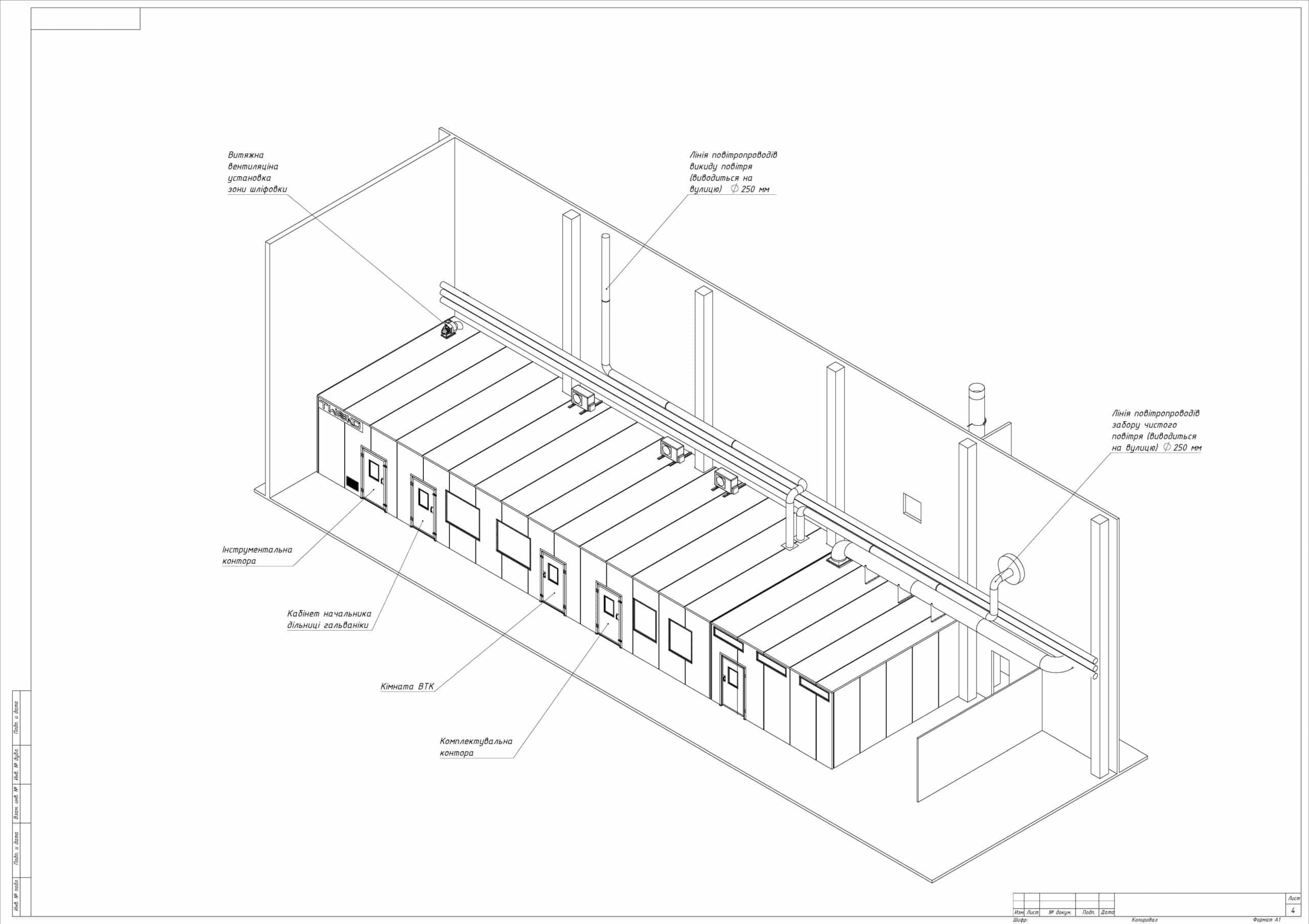
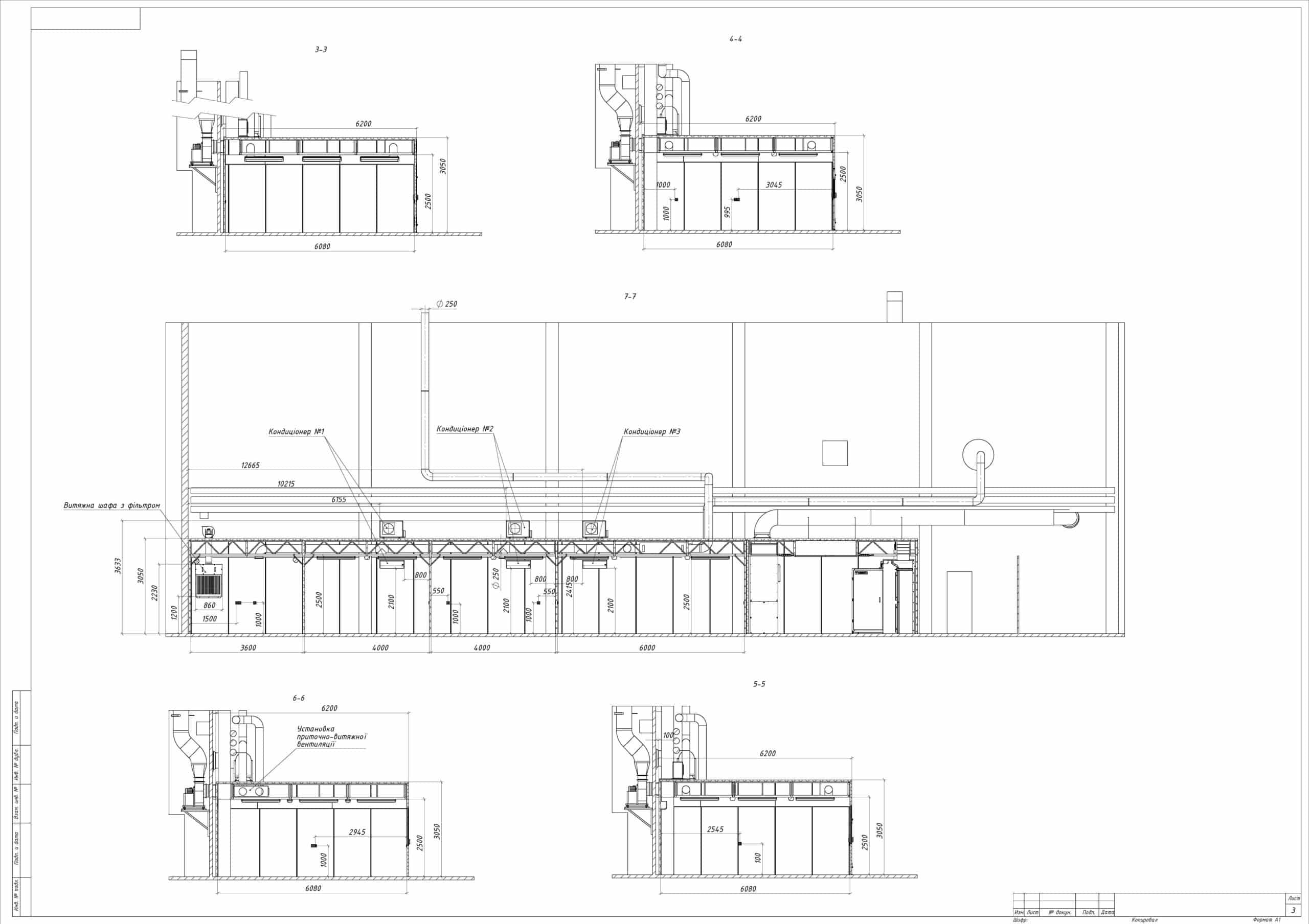


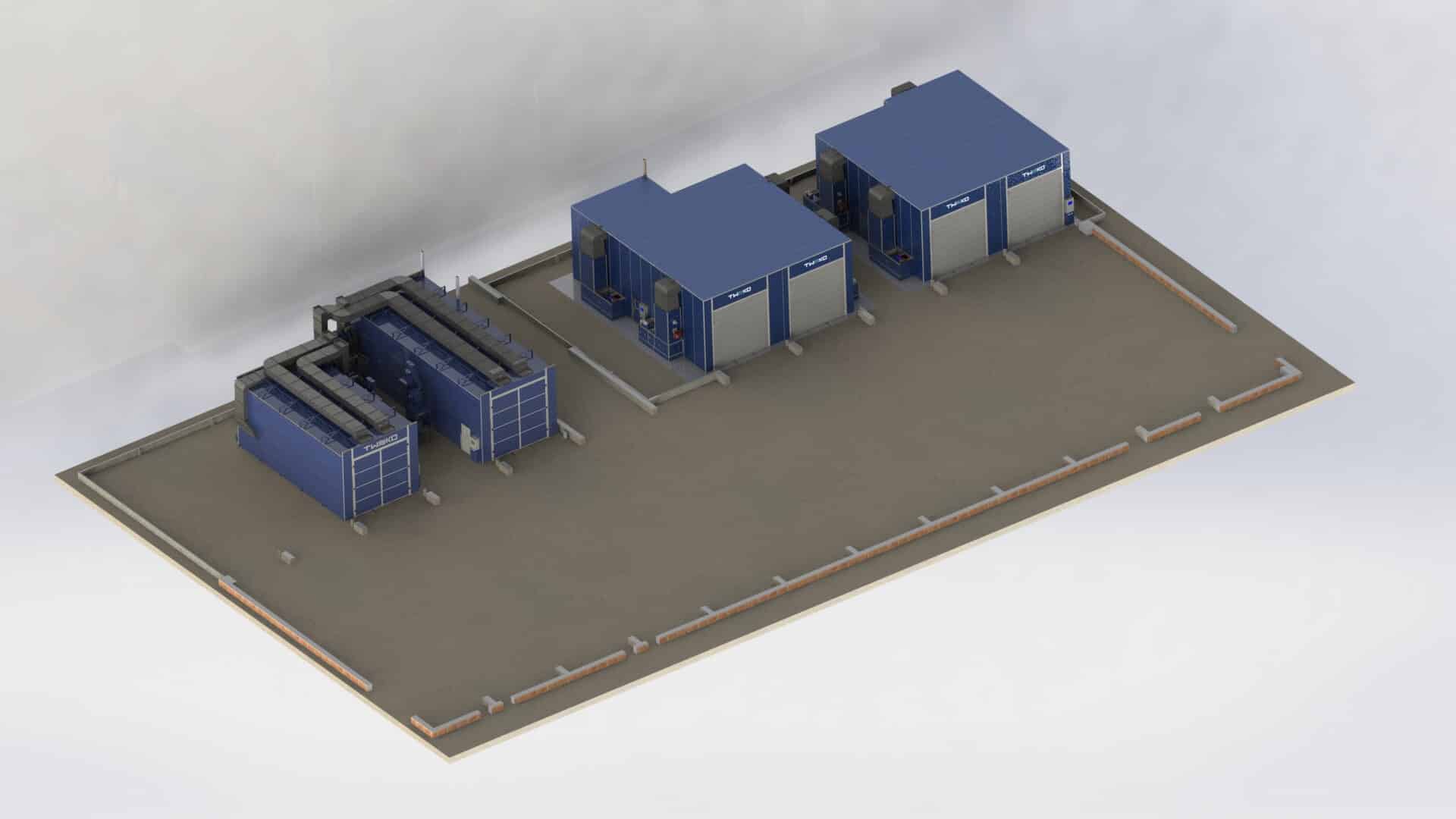

 Конструктивно камери виконані у вигляді металокаркасної кабіни з внутрішнім зносостійким облицюванням, розрахованої на роботу в умовах інтенсивного абразивного навантаження. Компоновка камер передбачає зручний сервісний доступ і можливість безпечної обробки великогабаритних виробів у межах виробничого процесу.
Конструктивно камери виконані у вигляді металокаркасної кабіни з внутрішнім зносостійким облицюванням, розрахованої на роботу в умовах інтенсивного абразивного навантаження. Компоновка камер передбачає зручний сервісний доступ і можливість безпечної обробки великогабаритних виробів у межах виробничого процесу.