Комплекс абразивоструйной очистки и окраски крупногабаритных изделий для тяжелого машиностроения
Архивы Дробеструйная камера - «Техсервис ВЕКО»
Компания TWEKO реализовала проект разработки, изготовления, поставки и ввода в эксплуатацию комплекса абразивоструйной очистки и окрасочно-сушильной камеры для машиностроительного предприятия. Целью проекта было внедрение контролируемого технологического процесса подготовки и окраски крупногабаритных изделий, включая очистку поверхности, нанесение покрытия и сушку. В результате заказчик получил интегрированный комплекс, обеспечивающий стабильность параметров процесса и интегрированный в существующую производственную инфраструктуру.
О клиенте
Предприятие тяжелого машиностроения с многолетним опытом изготовления крупногабаритных металлоконструкций и станочного оборудования. Технологические процессы включают сварку, механическую обработку и подготовку поверхности под нанесение лакокрасочных покрытий. Для обеспечения стабильного качества покрытия на изделиях значительных размеров возникла необходимость во внедрении контролируемых условий очистки и окраски.
Предложенное решение
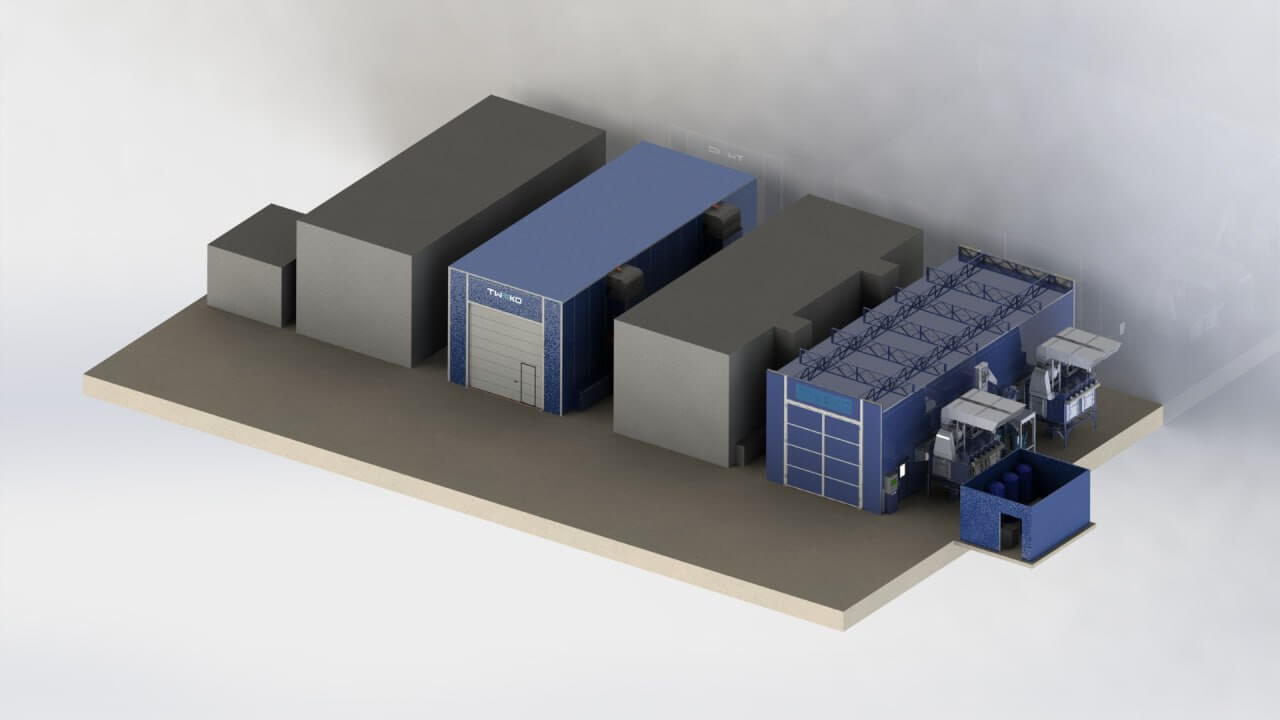
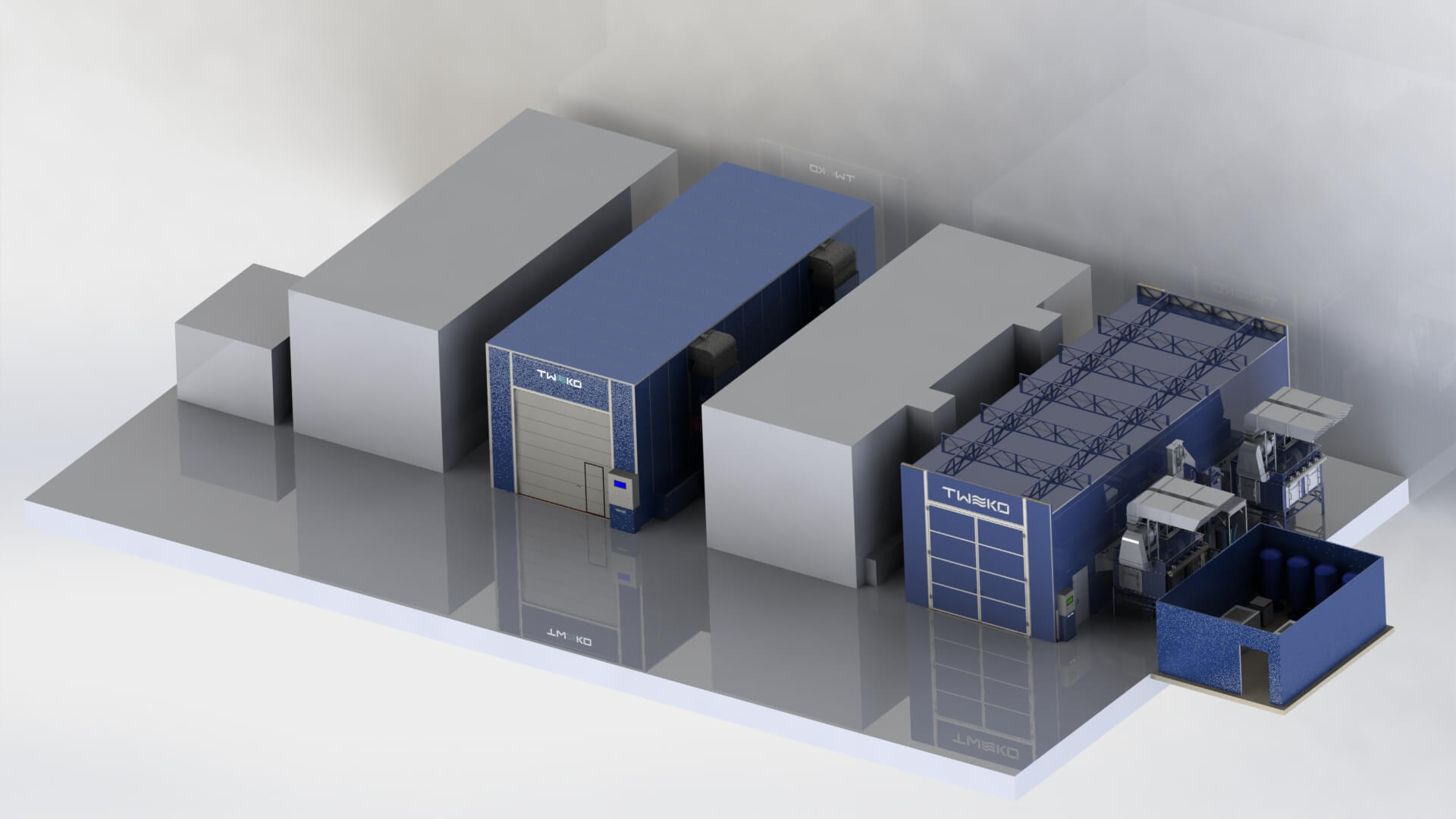
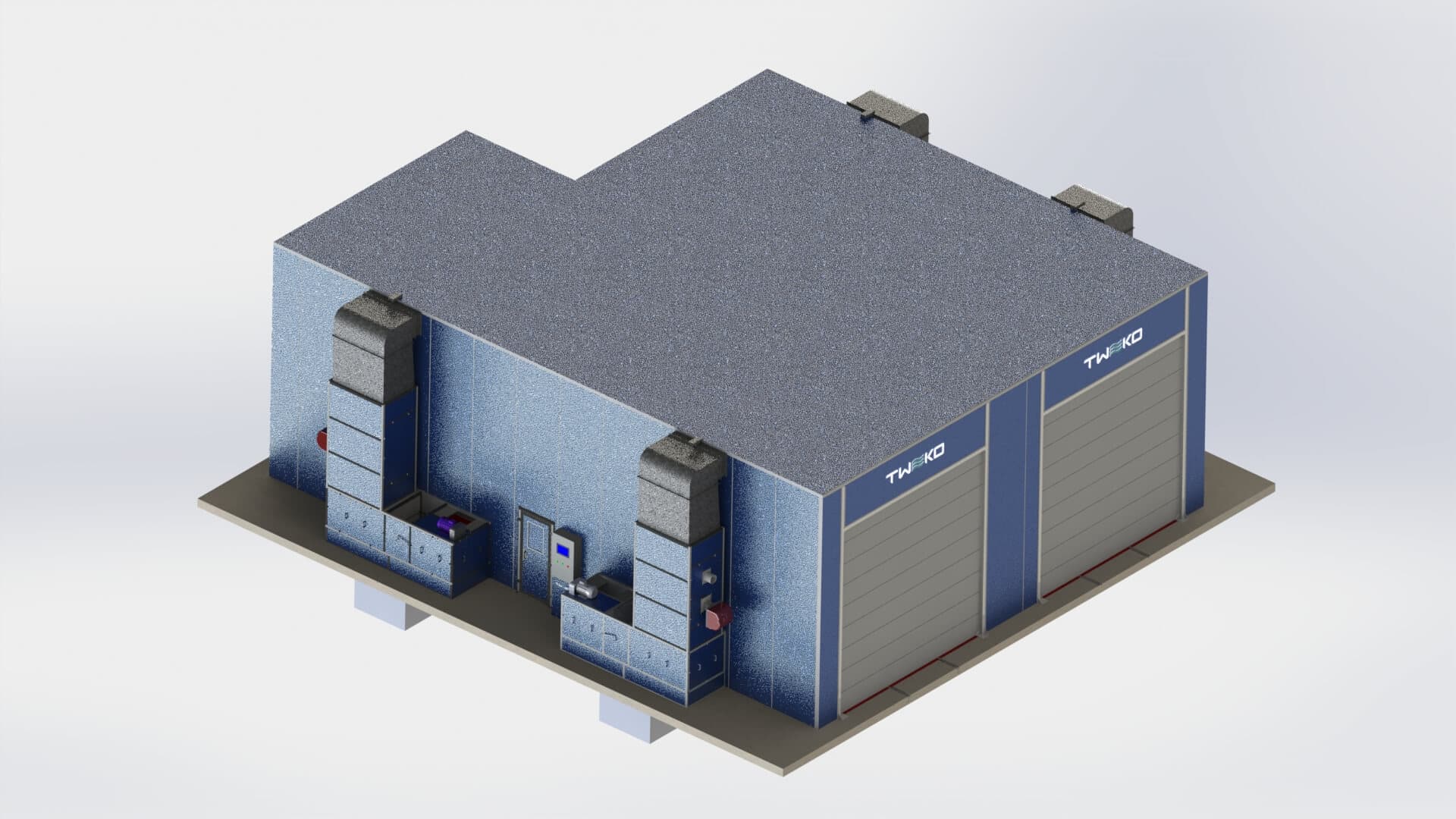
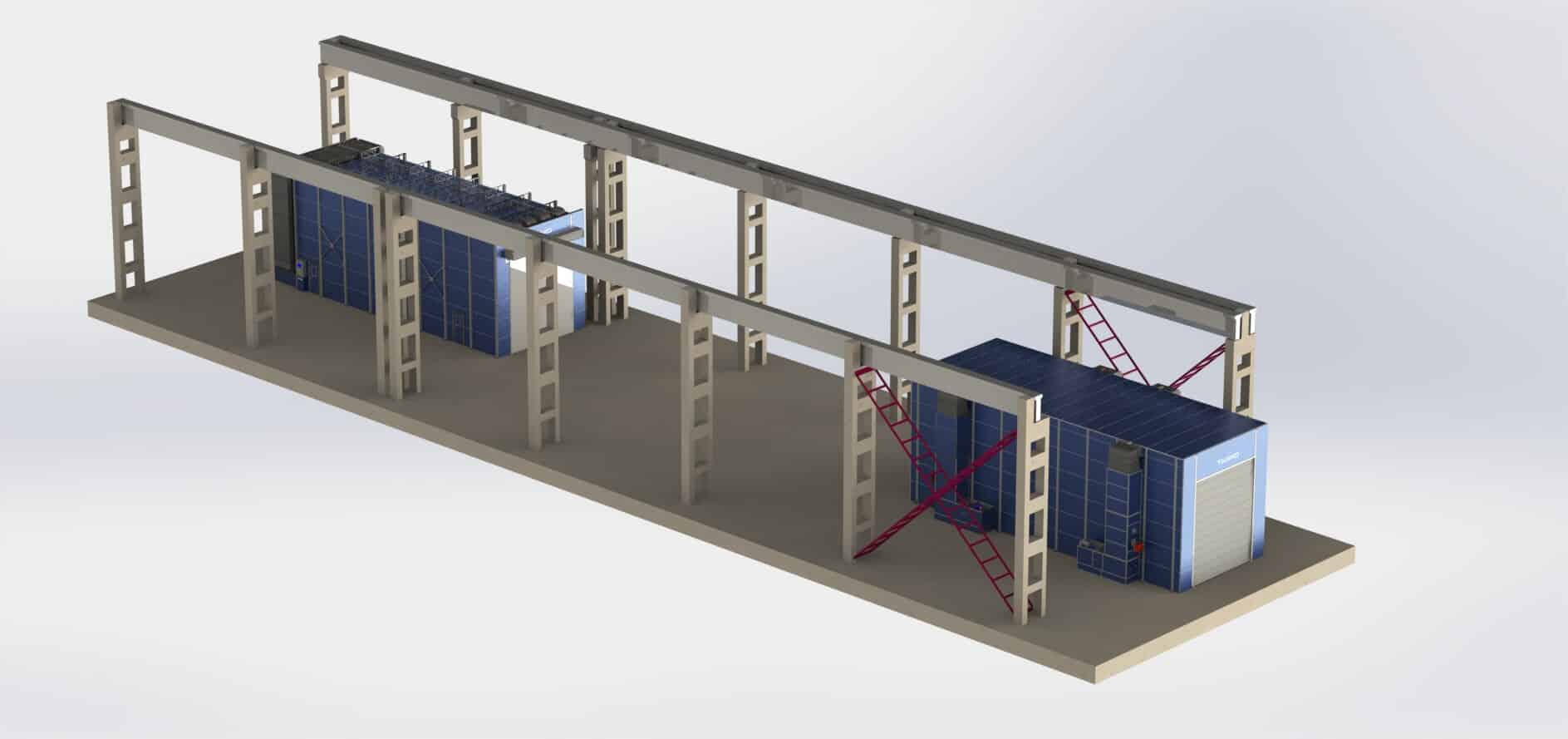
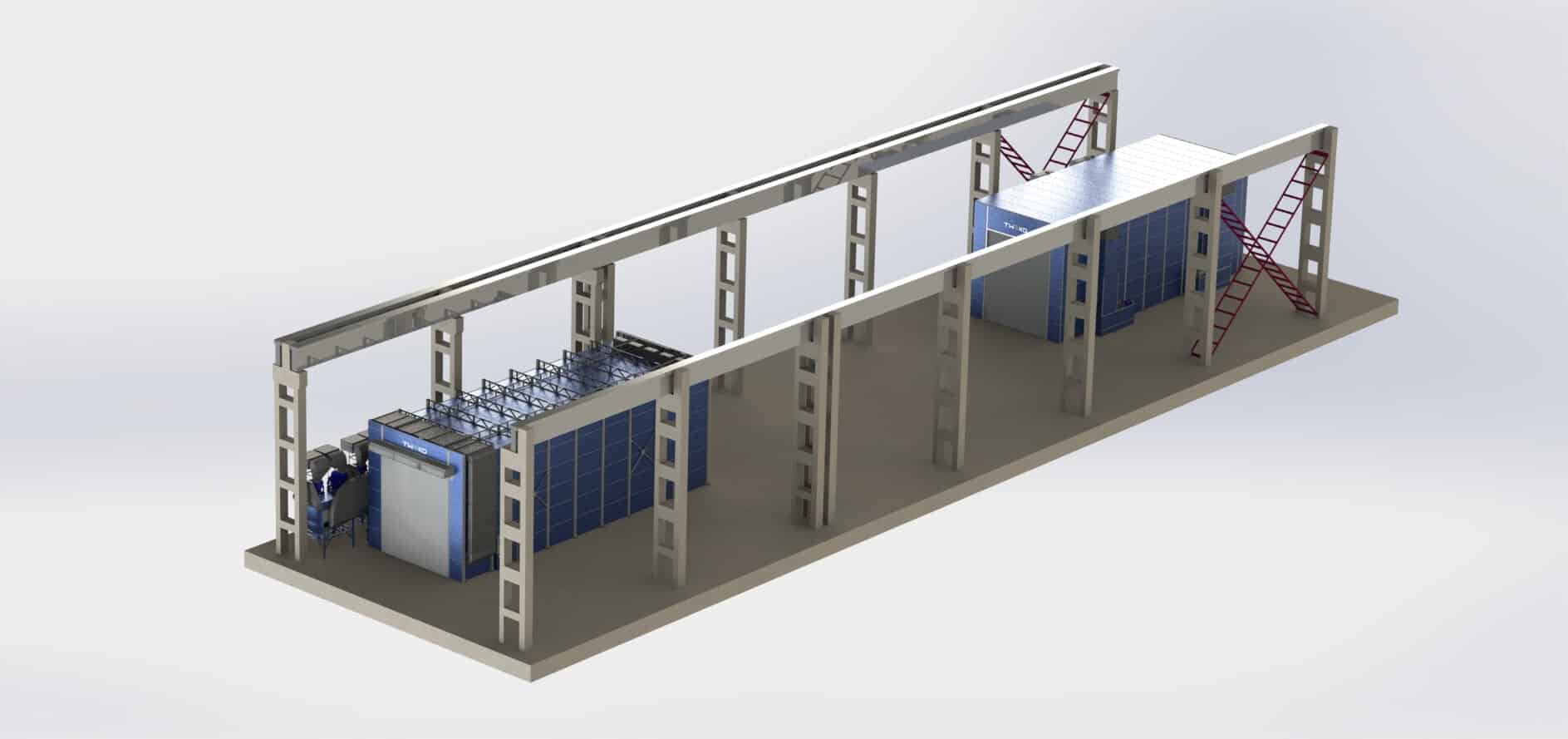
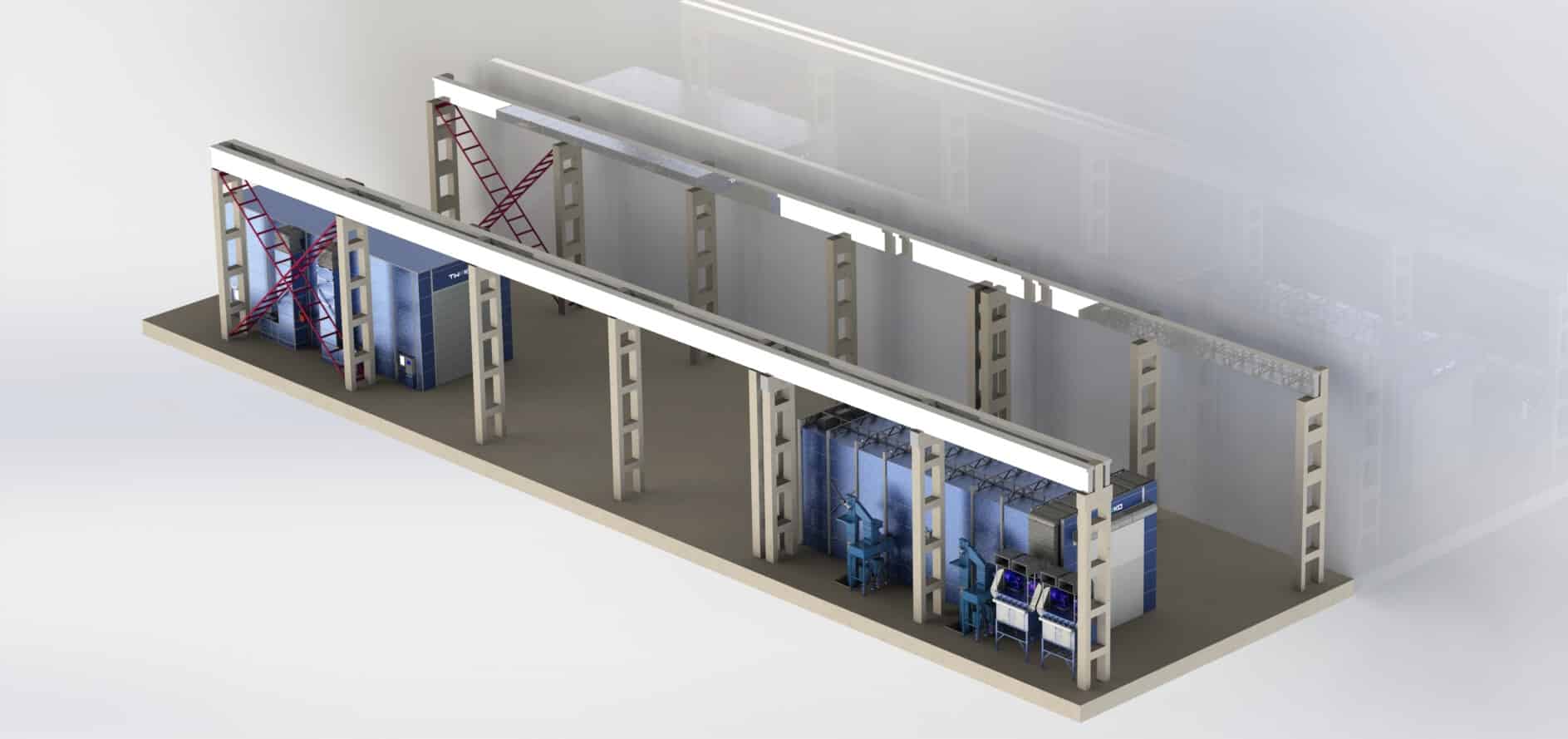
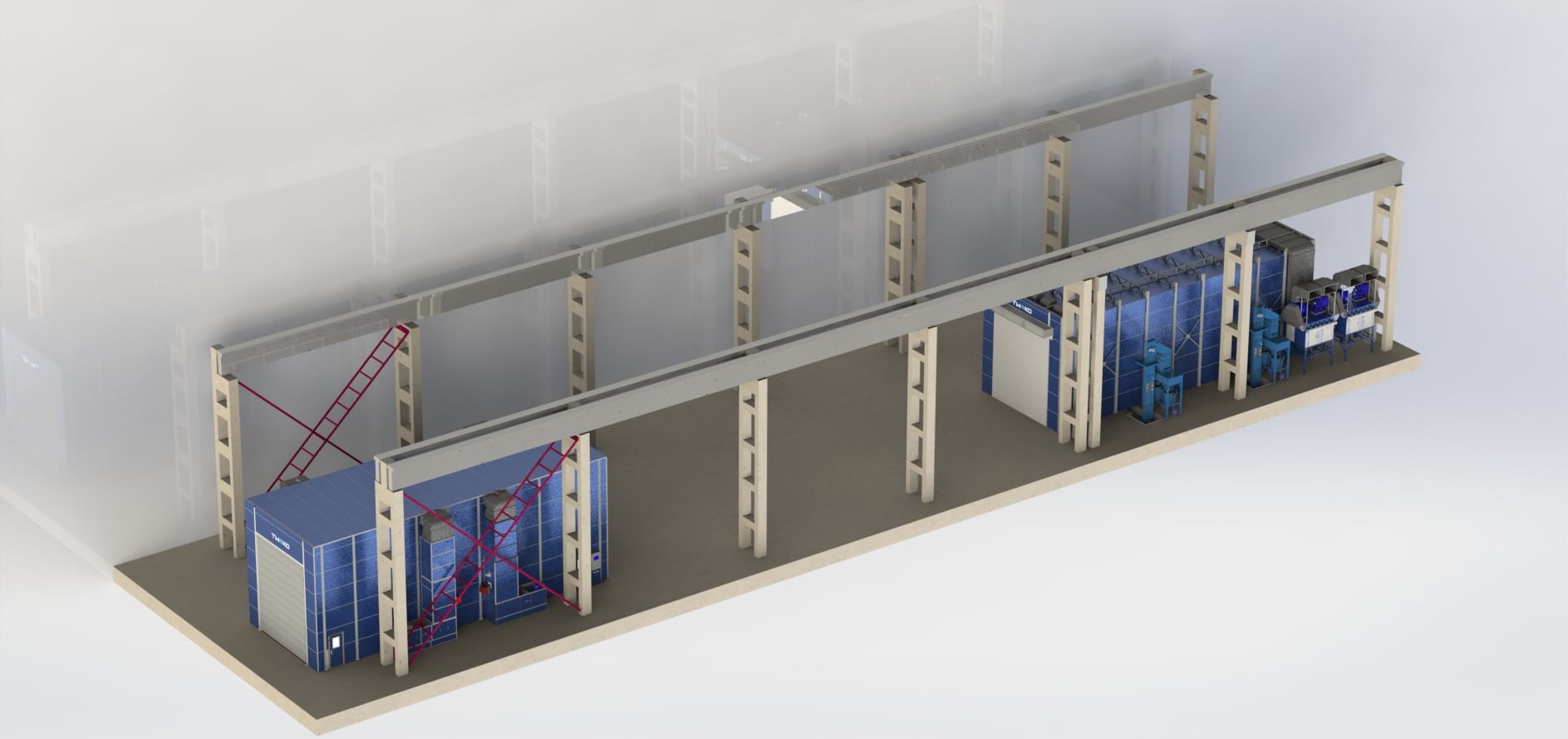
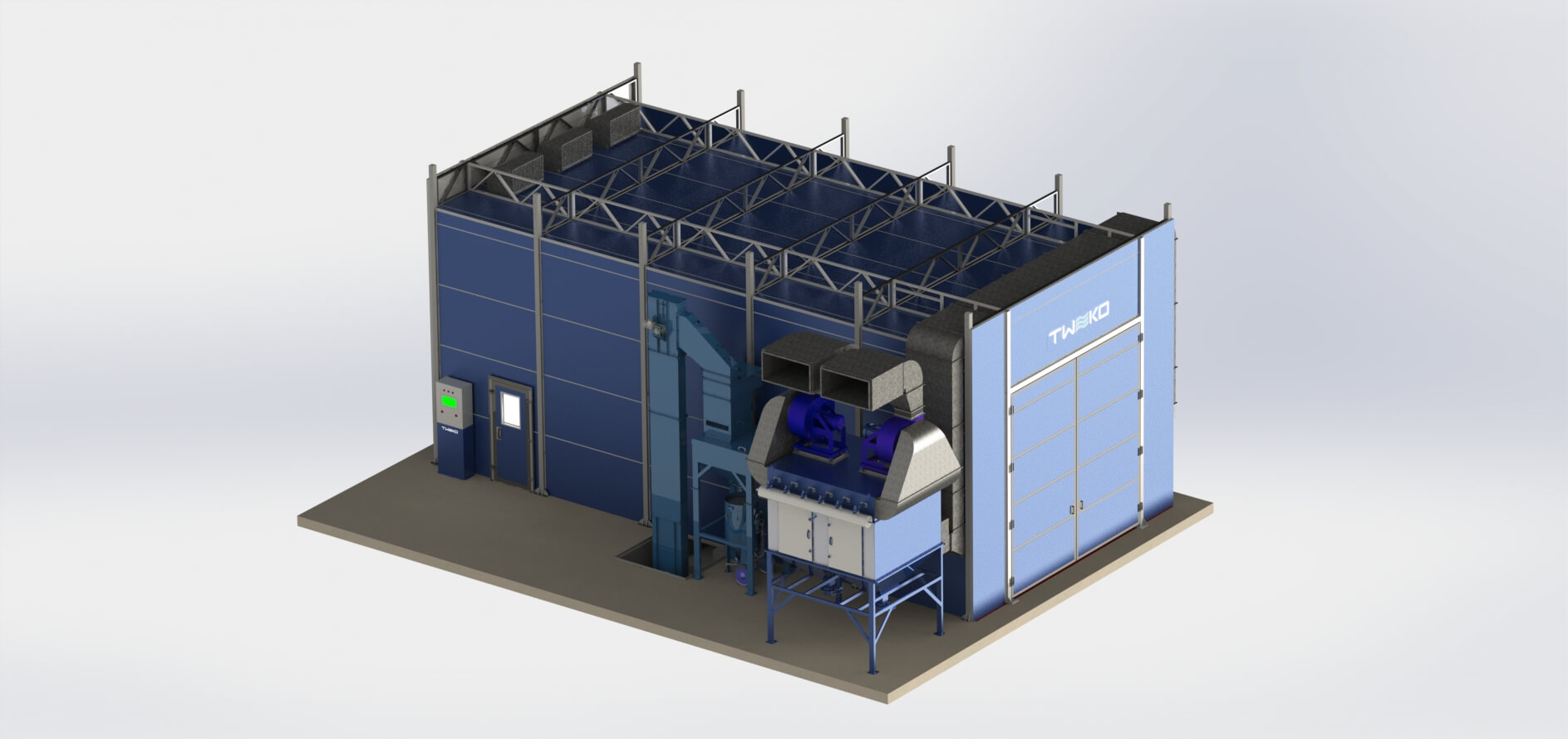
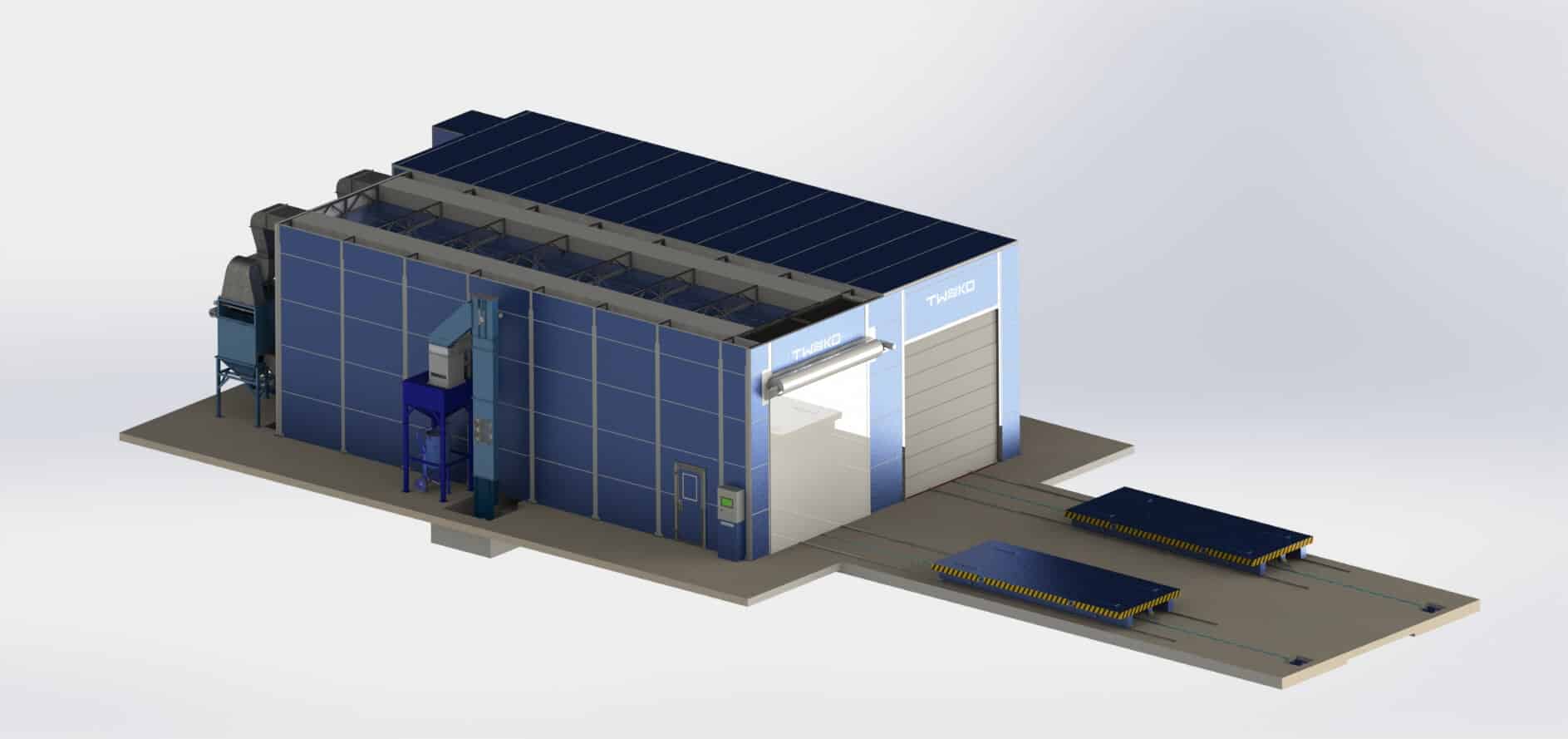
Специалисты TWEKO реализовали интегрированный технологический комплекс на базе камеры абразивоструйной очистки KASO и окрасочно-сушильной камеры серии IKFS. Решение адаптировано для обработки крупногабаритных изделий длиной до 12 м с учетом особенностей производства заказчика.
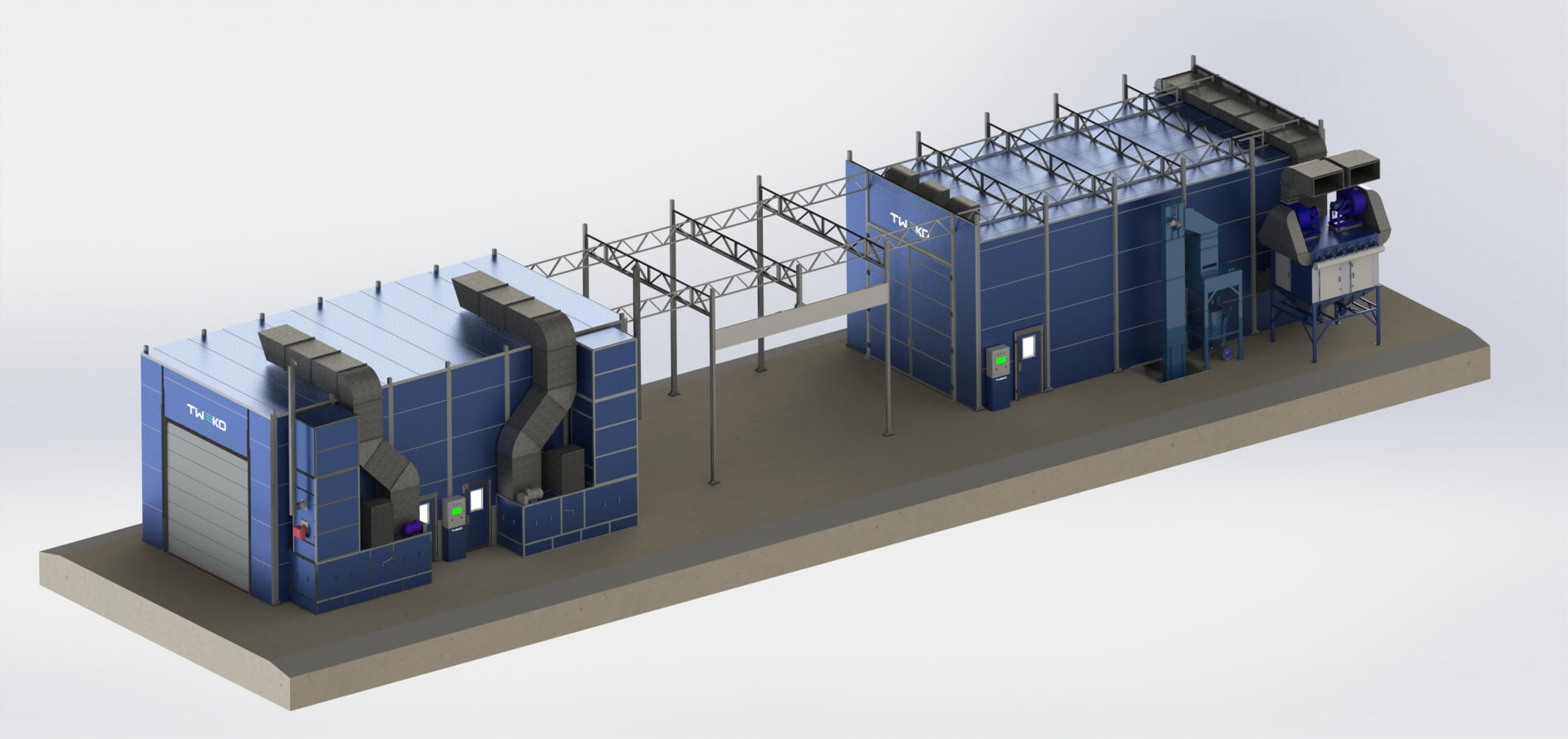
Комплекс обеспечивает последовательный цикл подготовки поверхности, нанесения покрытия и сушки с разделением «грязных» и «чистых» технологических процессов. Камеры работают автономно и интегрированы в единую производственную логику, что позволяет поддерживать стабильные параметры воздушной среды в рабочей зоне на каждом этапе обработки.
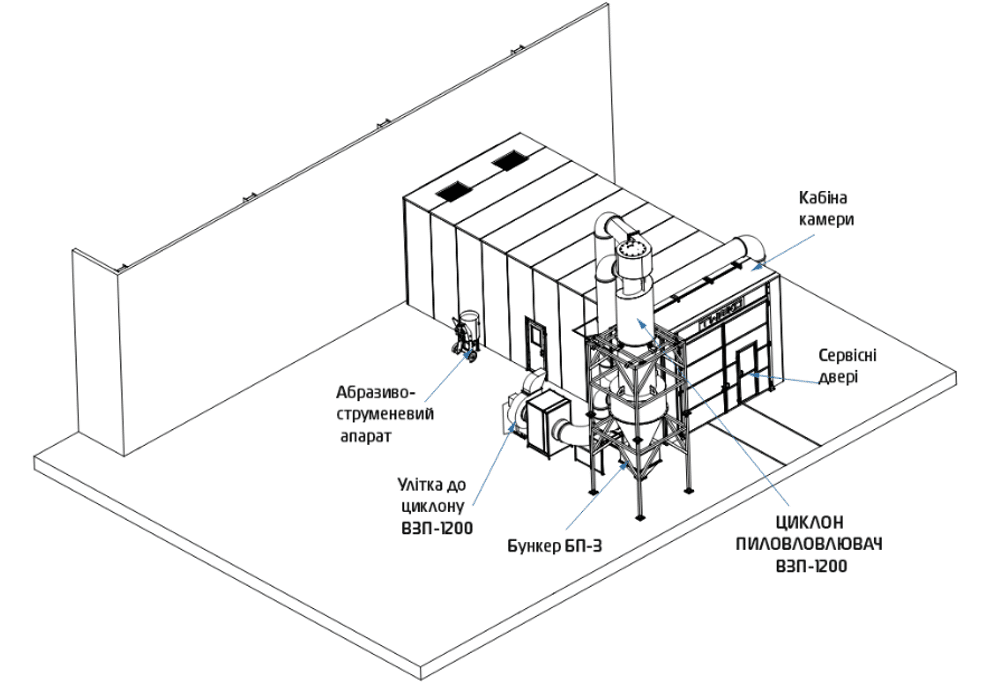
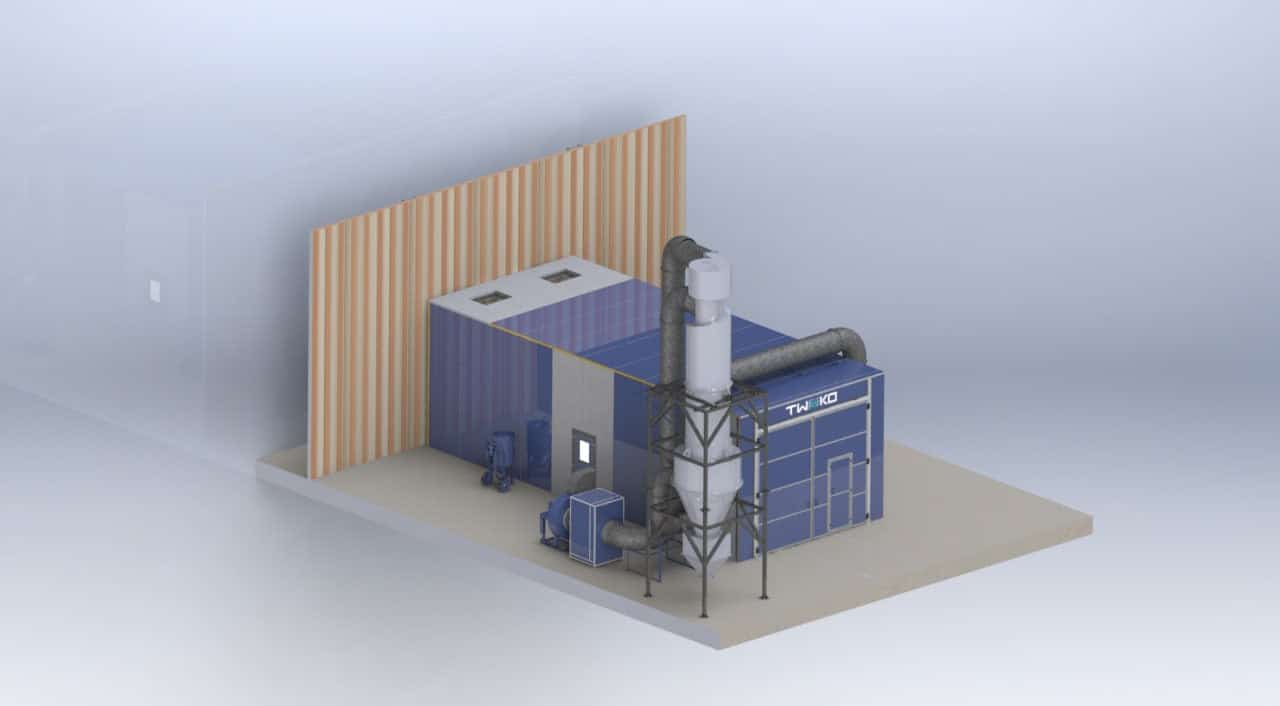
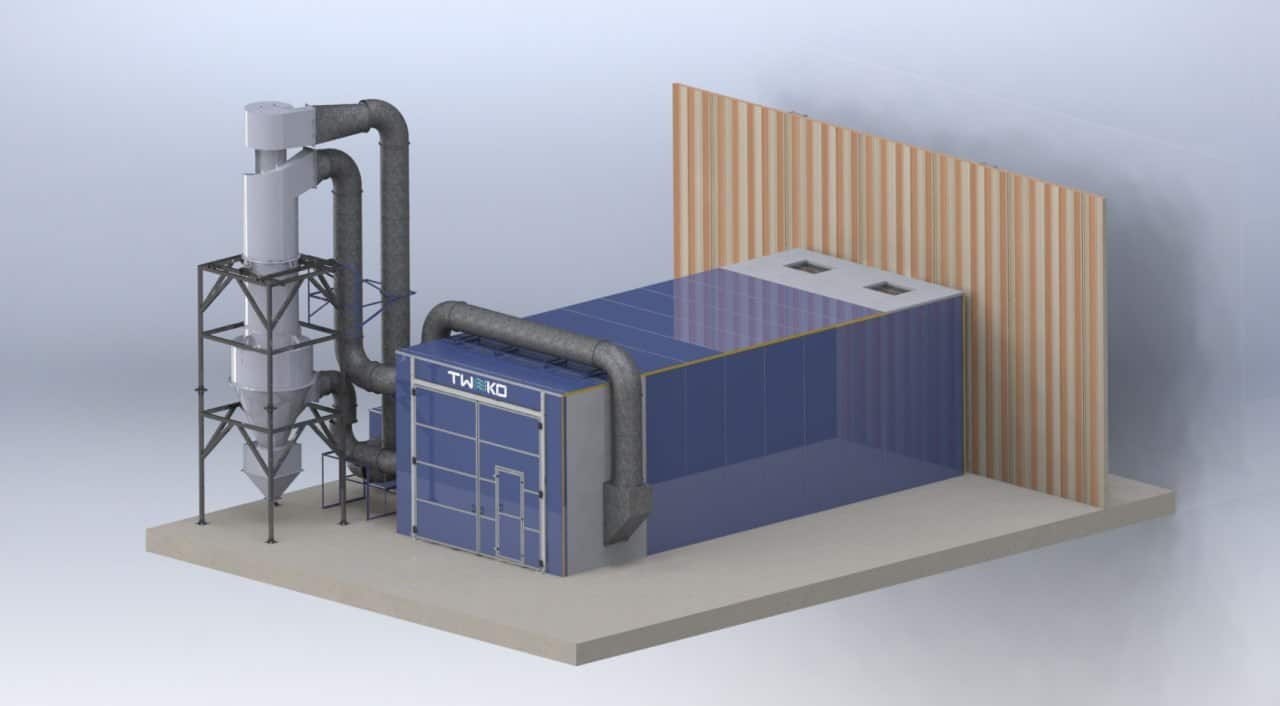
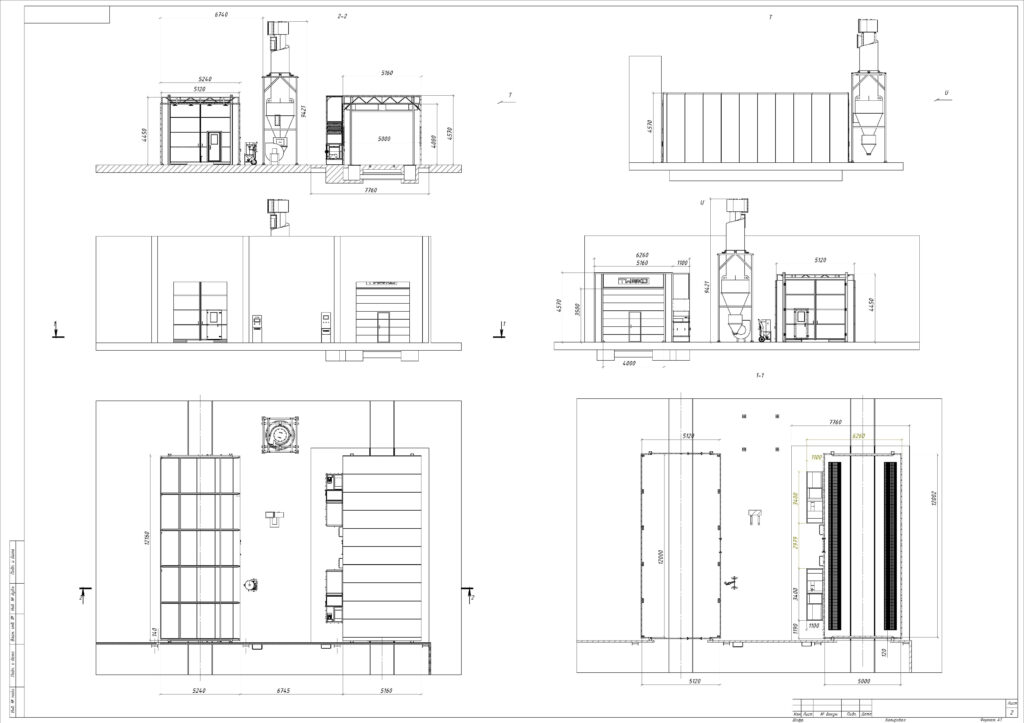
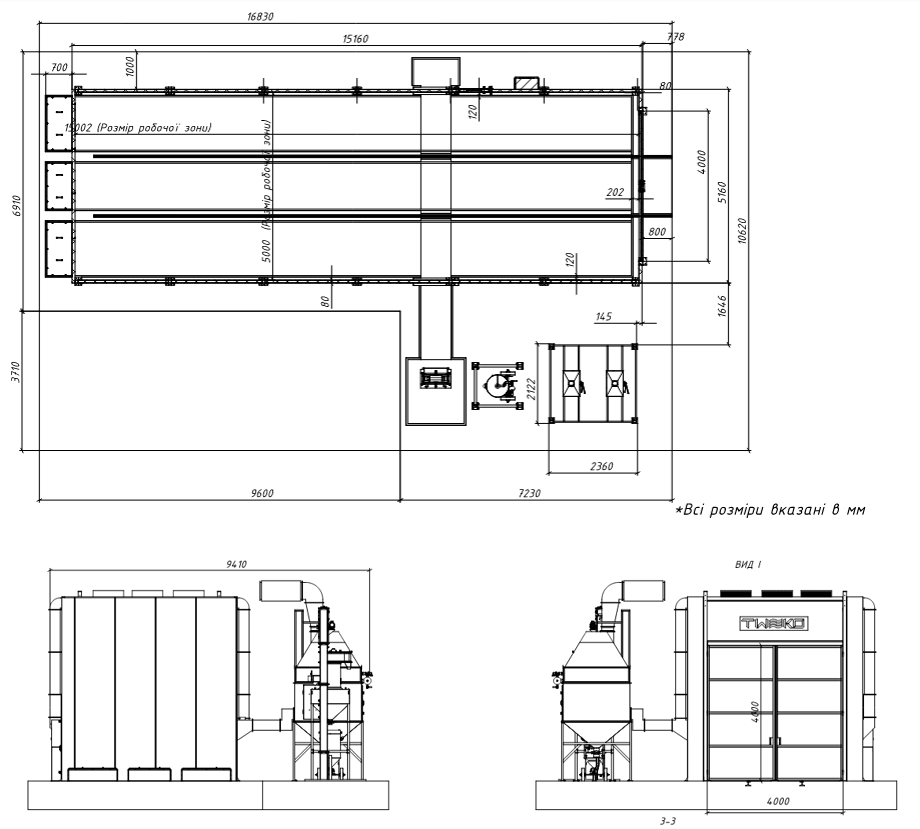
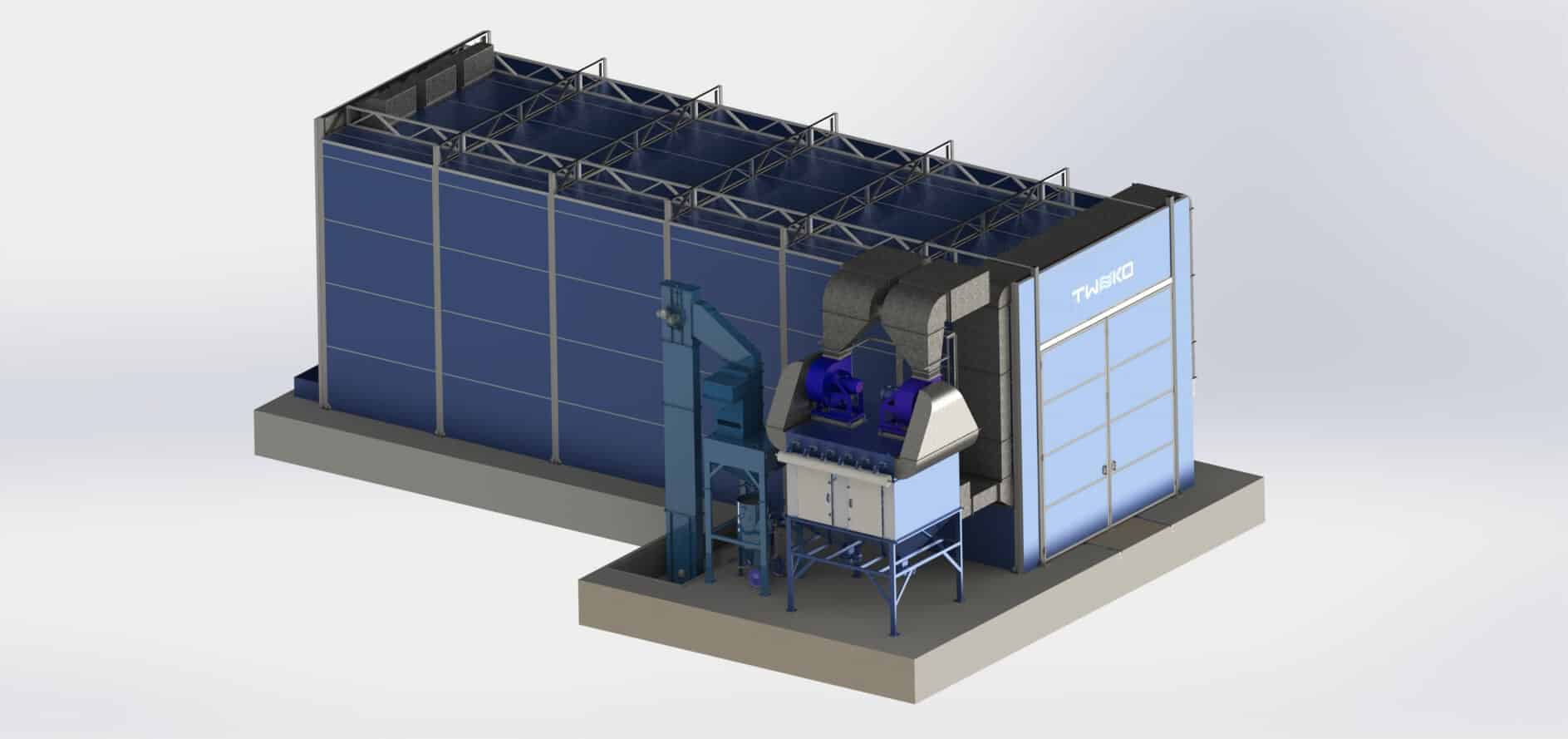
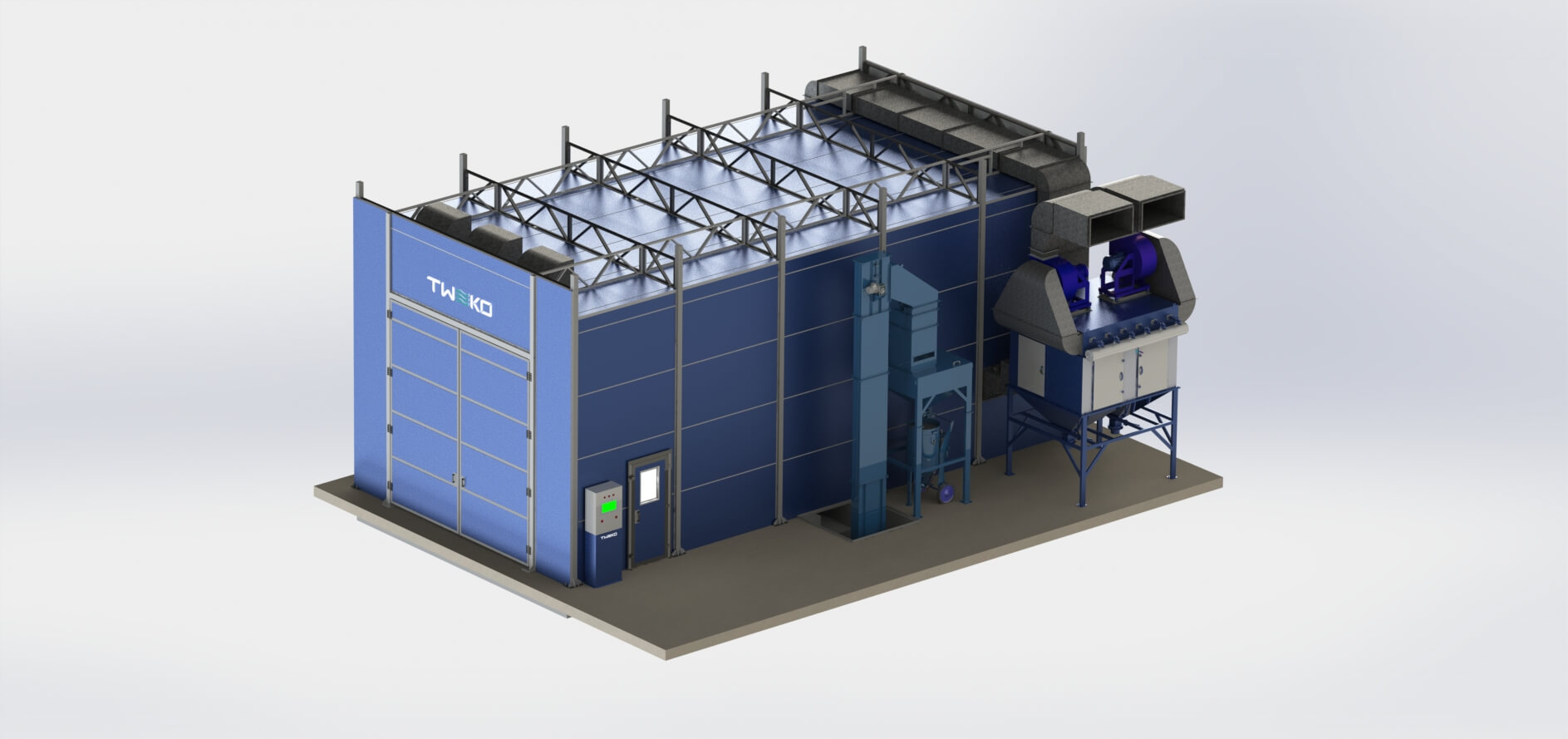
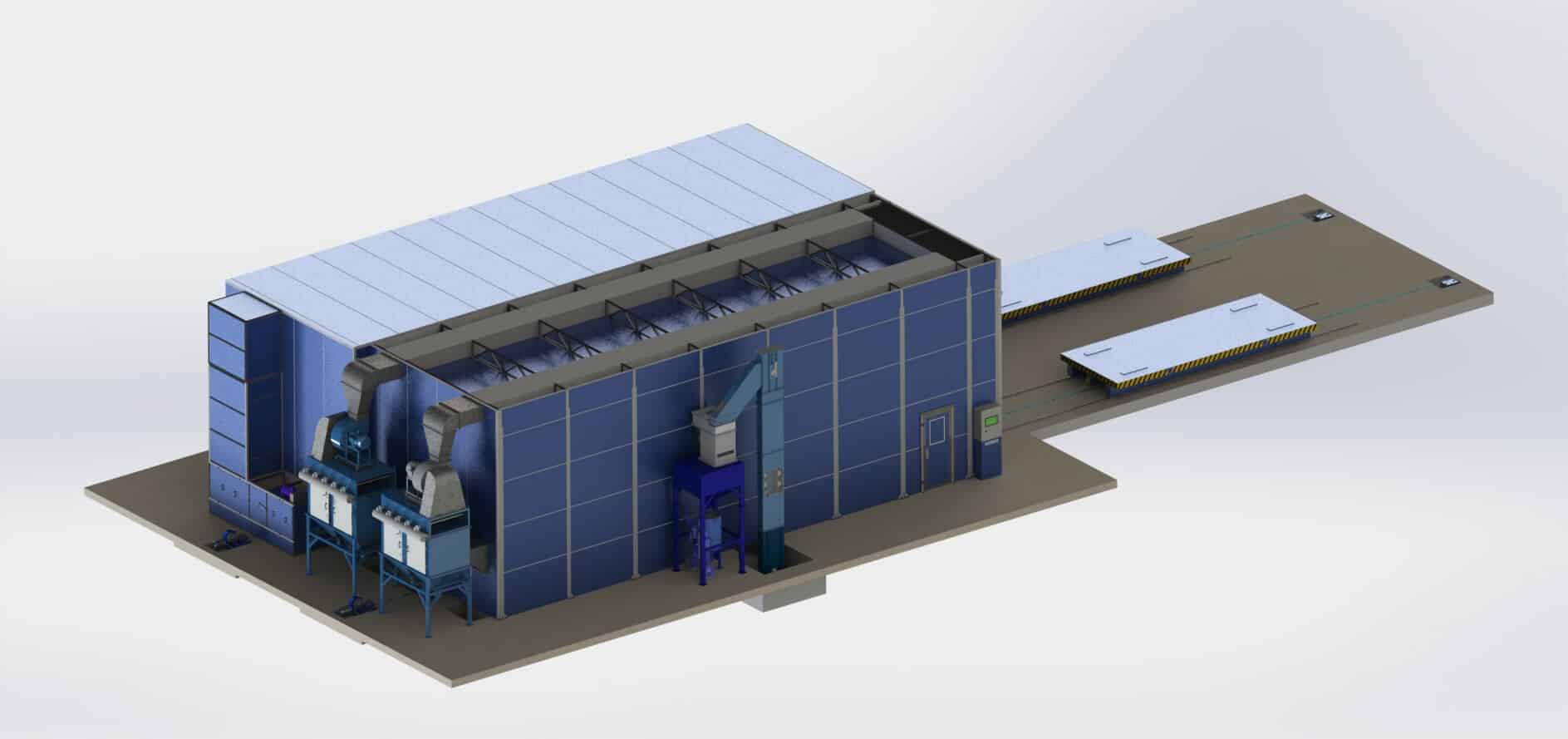
Камера абразивоструйной очистки модели KASO-7 оснащена автономной системой аспирации с функцией регенерации абразива, включающей циклон и фильтрационный узел. Рабочая зона камеры составляет 12 000 × 4 800 × 3 580 мм, что позволяет обрабатывать крупногабаритные изделия. Производительность аспирационной системы достигает 20 000 м³/ч, при этом эффективность очистки воздуха составляет до 96–99%.
Система обеспечивает непрерывное удаление пыли из рабочей зоны и автоматическую сепарацию абразива с последующим возвратом в цикл. Использование циклона позволяет отделять тяжелую фракцию, а фильтрационный узел — очищать воздух перед выбросом в окружающую среду. Мощность привода аспирационной установки составляет до 30 кВт, уровень шума снаружи камеры — до 70 дБ.
Оборудование обеспечивает одновременное выполнение операций очистки, аспирации и регенерации абразива, что гарантирует стабильность процесса подготовки поверхности и снижение расхода абразивного материала.
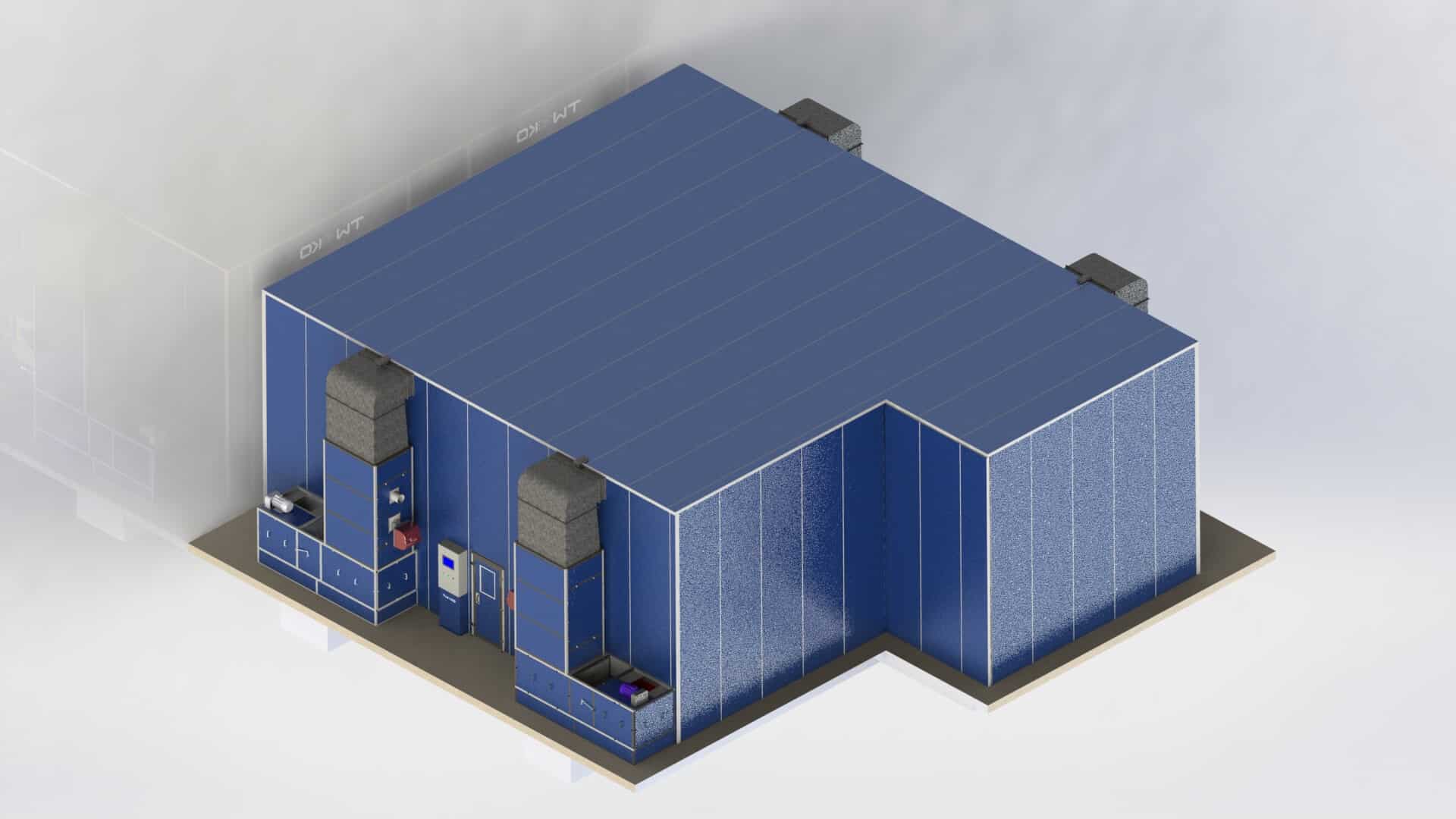
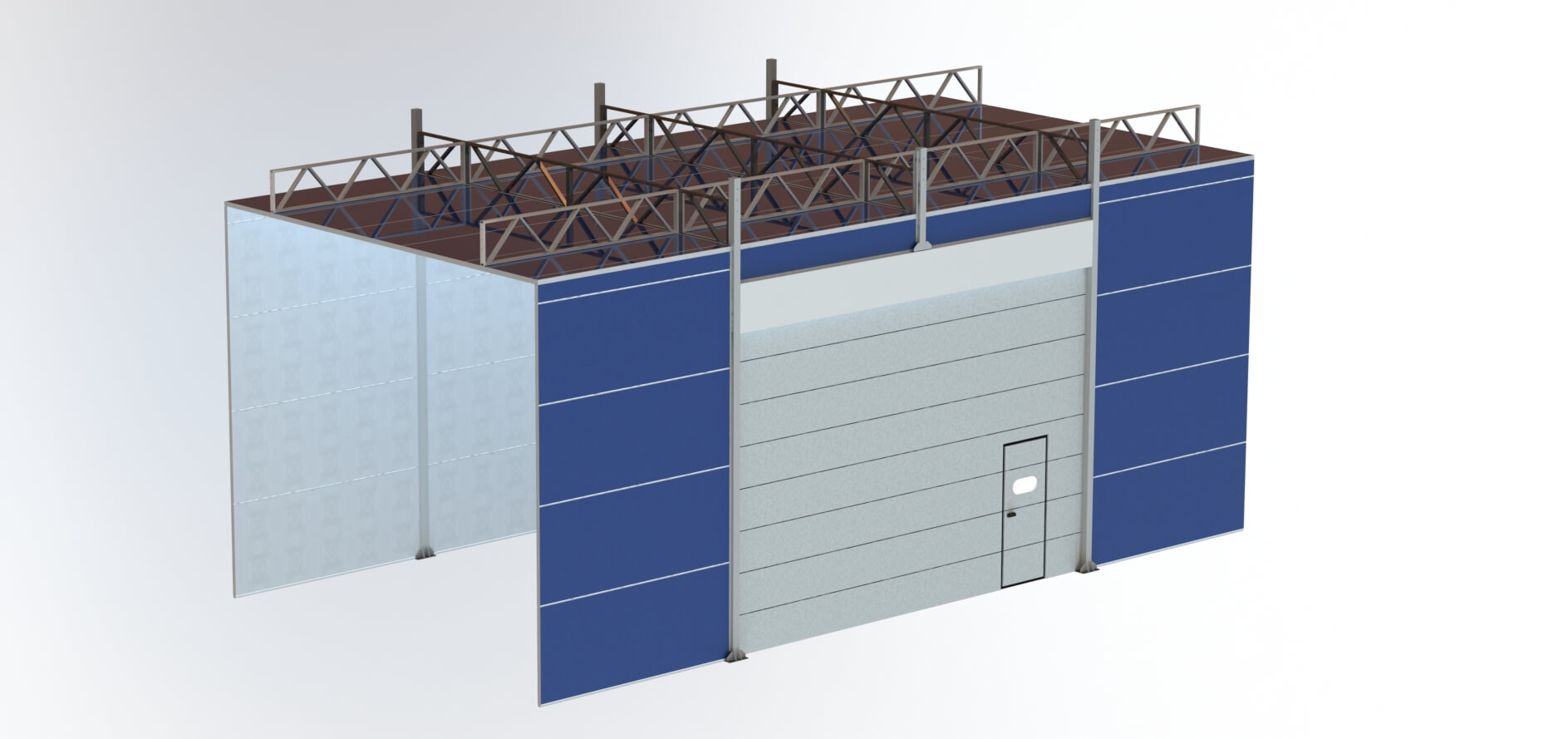
Окрасочно-сушильная камера модели IKFS-14 оборудована приточно-вытяжной вентиляцией с воздухообменом до 52 000 м³/ч, обеспечиваемой двумя приточными вентиляционными установками мощностью по 11 кВт и вытяжной установкой мощностью 7,5 кВт. Рабочая зона камеры составляет 12 000 × 5 000 × 4 000 мм, что позволяет обрабатывать крупногабаритные изделия.
Система подготовки воздуха включает многоуровневую сухую фильтрацию (предварительную, потолочную, напольную), обеспечивающую степень очистки до 96,7% и равномерную подачу воздушного потока в рабочую зону. В режиме окраски поддерживается избыточное давление в пределах 10–30 Па, что предотвращает попадание пыли извне.
Для сушки применяется электрический нагрев на базе оребренных ТЭНов (до 60 элементов) с максимальной температурой до 80°C. В данном режиме реализована рециркуляция воздуха с последовательными этапами: продувка, нагрев, сушка и охлаждение, что обеспечивает стабильность температурного режима и энергоэффективность процесса.
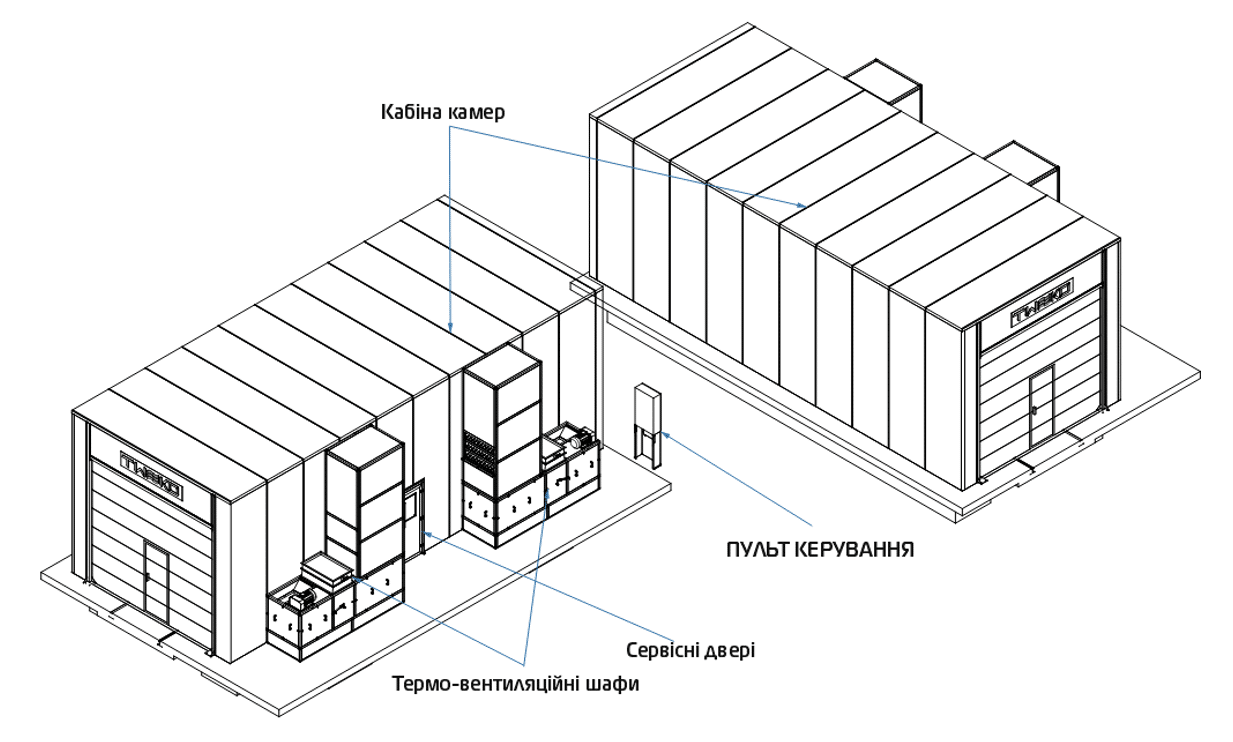
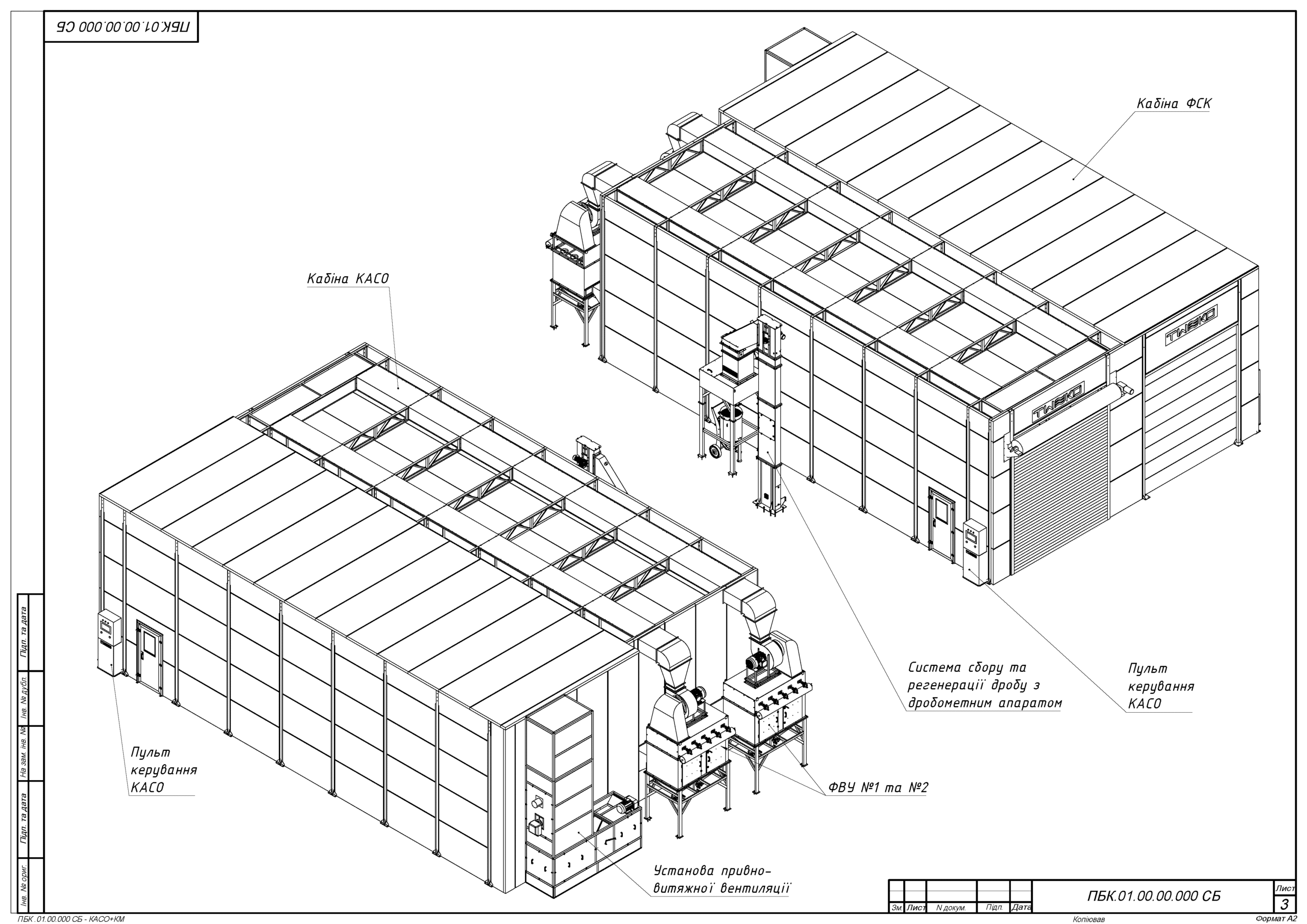
Комплекс реализован с разделением технологических зон: камера абразивоструйной очистки работает автономно от окрасочно-сушильной камеры и оснащена отдельной системой аспирации с регенерацией абразива. Между камерами предусмотрена технологическая буферная зона (~6,7 м), минимизирующая перенос пыли и обеспечивающая четкое разделение «грязного» и «чистого» процессов.
Окрасочно-сушильная камера функционирует в условиях контролируемой воздушной среды с поддержанием избыточного давления, что дополнительно исключает попадание загрязнений извне. Управление комплексом осуществляется с помощью программируемого логического контроллера с контролем температуры, давления, времени сушки и режимов работы оборудования.
Результаты проекта
Обеспечен непрерывный технологический цикл обработки изделий
Повышено качество подготовки поверхности перед окраской
Оптимизирован расход абразива за счет рециркуляции
Снижено влияние пыли на процесс окраски
Улучшены условия труда персонала
Повышена управляемость процесса за счет автоматизации
Реализованный комплекс обеспечивает выполнение полного цикла подготовки и окраски крупногабаритных изделий, характерных для предприятий тяжелого машиностроения — станин, рам, корпусов и других металлоконструкций. Контролируемые параметры воздушной среды и разделение технологических зон позволяют стабилизировать качество покрытия на изделиях большой массы и сложной геометрии.
Решение интегрировано в существующую производственную инфраструктуру и может быть применено на предприятиях машиностроения, энергетики и металлургии, где критически важны процессы подготовки поверхности и антикоррозионной защиты крупногабаритных изделий.
Нужно решение для подготовки поверхности и окраски крупногабаритных изделий на машиностроительном предприятии? Обращайтесь к специалистам TWEKO — мы подберем комплекс оборудования с учетом габаритов, технологии и задач производства.
Проходной технологический комплекс для абразивоструйной очистки и покраски
Архивы Дробеструйная камера - «Техсервис ВЕКО»
В сентябре 2024 года крупное машиностроительное предприятие обратилось в компанию TWEKO с запросом на разработку и поставку комплекса технологического оборудования для организации полного цикла подготовки поверхности, абразивоструйной очистки, мойки, окраски и сушки изделий крупного формата.
В рамках проекта TWEKO подобрала оптимальную конфигурацию оборудования, включающую камеру абразивоструйной очистки, окрасочно-сушильную камеру и вспомогательные модули, с последующей интеграцией, монтажом и вводом комплекса в эксплуатацию в октябре 2025 года.
О клиенте
Заказчик — украинское конструкторско-производственное предприятие машиностроительного профиля, специализирующееся на разработке, производстве, техническом обслуживании и ремонте специализированной автотранспортной и промышленной техники, а также поставке комплектующих.
Предприятие выполняет полный комплекс работ, включая проектирование, производство, техническое обслуживание и ремонт техники, а также поставку комплектующих и сервисную поддержку.
Благодаря развитой производственной базе и внедрению инженерных инноваций компания является одним из устойчивых системных производителей в своем сегменте.
Решение
Для обеспечения полного цикла подготовки поверхности и нанесения покрытий компанией TWEKO было реализовано комплексное технологическое решение, включающее камеру абразивоструйной очистки, окрасочно-сушильную камеру проходного типа, а также вспомогательные инженерные и технологические системы, интегрированные в единый производственный процесс.
Камера абразивоструйной очисткиДля этапа подготовки поверхности была внедрена дробеструйная камера абразивоструйной очистки серии КАСО производства TWEKO — модель KASO-15 проходного типа с единой рабочей зоной абразивоструйной очистки. Камеры серии КАСО предназначены для промышленной очистки металлических изделий от ржавчины, окалины, старых покрытий и других загрязнений с обеспечением стабильного качества поверхности перед последующими технологическими операциями.Компоновка камеры KASO-15 по проходной схеме обеспечивает непрерывную обработку крупногабаритных узлов и агрегатов и интеграцию оборудования в поточную логику производства с минимизацией простоев и ручных операций. Конструктив и инженерные системы камеры адаптированы к интенсивной промышленной эксплуатации и соответствуют требованиям предприятий тяжелого машиностроения и серийного производства.
Камера оснащена:
Механизированной системой сбора и регенерации абразива с замкнутым циклом, включающей скребковый пол, ковшовый элеватор, сепаратор и бункер-накопитель и обеспечивающей автоматический возврат очищенного абразива в рабочий процесс.
Фильтровентиляционными установками с картриджной фильтрацией и импульсной регенерацией фильтров, предназначенными для эффективной очистки запыленного воздуха рабочей зоны во время абразивоструйной обработки.
Системой вентиляции с организацией контролируемого отвода запыленного воздуха, обеспечивающей соблюдение допустимых санитарных и акустических параметров в зоне обслуживания.
Автоматизированным пультом управления с индикацией состояния основных узлов камеры, контролем работы вентиляционных установок, систем регенерации абразива и транспортных механизмов.
Въездными и выездными воротами проходного типа, рассчитанными на обработку крупногабаритных изделий в поточном режиме, а также сервисными дверями для персонала с элементами межблокировки.
Внутренней износостойкой защитной обшивкой и системой промышленного освещения рабочей зоны, адаптированными к условиям интенсивной абразивоструйной эксплуатации.
Конструкция камеры, инженерные системы и автоматика управления реализованы с учетом требований технологического процесса и условий эксплуатации предприятия, что обеспечило стабильную работу оборудования в промышленном режиме и его полноценную интеграцию в производственную инфраструктуру предприятия.
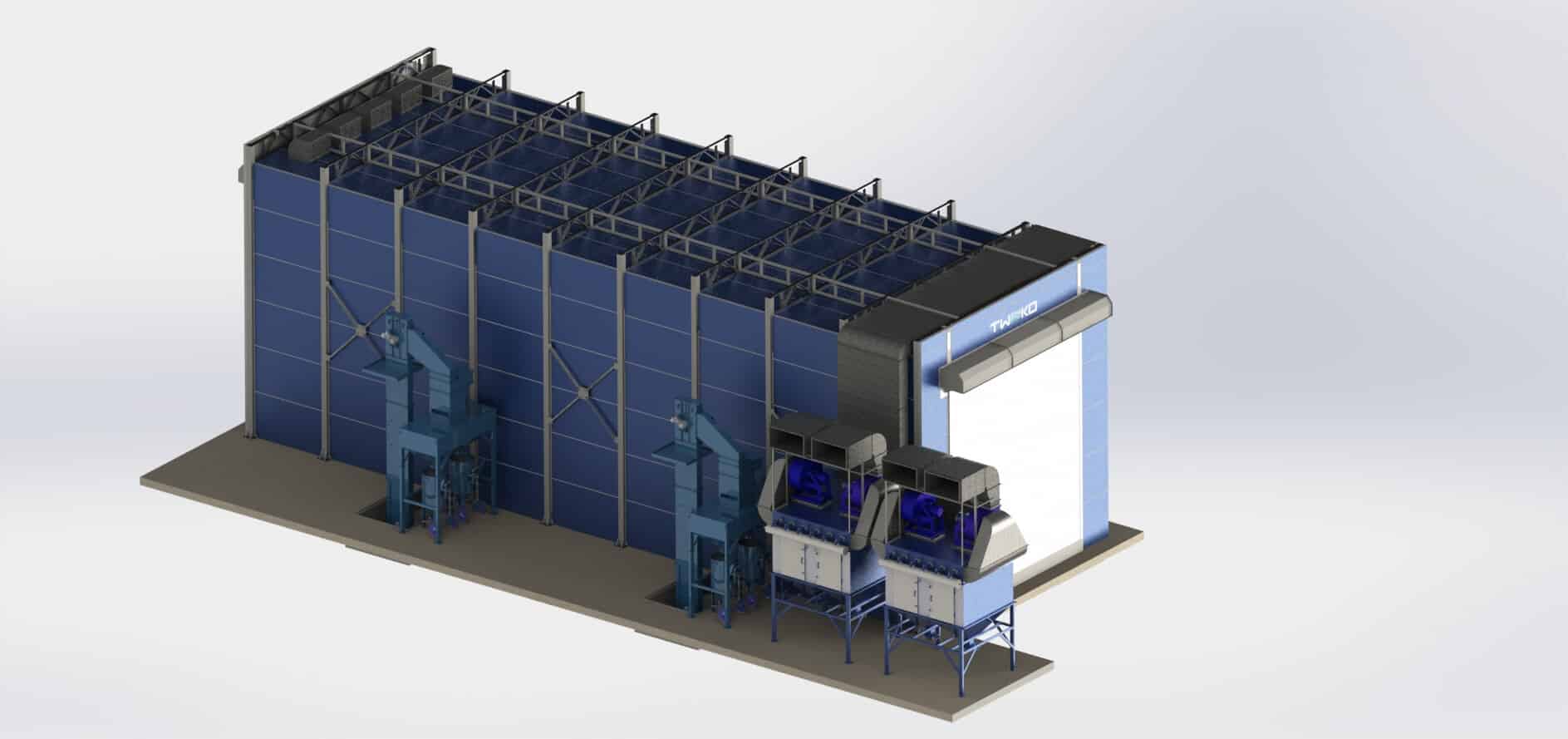
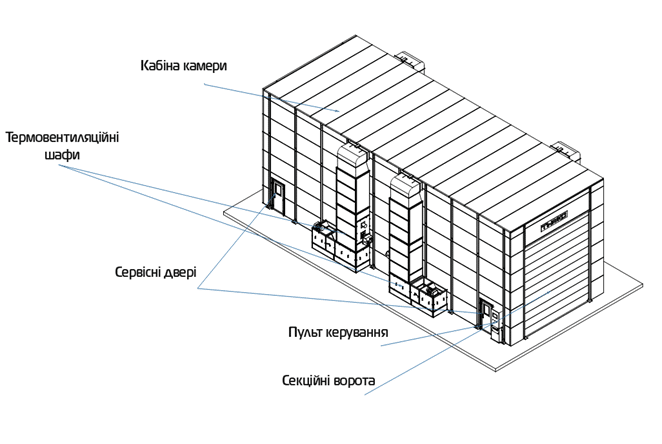
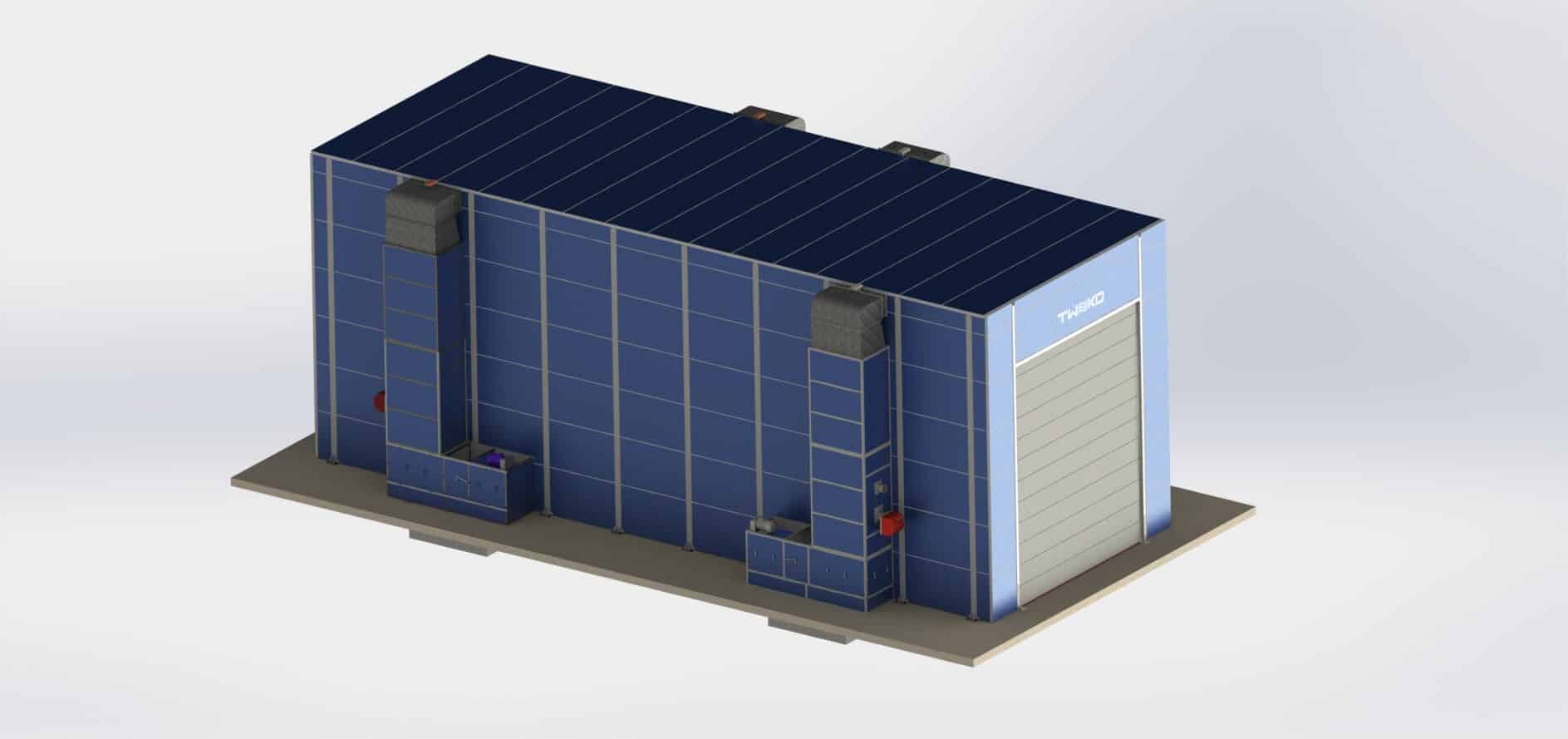
Окрасочно-сушильная камераДля этапов нанесения лакокрасочных покрытий и сушки изделий в составе комплекса была реализована окрасочно-сушильная камера серии IKFS Diagonal модели IKFS-2-15, предназначенная для работы с крупногабаритными изделиями в условиях промышленного производства.
Камера выполнена по проходной схеме с двумя рабочими зонами и диагональной организацией воздушных потоков, что обеспечивает равномерное распределение воздуха при окраске, эффективное удаление аэрозолей лакокрасочных материалов и стабильные условия сушки по всему объему изделия независимо от его габаритов и геометрии.
Камера оснащена:
Приточно-вытяжной вентиляцией с контролируемым воздухообменом, обеспечивающей равномерное распределение воздушных потоков в рабочих зонах и стабильные условия нанесения лакокрасочных покрытий.
Системами фильтрации подаваемого и отработанного воздуха, предназначенными для очистки воздушной среды рабочей зоны и снижения выбросов аэрозолей лакокрасочных материалов.
Термовентиляционными шкафами, интегрированными в конструкцию камеры, обеспечивающими нагрев, циркуляцию воздуха и автоматическое поддержание заданных температурных режимов в процессе сушки.
Автоматизированной системой управления с пультом оператора, позволяющей управлять режимами окраски, сушки, продувки и охлаждения, а также контролировать работу вентиляционных и тепловых систем.
Системами технологических блокировок и контроля, исключающими работу оборудования при недопустимых параметрах температуры, давления или состоянии инженерных систем.
Въездными, выездными и межзонными воротами, рассчитанными на проход крупногабаритных изделий в поточном режиме и обеспечивающими герметичность рабочих зон при окраске и сушке.
Конструкция камеры, система воздухообмена и автоматика управления реализованы в соответствии с техническим заданием и проектной документацией, что обеспечило стабильную работу окрасочно-сушильного оборудования в условиях промышленной эксплуатации и его интеграцию в единый технологический процесс предприятия.
Все технологические модули — камера абразивоструйной очистки, окрасочно-сушильная камера и вспомогательные инженерные системы — были объединены в единый технологический комплекс. В рамках проекта выполнены прокладка инженерных коммуникаций, электромонтажные и пусконаладочные работы, после чего оборудование было введено в промышленную эксплуатацию в установленные сроки.
Технические характеристики комплекса
*Состав и конфигурация оборудования в соответствии с проектной и эксплуатационной документацией
Компонент
Камера абразивоструйной очистки
Окрасочно-сушильная камера
Общие характеристики
Тип камеры
Проходная, однозонная
Проходная, двухзонная
Общая длина*
≈ 11,5 м
≈ 15,2 м
Габариты
Внутренние размеры (рабочая зона)
≈ 11,0 × 6,5 × 5,2 м
≈ 7,5 × 6,0 × 5,0 м (каждая зона)
Наружные размеры
≈ 11,5 × 10,1 × 5,8 м
≈ 15,2 × 7,3 × 5,7 м
Сервисный доступ
Сервисные двери
840 × 1 975 мм, 2 шт.
Предусмотрены
Вентиляция и воздухообмен
Тип вентиляции
Фильтровентиляционная
Приточно-вытяжная
Производительность вентиляции
30 000 м³/ч × 2 установки
32 500 м³/ч — приток
25 000 м³/ч — вытяжка
Технологические системы
Основное назначение
Абразивоструйная очистка поверхностей
Окраска и сушка изделий
Система нагрева
Не предусмотрена
Дизельные горелки, 2 шт.
Максимальная температура в камере
—
до 60 °C
Электропитание и освещение
Электропитание оборудования
380 В / 50 Гц
380 В / 50 Гц
Электропитание освещения
220 В / 50 Гц
220 В / 50 Гц
Максимальная мощность освещения
до 2 кВт
до 3 кВт
Акустические параметры
Уровень шума снаружи камеры
до 70 дБ
до 70 дБ
Ключевые компоненты камер абразивоструйной очистки (КАСО) и окрасочно-сушильной (КФС)
*Состав и конфигурация оборудования в соответствии с проектной и эксплуатационной документацией
Компонент
КАСО
КФС
Кабина
Металлическая кабина проходного типа с одной рабочей зоной, въездными и выездными воротами, сервисными дверями для персонала, внутренней износостойкой защитной обшивкой, системой промышленного освещения и элементами герметизации, адаптированными к условиям абразивоструйной обработки.
Металлическая кабина проходного типа с двумя независимыми рабочими зонами, въездными, выездными и межзонными воротами, сервисными дверями для персонала, системами потолочного и настенного освещения и герметизированным конструктивом для режимов окраски и сушки.
Система обработки материала
Механизированная система сбора и регенерации абразива с замкнутым циклом, включающая скребковый пол, ковшовый элеватор (норию), сепаратор, бункер-накопитель и автоматический возврат очищенного абразива в рабочий процесс.
Система нанесения лакокрасочных материалов и сушки изделий с использованием термовентиляционных шкафов, управляемого воздухообмена и автоматического поддержания заданных технологических параметров.
Фильтровентиляционная система
Фильтровентиляционные установки с картриджной фильтрацией и импульсной регенерацией фильтров, системой воздуховодов и организацией эффективного отвода запыленного воздуха из рабочей зоны.
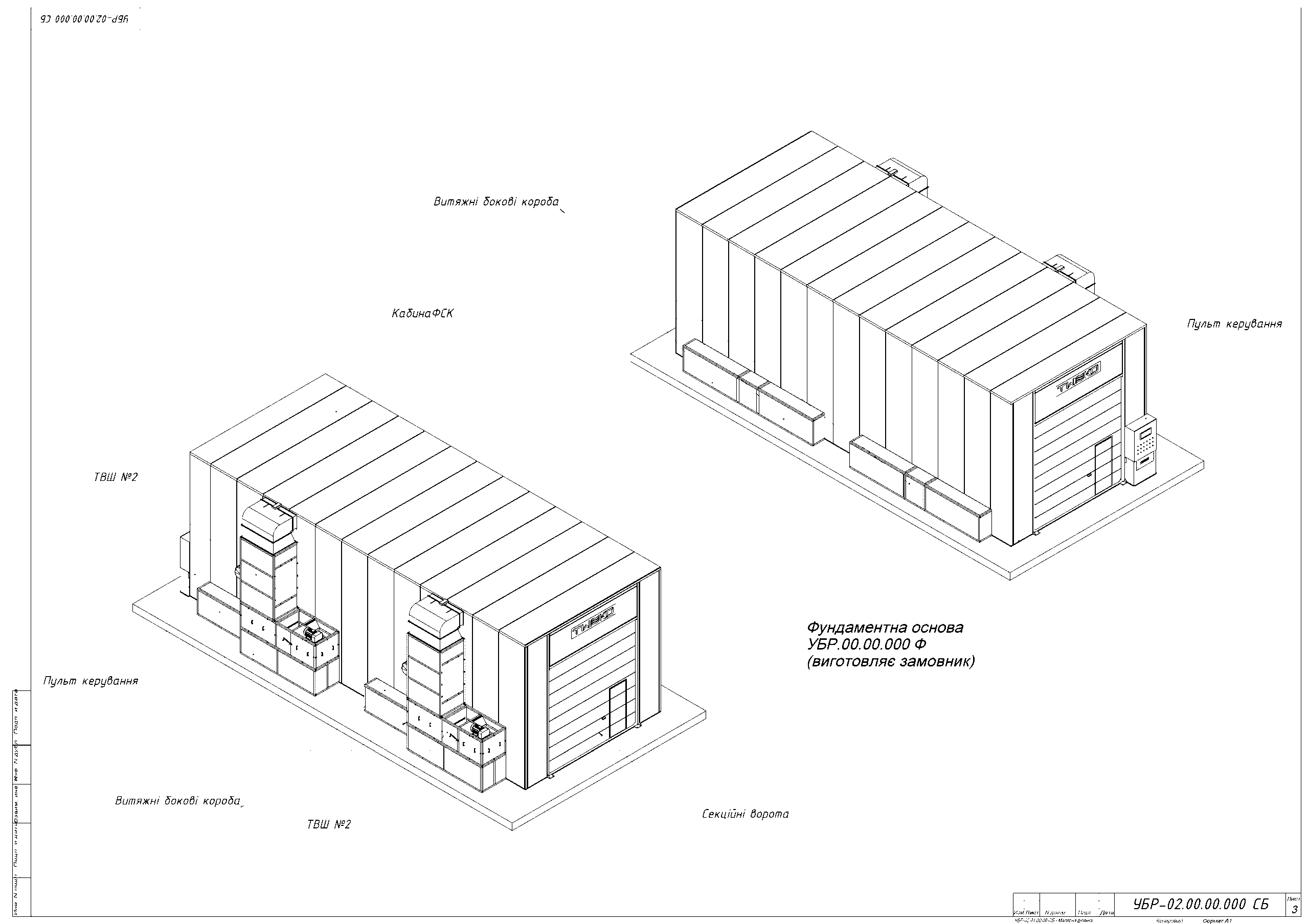
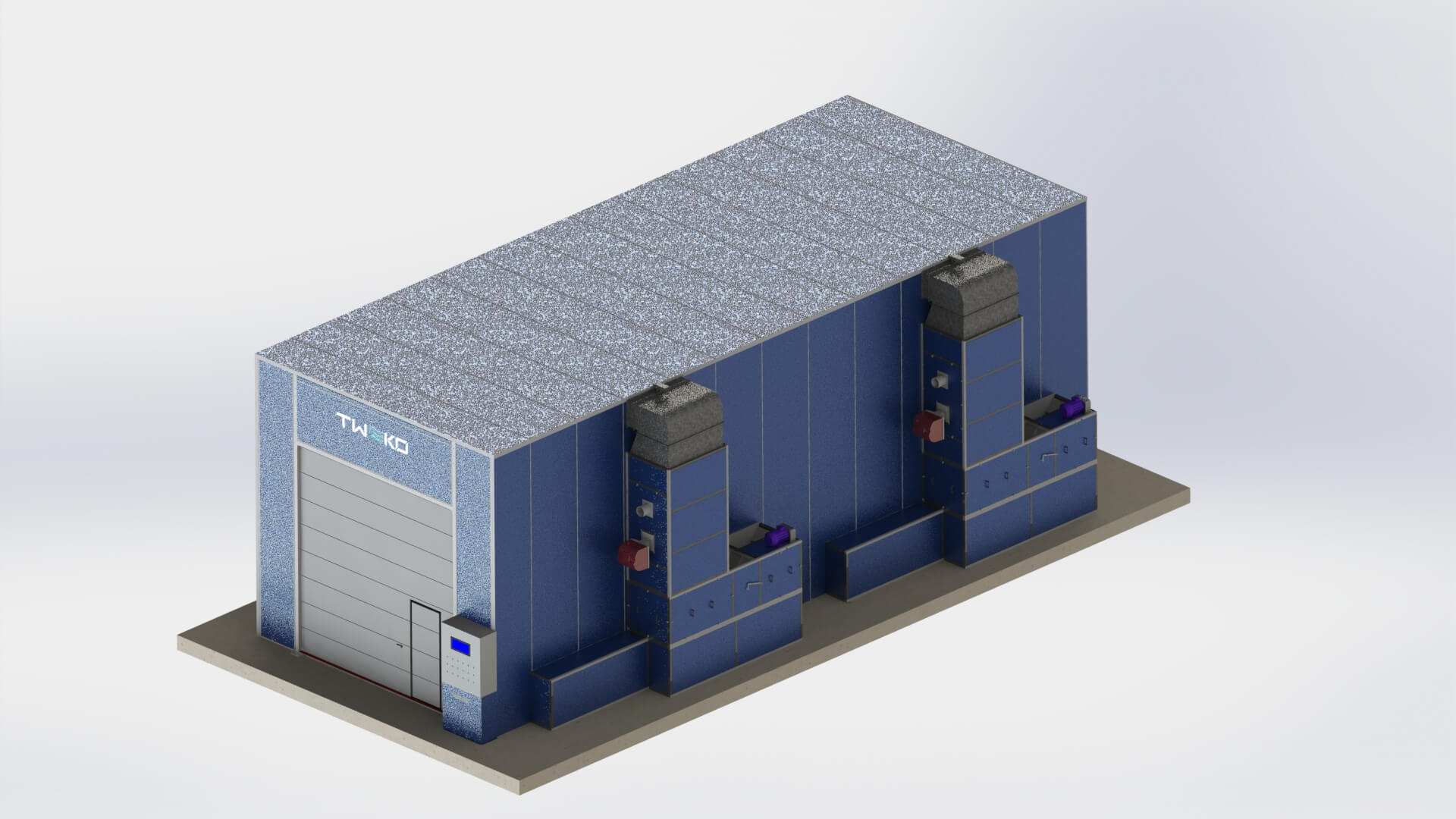
Приточно-вытяжная вентиляция с боковыми вытяжными коробами, системами фильтрации приточного и отработанного воздуха и контролируемым распределением воздушных потоков в рабочих зонах камеры.
Транспорт и рабочая зона
Проходная схема обработки крупногабаритных изделий и узлов значительной массы без выполнения реверсивных или промежуточных технологических операций.
Проходная схема окраски и сушки изделий крупного формата с разделением на две независимые рабочие зоны для последовательной или параллельной обработки.
Система отопления / сушки
Не предусмотрена. Камера предназначена исключительно для абразивоструйной очистки поверхностей без тепловой обработки изделий.
Термовентиляционные шкафы, интегрированные в конструкцию камеры, обеспечивающие нагрев, циркуляцию воздуха и автоматическое поддержание режимов сушки.
Система управления
Автоматизированные пульты управления с индикацией состояния основных узлов, контролем работы вентиляции, систем регенерации абразива и транспортных механизмов.
Автоматизированный пульт управления с программируемым логическим контроллером, датчиками контроля давления и температуры, терморегулятором, таймерами и счетчиком моточасов.
Безопасность и эксплуатация
Ударозащищенное промышленное освещение, защитные элементы внутренней обшивки, системы блокировок, централизованный контроль работы оборудования и межблокировка технологических узлов.
Противопожарные клапаны, контроль давления в рабочих зонах, системы технологических блокировок, управление воздушными потоками и защита от работы оборудования при недопустимых параметрах.
Реализация проекта
Реализация проекта выполнялась поэтапно и охватывала период с сентября 2024 года по октябрь 2025 года, с привлечением инженерных, конструкторских, производственных и сервисных подразделений компании TWEKO, а также строительных и монтажных подрядчиков заказчика.
Проектирование и согласование решений ▼
На начальном этапе было проработано техническое задание заказчика с учетом габаритов и массы изделий крупного формата, способа их транспортирования внутри камер, а также особенностей производственной площадки.
разработка компоновочных решений камер абразивоструйной очистки и окрасочно-сушильной камеры проходного типа с разделением на две рабочие зоны;
определение размещения термовентиляционных шкафов, систем вентиляции и фильтрации;
формирование требований к фундаментам, приямкам, навесу и инженерным коммуникациям;
подготовка рекомендаций по компрессорной (габариты помещения, условия эксплуатации, температурный режим).
Проектные решения уточнялись во взаимодействии с заказчиком и его строительной организацией.
Разработка конструкторской документации ▼
чертежи кабин КАСО и КФС;
чертежи каркасов, ворот, перегородок и потолочных конструкций;
документация на скребковый пол, сепаратор, норию и бункер абразива;
схемы вентиляционных систем, боковых коробов и воздуховодов;
рекомендации по пневмомагистралям и компрессорной обвязке.
Документация использовалась для собственного производства оборудования и координации работ с подрядчиками.
Изготовление и подготовка оборудования ▼
металлоконструкций камер;
систем сбора и регенерации абразива;
вентиляционных и фильтрационных узлов;
элементов автоматики и управления.
Выполнялась поэтапная комплектация и отгрузка оборудования в соответствии с готовностью строительной части.
Монтаж и интеграция на объекте ▼
установка каркасов и ограждающих конструкций камер;
монтаж скребкового пола, транспортеров, сепаратора и бункера абразива;
монтаж вентиляционных установок, воздуховодов и фильтрационных систем;
установка термовентиляционных шкафов окрасочно-сушильной камеры;
прокладка электрических и пневматических коммуникаций;
интеграция пультов управления и систем автоматики.
Монтаж выполнялся в соответствии с утвержденными регламентами с техническим сопровождением.
Пусконаладочные работы и ввод в эксплуатацию ▼
проверка работы вентиляционных и фильтрационных систем;
настройка автоматики и систем управления;
проверка работы систем сбора и регенерации абразива;
подготовка комплекса к эксплуатации с однозонной КАСО и двухзонной КФС.
Комплекс введен в промышленную эксплуатацию в октябре 2025 года с оформлением технической документации.
Принцип работы комплекса
Технологический комплекс построен по проходной схеме и обеспечивает последовательное выполнение операций подготовки поверхности, нанесения покрытий и сушки изделий крупногабаритных узлов и агрегатов.
Абразивоструйная очистка (KASO-15)
Изделие подается в рабочую зону камеры абразивоструйной очистки через въездные ворота и размещается в рабочей зоне камеры. Обработка выполняется с использованием абразивоструйных аппаратов с централизованной системой подачи и регенерации абразива.
В процессе очистки:
отработанный абразив попадает на скребковый пол;
механически транспортируется к сепаратору;
проходит очистку и отделение загрязнений;
возвращается в бункер-накопитель для повторного использования.
Запыленный воздух из рабочей зоны отводится через фильтровентиляционные установки, где проходит очистку перед выбросом. Работа систем сбора абразива, вентиляции и вспомогательных механизмов координируется через пульты управления.
Окраска и сушка (КФС IKFS-2-15)
После завершения подготовки поверхности изделие перемещается в окрасочно-сушильную камеру, которая также выполнена в проходном двухзонном исполнении. Камера позволяет организовать окраску и сушку в отдельных зонах либо работать с двумя изделиями параллельно.
Во время окраски:
в камере поддерживается контролируемый воздухообмен;
воздух подается через систему приточной вентиляции и отводится через боковые вытяжные короба;
отработанный воздух проходит фильтрацию.
В режиме сушки:
включаются термовентиляционные шкафы;
система управления обеспечивает циркуляцию воздуха и поддержание заданных параметров процесса;
после завершения сушки камера переходит в режим продувки и охлаждения.
Управление и взаимодействие систем
Все этапы работы комплекса объединены в единую систему управления, которая позволяет:
управлять режимами работы каждой камеры;
координировать вентиляцию, регенерацию абразива и сушку;
обеспечивать безопасную и стабильную эксплуатацию оборудования.
Благодаря проходной схеме и двухзонной организации рабочих пространств комплекс интегрируется в поточную логику производства и адаптируется к фактическим потребностям заказчика.
Результат для заказчика
В результате реализации проекта заказчик получил полноценный технологический комплекс, интегрированный в производственную инфраструктуру предприятия и адаптированный к обработке крупногабаритных изделий и узлов сложной геометрии и значительных габаритов.
Внедренное решение обеспечило:
Замкнутый производственный цикл подготовки поверхности, окраски и сушки изделий в рамках одного комплекса без необходимости привлечения сторонних производственных участков.
Проходную логику обработки с двухзонной организацией окрасочно-сушильного участка, что позволяет гибко планировать производственные операции и адаптироваться к текущим задачам.
Стабильную работу оборудования в условиях интенсивной эксплуатации благодаря промышленному конструктиву, автоматизированным системам управления и регламентированному монтажу.
Контролируемые условия обработки на каждом этапе технологического процесса — от абразивоструйной очистки до окраски и сушки.
Возможность дальнейшего развития производственного участка с учетом заложенных инженерных решений и резервов для модернизации.
Снижение технологических рисков за счет использования согласованных проектных решений, стандартизированных регламентов монтажа и пусконаладочных работ.
Комплекс был введен в промышленную эксплуатацию с передачей полного комплекта технической документации, что позволило заказчику перейти к штатному режиму работы без дополнительных доработок оборудования.
Вывод
Реализованный проект продемонстрировал возможности TWEKO в выполнении комплексных инженерных решений для промышленных предприятий — от проработки технического задания и проектирования до изготовления, монтажа и ввода оборудования в промышленную эксплуатацию.
В рамках проекта был создан и интегрирован технологический комплекс абразивоструйной очистки и окрасочно-сушильной обработки, адаптированный для работы с крупногабаритными изделиями и реальными условиями производства заказчика. Проходная схема, двухзонная организация рабочих пространств и согласованное взаимодействие всех инженерных систем обеспечили стабильную и управляемую работу комплекса.
Проект реализован с учетом действующих технических требований, нормативов безопасности и индивидуальных особенностей производственной площадки, что подтвердило эффективность системного подхода к сложным промышленным задачам. Полученный результат создает надежную основу для дальнейшего развития производства заказчика и масштабирования технологических процессов.
Если вашему предприятию требуется индивидуальное технологическое решение для подготовки поверхности, окраски и сушки изделий, команда TWEKO готова предложить оптимальную конфигурацию оборудования с учетом специфики производства и реальных условий эксплуатации.
Модульные кабины для персонала с приточно-вытяжной вентиляцией
Архивы Дробеструйная камера - «Техсервис ВЕКО»
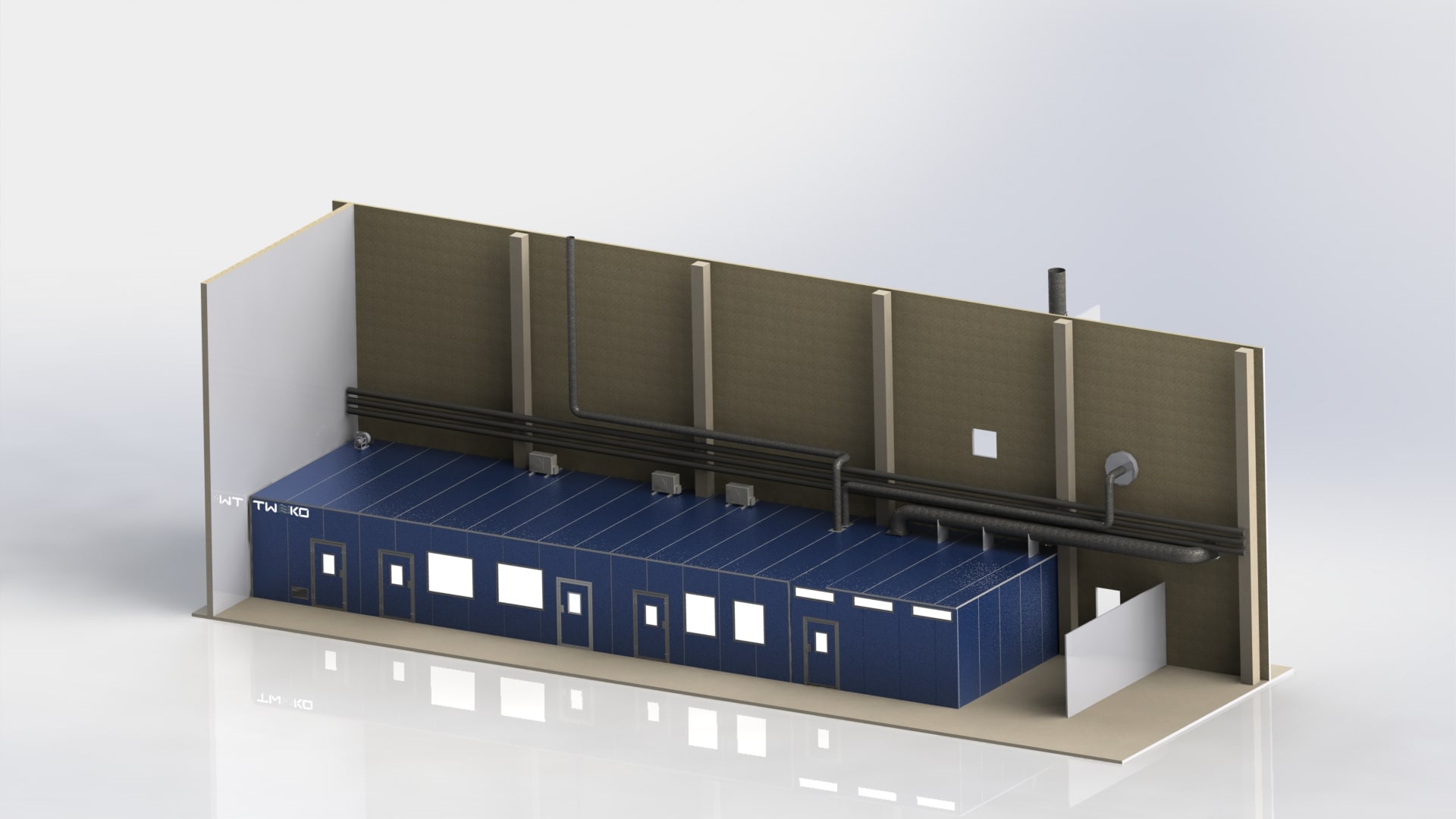
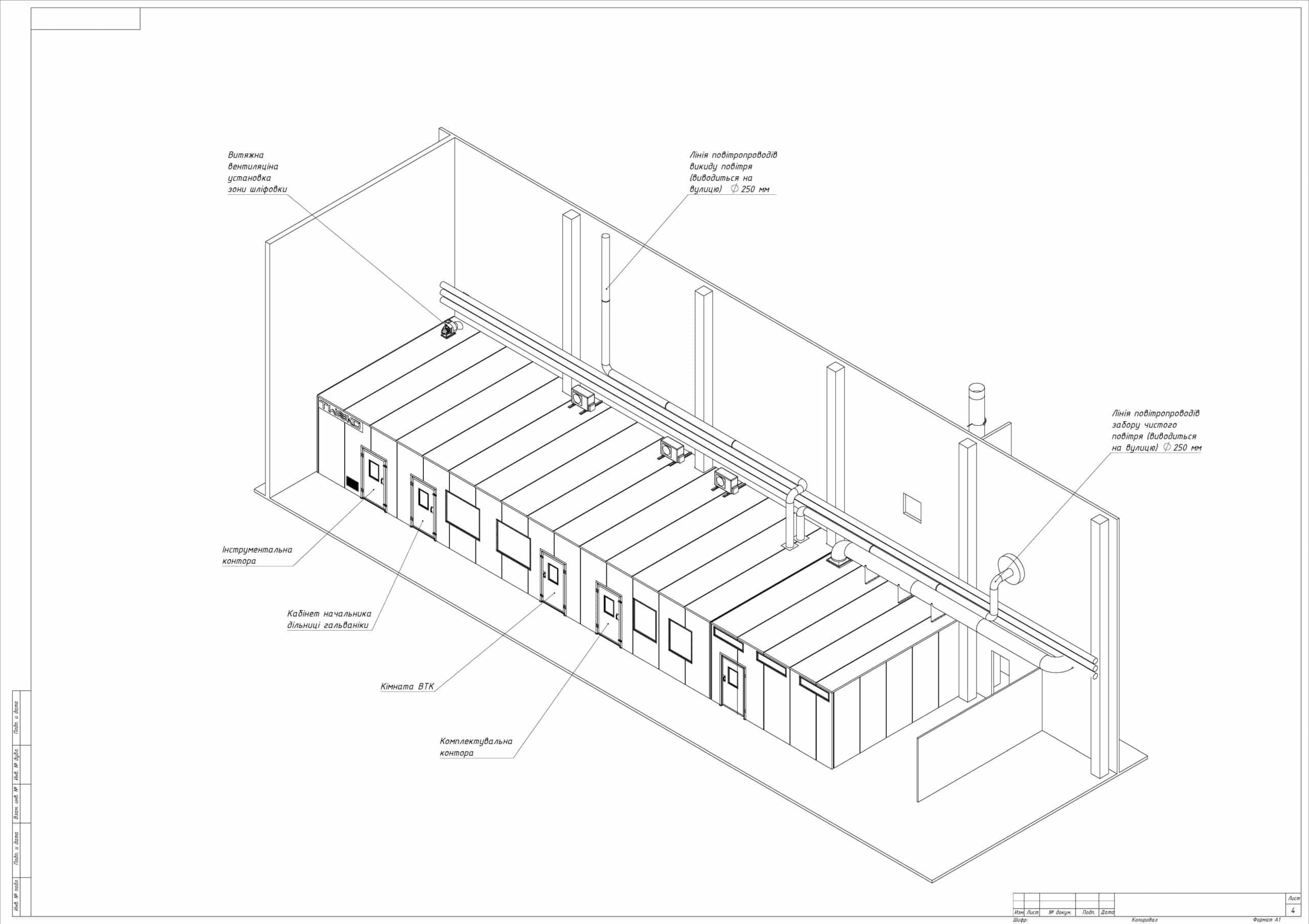
Компания TWEKO реализовала проект изготовления и интеграции модульного блока кабин для персонала на производственном предприятии. Решение предусматривало создание изолированных рабочих помещений в действующем производственном цехе с подключением к инженерным сетям предприятия. Основной задачей было обеспечение комфортных и безопасных условий труда персонала (ОТК, инженеров и вспомогательных служб) в условиях воздействия производственных факторов. В рамках проекта реализованы четыре модульные кабины с приточно-вытяжной вентиляцией производительностью 925 м³/ч, рекуперацией тепла до 80% и локальным кондиционированием. Система интегрирована в существующую вентиляционную сеть цеха с использованием воздуховодов диаметром 200–250 мм.
О клиенте
Предприятие работает в сфере машиностроения и специализируется на изготовлении металлических изделий с повышенными требованиями к точности и качеству. Производственные процессы сопровождаются пылью, шумом и другими факторами, которые затрудняют организацию комфортных рабочих мест непосредственно в цехе. В таких условиях возникла необходимость создания изолированных помещений для инженерного и контролирующего персонала с контролируемым микроклиматом.
Решение
Перед TWEKO был поставлен ряд технических задач: создать изолированные помещения внутри действующего цеха, обеспечить нормативные параметры микроклимата, интегрировать вентиляцию в существующие инженерные системы предприятия, реализовать энергоэффективное решение с рекуперацией тепла, а также обеспечить модульность конструкции без выполнения капитальных строительных работ. Дополнительно необходимо было предусмотреть возможность дальнейшей модернизации и разделить функциональные зоны (комната ОТК, кабинет, складские помещения).
В качестве решения был выбран модульный блок из четырёх кабин на основе металлического каркаса с ограждающими сэндвич-панелями толщиной 50–60 мм. Конструкция монтируется без капитальных изменений здания и может быть демонтирована или адаптирована под новые задачи. Инженерная часть включает централизованную приточно-вытяжную вентиляцию с распределением воздуха через магистральные воздуховоды, которые проходят вдоль кабин и подключаются к существующей системе вентиляции предприятия. Вентиляционная установка вынесена за пределы рабочих помещений, что позволяет снизить уровень шума и упростить обслуживание. Для поддержания температурного режима в каждой кабине установлены локальные кондиционеры.
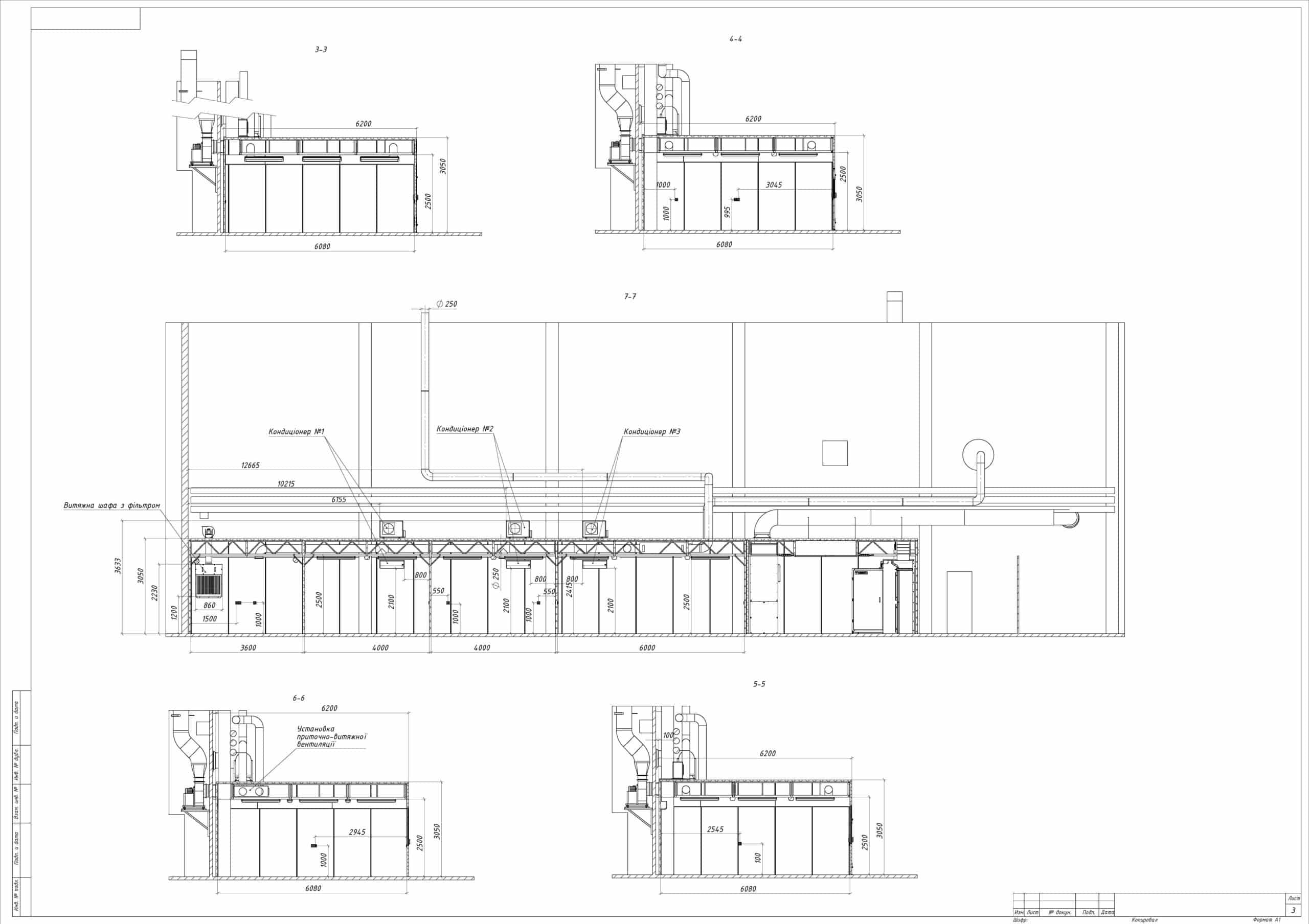
Общие габариты блока составляют примерно 10 000 × 5 740 × 3 000 мм. Размеры отдельных кабин варьируются от 6140 × 3680 мм до 6140 × 6000 мм в зависимости от функционального назначения. Конструкция выполнена из металлического каркаса и сэндвич-панелей с минераловатным наполнителем, что обеспечивает тепло- и звукоизоляцию. Вентиляция — приточно-вытяжная, сбалансированная, производительностью 925 м³/ч. Предусмотрена пластинчатая рекуперация тепла с эффективностью до 80%. Для предварительной очистки воздуха используются фильтры класса G4. Система работает от электросети 220/380 В, а освещение выполнено на базе LED-светильников.
Принцип работы системы заключается в подаче свежего воздуха от вентиляционной установки через магистральные воздуховоды в каждую кабину. Воздух распределяется через ответвления, после чего отработанный воздух собирается в вытяжную систему. В рекуператоре часть тепловой энергии возвращается, после чего воздух удаляется наружу. Температурный режим в помещениях дополнительно регулируется локальными кондиционерами.
Результат проекта
В результате реализации проекта удалось создать изолированные рабочие зоны для персонала без вмешательства в производственный процесс. Улучшены условия труда, снижено воздействие пыли и других производственных факторов, а также обеспечена энергоэффективность за счёт использования рекуперации. Решение интегрировано в существующую инфраструктуру предприятия и имеет модульную структуру, что позволяет масштабировать или изменять конфигурацию в будущем.
Такой подход позволяет организовать полноценную инженерную инфраструктуру для персонала в сложных производственных условиях без необходимости строительства отдельных помещений.
Хотите создать комфортные условия для своего персонала в цехе?
Компания TWEKO реализует модульные кабины и инженерные решения под ваши задачи — быстро, без капитального строительства и с максимальным эффектом.
Модернизация участка очистки и покраски для машиностроения
Архивы Дробеструйная камера - «Техсервис ВЕКО»
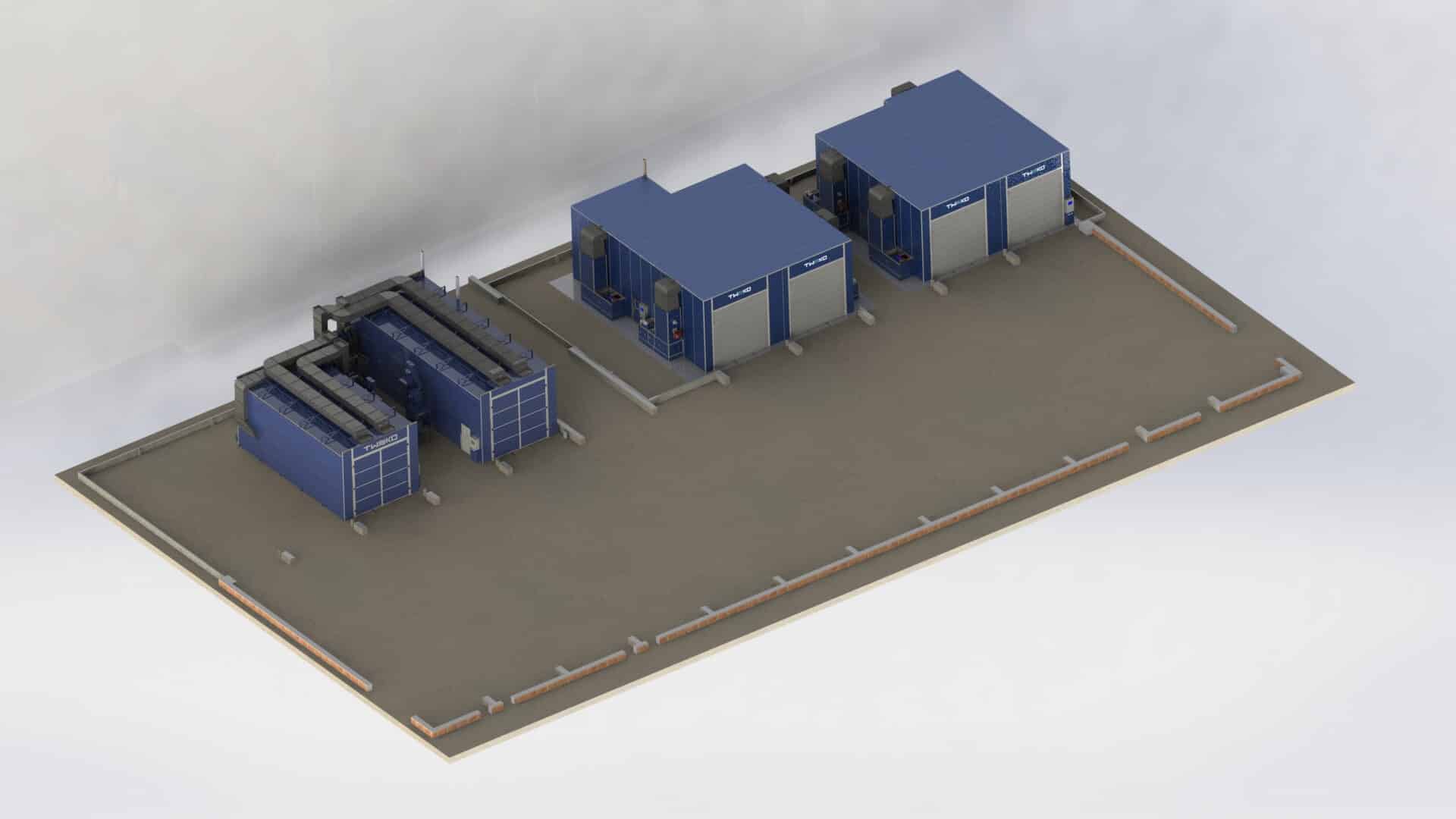
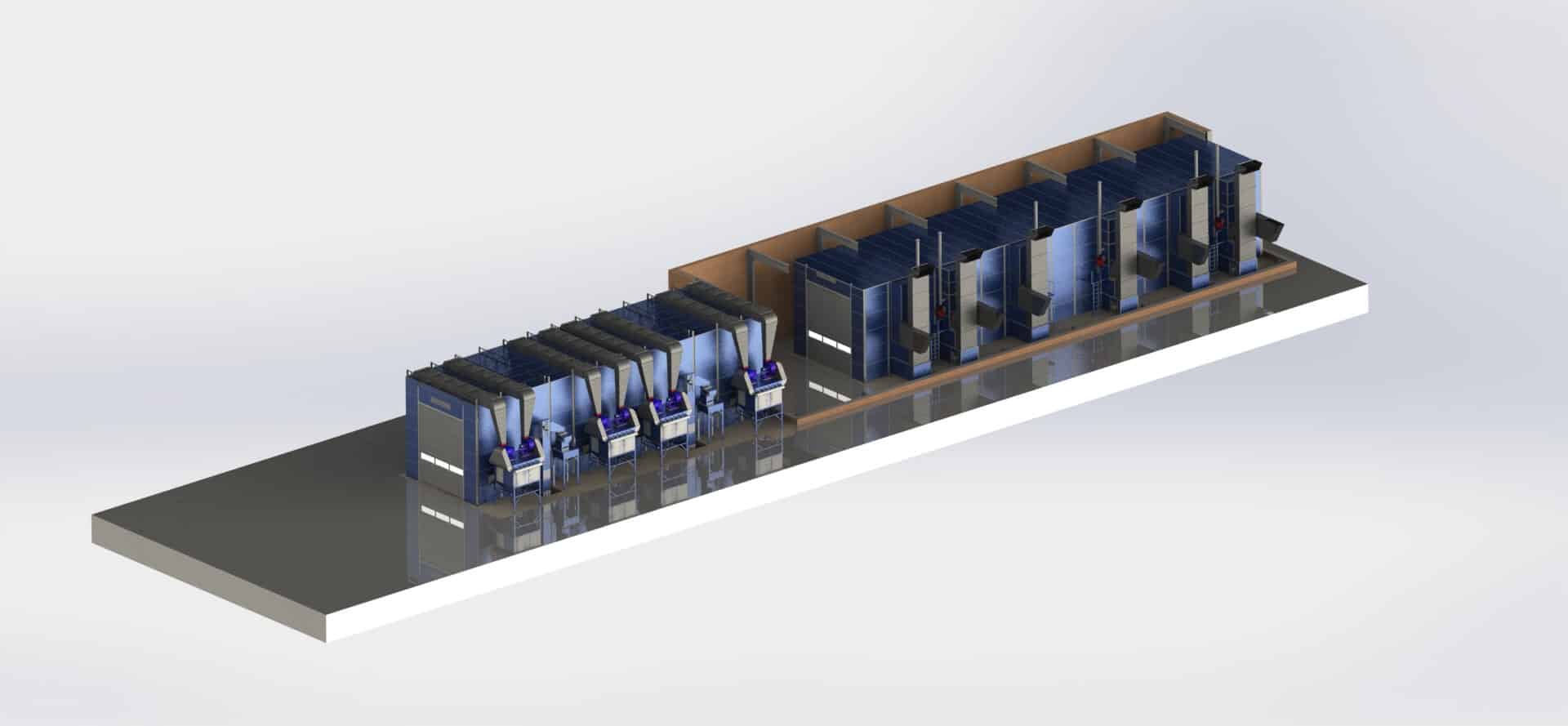
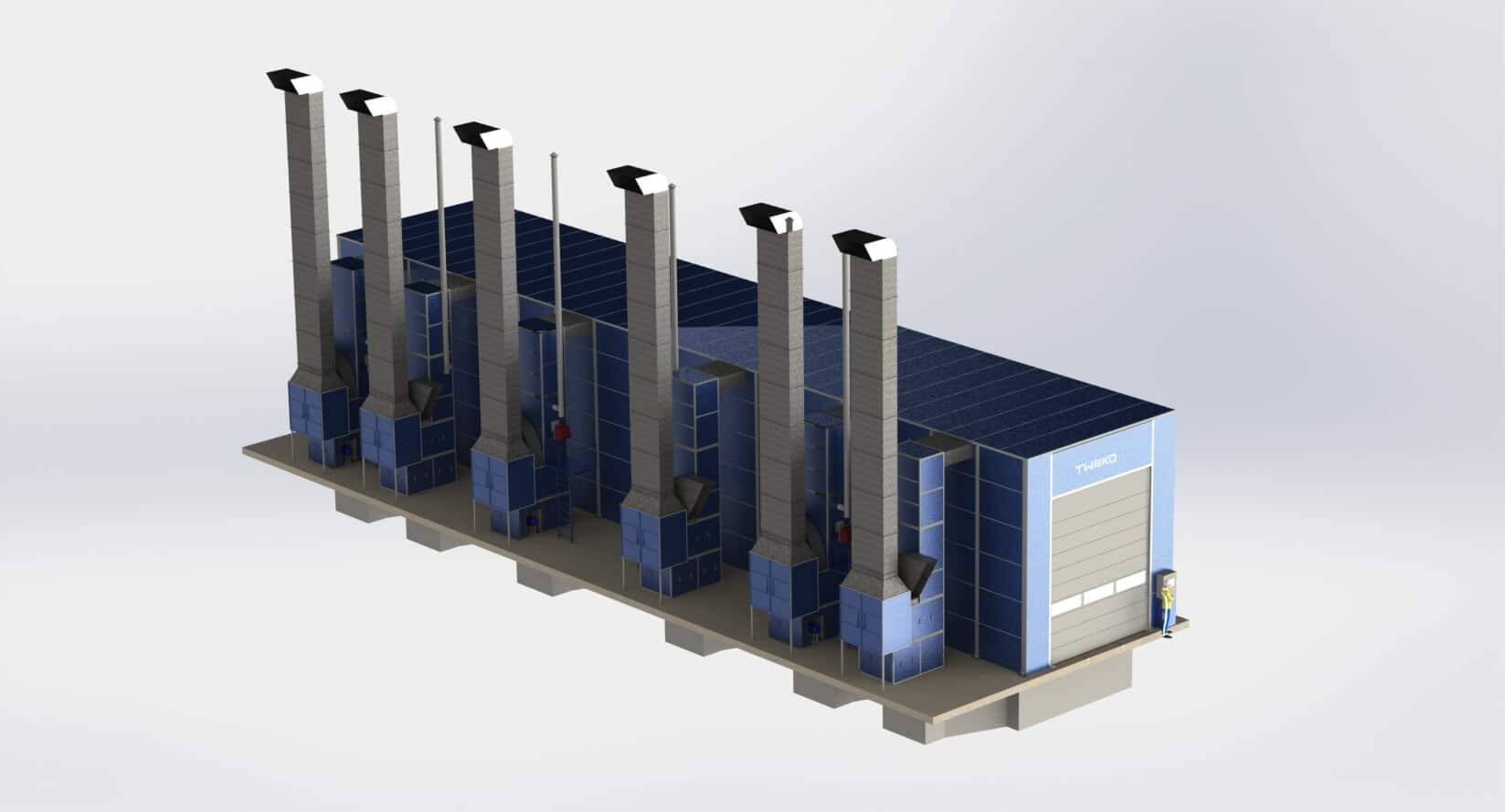
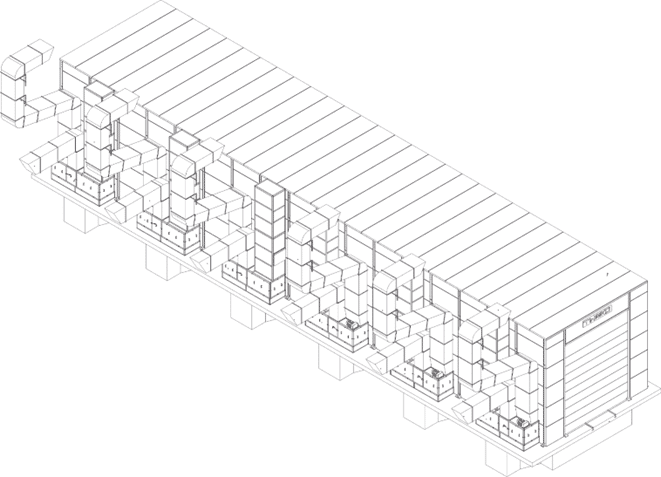
Компания TWEKO реализовала масштабный технологический комплекс для производственного предприятия, специализирующегося на изготовлении крупногабаритных металлоконструкций. В состав решения входят две камеры абразивоструйной очистки серии KASO и четыре окрасочно-сушильные камеры серии IKFS, интегрированные в единый производственный цикл.
О клиенте
Заказчик — машиностроительное предприятие, специализирующееся на разработке, производстве и сервисном обслуживании промышленного оборудования. Компания работает с металлическими изделиями и узлами, для которых критически важны стабильное качество изготовления, долговечность покрытий и повторяемость технологических процессов.
Предприятие реализует комплексные решения для промышленных заказчиков, включая проектирование оборудования, изготовление металлоконструкций, монтаж и ввод инженерных систем в промышленную эксплуатацию.
Основной фокус деятельности направлен на создание надежного и эффективного технологического оборудования, позволяющего оптимизировать производственные процессы, обеспечить высокое качество готовой продукции и экономическую эффективность эксплуатации.
Решение
В рамках проекта компанией TWEKO было разработано, изготовлено, поставлено и введено в промышленную эксплуатацию комплексное технологическое решение для подготовки и финишной обработки металлических изделий. Решение объединяет процессы абразивоструйной очистки, окраски и последующей сушки в контролируемых условиях. Компоновка оборудования выполнена с учетом габаритов изделий, интенсивности производственных процессов и требований к стабильному качеству подготовки поверхности и нанесения покрытий.
Решение построено по модульному принципу и включает два ключевых технологических участка: камеры абразивоструйной очистки серии KASO и окрасочно-сушильные камеры серии IKFS с интегрированными термо-вентиляционными модулями. Такой подход позволил сформировать управляемый производственный цикл подготовки поверхности и нанесения лакокрасочных покрытий с прогнозируемым результатом на каждом этапе.
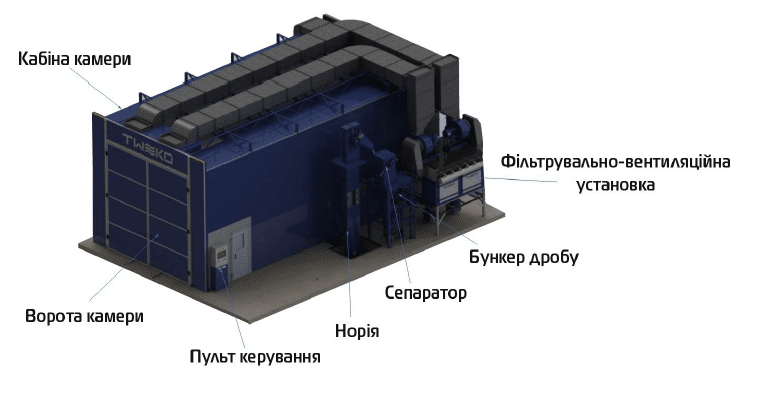
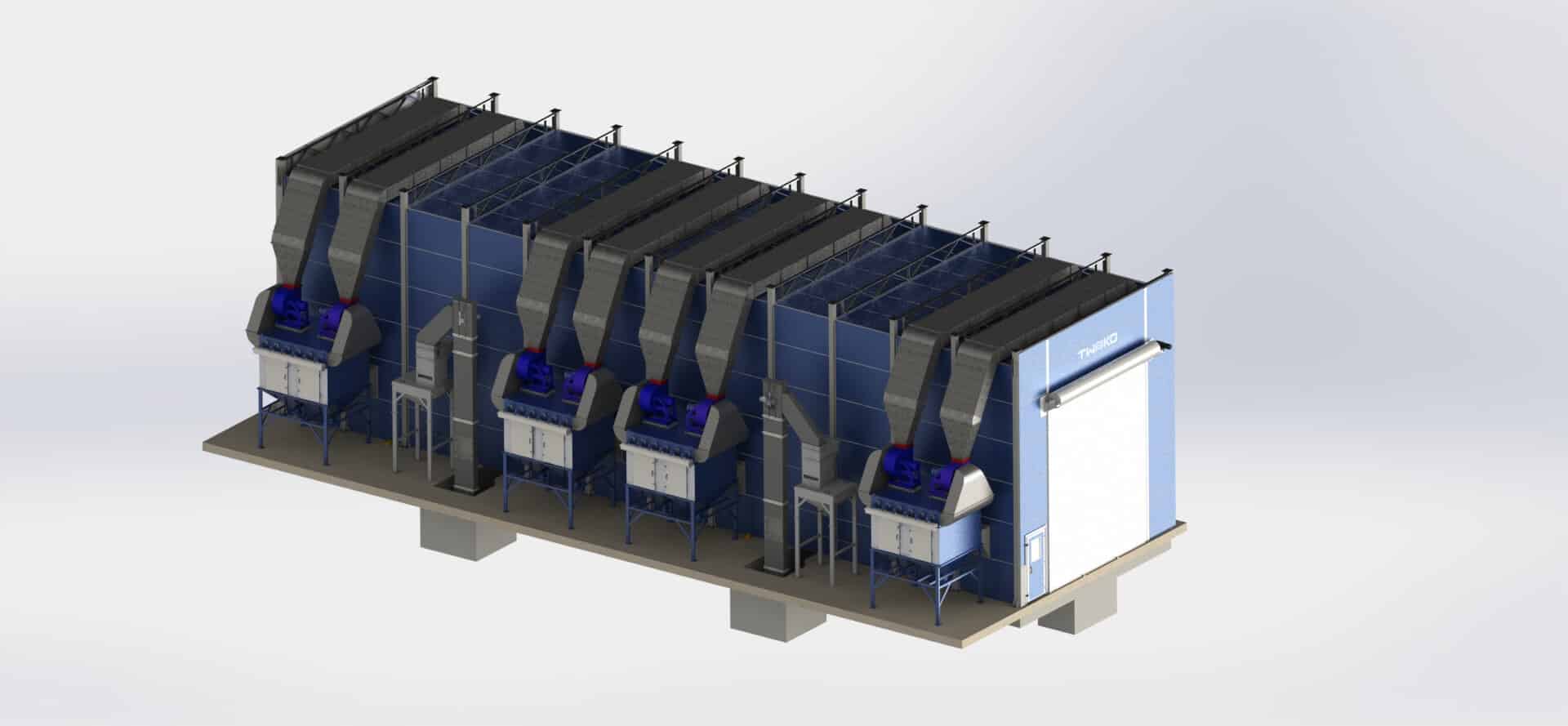
Камеры абразивоструйной очисткиДля механической подготовки поверхности металлических изделий в составе комплекса применены две камеры абразивоструйной очистки промышленного типа — KASO-12 и KASO-15, рассчитанные на работу с крупногабаритными и массивными деталями. Камеры обеспечивают удаление окалины, коррозии и технологических загрязнений с формированием необходимой степени шероховатости перед окраской.Обе камеры имеют единую конструктивную и инженерную архитектуру — системы сбора и регенерации абразива, вентиляции, фильтрации и автоматизированного управления. Ключевое отличие между ними заключается в размерах рабочей зоны, что позволяет эффективно распределять поток изделий в зависимости от их габаритов и оптимизировать загрузку оборудования.
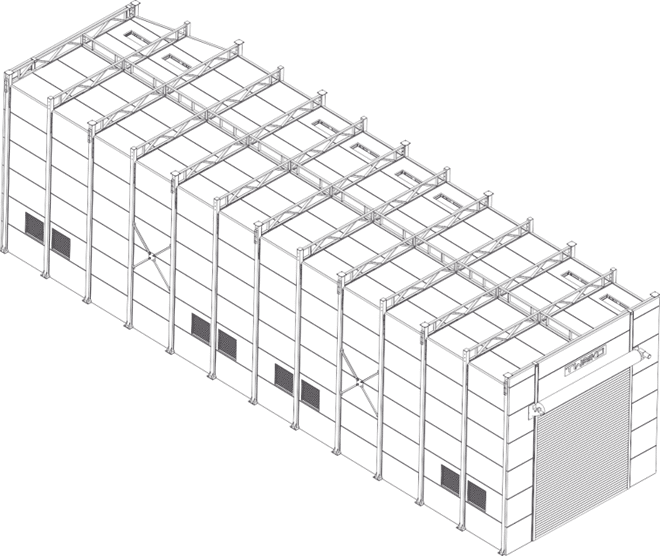
Конструктивно камеры выполнены в виде металлокаркасной кабины с внутренней износостойкой облицовкой, рассчитанной на работу в условиях интенсивной абразивной нагрузки. Компоновка камер предусматривает удобный сервисный доступ и возможность безопасной обработки крупногабаритных изделий в рамках производственного процесса.
Сбор отработанного абразива из рабочей зоны реализован с помощью механизированного скребкового пола, обеспечивающего непрерывную транспортировку материала к узлам последующей обработки без вмешательства оператора.
Подача абразива в систему очистки осуществляется ковшовым элеватором, после чего материал проходит сепарацию с отделением пыли, мелких фракций и посторонних включений. Очищенный абразив накапливается в бункере и возвращается в рабочий процесс, обеспечивая стабильность параметров струи и рациональное использование материала.
Для удаления пыли и поддержания заданного воздушного режима камеры оснащены фильтровентиляционной системой промышленного класса, обеспечивающей контролируемый воздухообмен в зоне очистки.
Управление работой камер осуществляется с централизованного пульта, координирующего работу основных узлов и позволяющего интегрировать оборудование в общий технологический цикл подготовки поверхности перед окраской.
Окрасочно-сушильные камерыДля нанесения лакокрасочных покрытий и последующей обработки изделий в составе комплекса реализован окрасочно-сушильный участок на базе камер серии IKFS промышленного класса. Решение предназначено для работы с крупногабаритными металлоконструкциями и обеспечивает стабильные условия окраски и сушки с прогнозируемым результатом на каждом этапе процесса.Окрасочно-сушильные камеры работают в связке с предыдущим участком абразивоструйной очистки и формируют завершённый технологический цикл подготовки поверхности и нанесения покрытия. Конструкция камер и компоновка инженерных систем направлены на поддержание контролируемого воздушного режима, равномерной тепловой нагрузки и высокого качества финишной поверхности.
Состав и конфигурация окрасочно-сушильного участка
В рамках проекта установлено четыре окрасочно-сушильные камеры:
две камеры серии IKFS модели IKFS-12 — для окраски и сушки изделий стандартных и средних габаритов;
одна камера серии IKFS модели IKFS-15 — для обработки более длинномерных и массивных изделий;
одна камера серии IKFS Diagonal модели IKFS-D-12 — для обработки изделий сложной геометрии или увеличенных габаритов, где применяется диагональная схема воздушных потоков, обеспечивающая эффективный воздухообмен и равномерные условия окраски и сушки.
Такой подход позволил сформировать гибкий окрасочно-сушильный участок с возможностью параллельной работы, оптимального распределения нагрузки и адаптации производственного процесса под различные типоразмеры продукции.
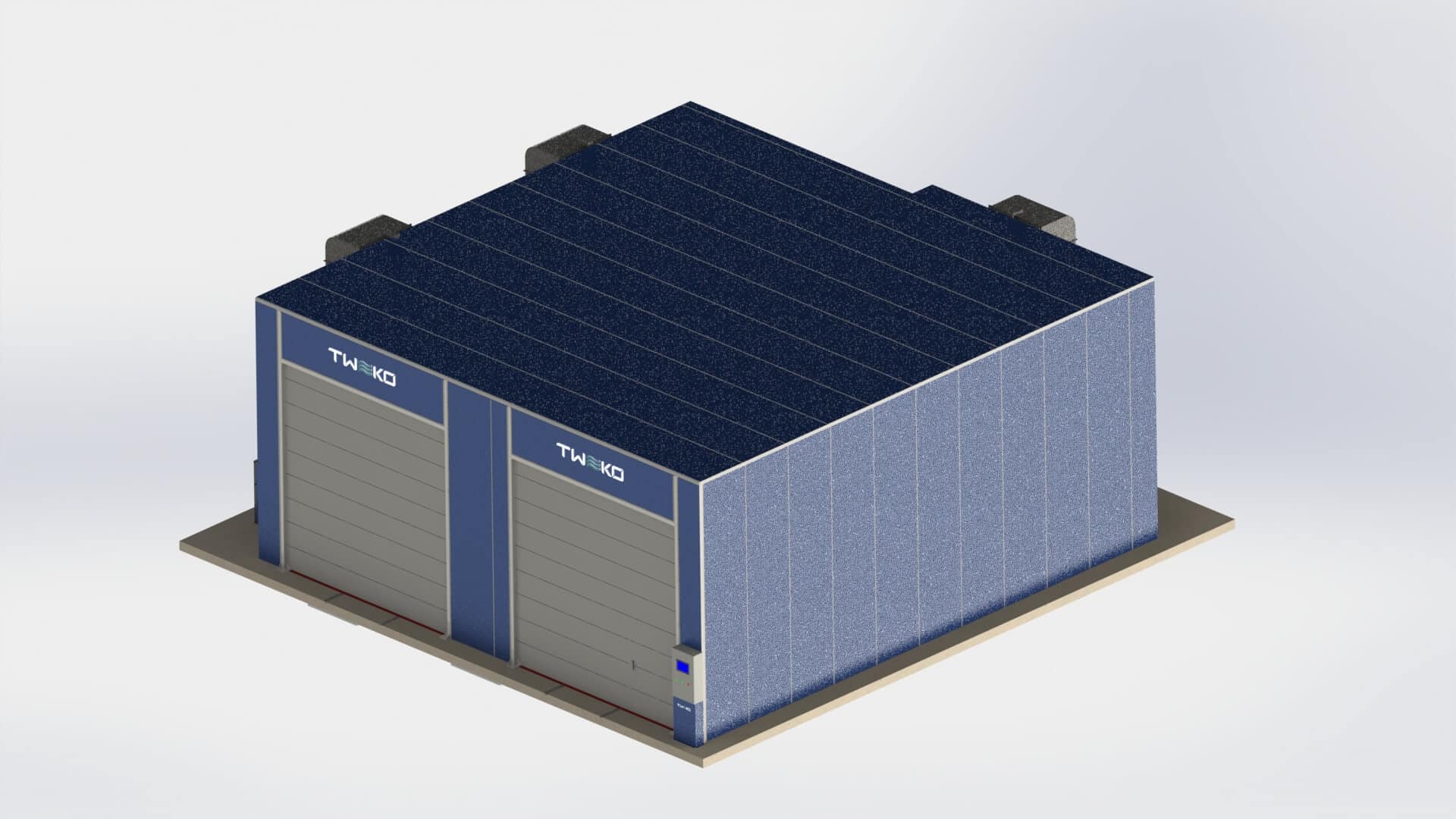
Окрасочно-сушильные камеры выполнены в виде металлокаркасных конструкций с тепло- и шумоизоляционным панельным ограждением, формирующим замкнутый рабочий объём с контролируемыми параметрами микроклимата. Такая конструкция обеспечивает стабильность процесса окраски и эффективную обработку покрытия на этапе сушки.
Организация воздушных потоков в камерах реализована по схеме контролируемого притока и вытяжки с многоступенчатой фильтрацией. Это позволяет поддерживать чистоту воздуха в зоне окраски, минимизировать попадание пыли и обеспечить равномерное распределение воздушных масс по всему объёму камеры.
Нагрев воздуха осуществляется термо-вентиляционными модулями с непрямым теплообменом, исключающим контакт продуктов сгорания с воздухом в рабочей зоне. Камеры работают в нескольких режимах — окраска, сушка и охлаждение — с автоматизированным переходом между этапами в соответствии с заданным алгоритмом.
Камеры IKFS-12 ориентированы на серийную окраску изделий типовых габаритов и обеспечивают высокую производительность за счёт возможности параллельной работы. Такая конфигурация позволяет равномерно распределять производственную нагрузку и выполнять окрасочные операции без взаимных простоев между потоками.
Камера IKFS-15 предназначена для обработки изделий увеличенной длины или сложных металлоконструкций, где требуется расширенное рабочее пространство. Применение данной камеры позволяет выполнять окраску крупногабаритных деталей без компромиссов по равномерности нанесения покрытия и качеству сушки.
Камера IKFS-D-12 реализует специальную диагональную схему организации воздушных потоков, принципиально отличающуюся от классической линейной компоновки окрасочно-сушильных камер. Подача и отвод воздуха осуществляются под углом к продольной оси изделия, что позволяет формировать равномерный обдув сложных по форме или крупногабаритных металлоконструкций по всей длине и высоте.
Такая схема особенно эффективна при окраске изделий с переменным сечением, большой площадью поверхности или локальными зонами увеличенной толщины слоя покрытия, где критически важен стабильный тепловой и воздушный баланс.
Принцип работы комплекса ▼
Комплекс обеспечивает полностью замкнутый технологический цикл антикоррозионной обработки крупногабаритных металлоконструкций — от абразивоструйной очистки поверхности до окраски и сушки в контролируемых условиях. Все этапы процесса интегрированы в единую производственную цепочку и работают по согласованным алгоритмам.
Этап 1. Абразивоструйная очистка (камеры серии KASO)
Подготовка поверхности выполняется методом абразивоструйной очистки с удалением коррозии, окалины и технологических загрязнений до заданной степени чистоты. Процесс осуществляется в замкнутом объёме камер серии KASO с контролируемыми параметрами воздушной среды.
Использованный абразив вместе с продуктами очистки (ржавчина, окалина, пыль) собирается механизированным скребковым полом с четырьмя транспортёрами. Смесь транспортируется ковшовым элеватором к сепаратору, где происходит её разделение: пригодный абразив очищается и возвращается в бункер для повторного использования, а пыль и отходы удаляются из системы.
Загрязнённый воздух отводится системой аспирации с последующей многоступенчатой фильтрацией, что обеспечивает стабильные и безопасные условия работы персонала.
Этап 2. Окраска и сушка (камеры серии IKFS)
Режим окраски
Окраска изделий выполняется в изолированном рабочем пространстве окрасочно-сушильных камер серии IKFS с контролируемыми параметрами воздушной среды.
Режим сушки
Сушка покрытий осуществляется в автоматическом режиме с использованием рециркуляции воздуха. Цикл включает продувку, набор температуры, сушку при температуре до 80 °C и контролируемое охлаждение.
Механическая подготовка поверхности металлических изделий
Окраска и сушка металлических изделий
Окраска и сушка изделий сложной геометрии
Количество
2 камеры
3 камеры
1 камера
Габаритные параметры
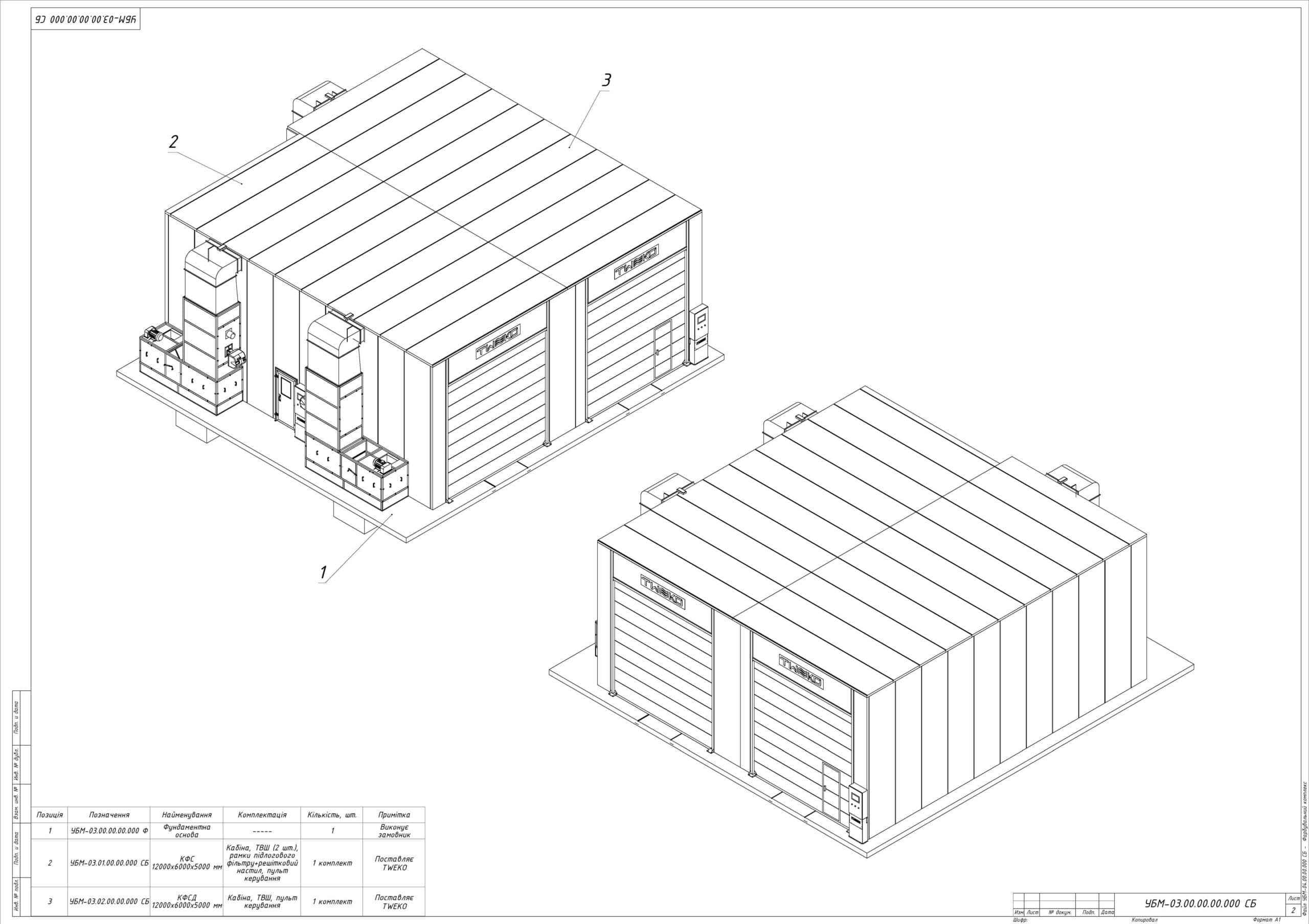
Внутренние размеры (Д × Ш × В)
12 000 × 6 000 × 5 000 мм
15 000 × 6 000 × 5 000 мм
12 000 × 6 000 × 5 000 мм
15 000 × 6 000 × 5 000 мм
12 000 × 6 000 × 5 000 мм
Максимальные габариты изделий
до 9 000 мм
до 9 000 мм
специальные технологические сценарии
Технологические системы
Система абразивооборота
Механическая, замкнутый цикл
—
—
Тип пола
Скребковый, механизированный
Фильтровальный
Фильтровальный
Система нагрева
Не предусмотрена
Дизельные горелки
Дизельная горелка
Максимальная температура
—
до 80 °C
до 80 °C
Вентиляция и фильтрация
Тип вентиляции
Фильтровально-вентиляционная
Приточно-вытяжная
Приточно-вытяжная (диагональная схема потоков)
Производительность вентиляции
30 000 м³/ч
30 000 м³/ч × 2
30 000 м³/ч × 1
Тип фильтрации
Картриджная, многоступенчатая
Сухая, многоступенчатая
Сухая, многоступенчатая
Эксплуатационные параметры
Класс подготовки поверхности
до Sa 3 (ISO 8501-1)
—
—
Уровень шума снаружи оборудования
до 70 дБ
до 70 дБ
до 70 дБ
Электропитание
380 В / 50 Гц
380 В / 50 Гц
380 В / 50 Гц
Результат для заказчика
В результате реализации проекта создан современный промышленный комплекс для механической подготовки поверхности и нанесения лакокрасочных покрытий с последующей сушкой в контролируемых условиях, ориентированный на обработку крупногабаритных металлических изделий.
Заказчик получил:
возможность обработки изделий значительных габаритов в камерах различных типоразмеров, адаптированных под специфику продукции и производственные маршруты;
замкнутый технологический цикл с регенерацией абразива, позволяющий снизить расход материалов и минимизировать объём производственных отходов;
эффективные системы сухой фильтрации воздуха в зонах очистки и окраски, обеспечивающие стабильные условия работы;
энергоэффективные режимы сушки с использованием рециркуляции воздуха и контролируемой тепловой нагрузки;
гарантийные обязательства производителя и проектный ресурс оборудования, рассчитанный на длительную промышленную эксплуатацию в интенсивном режиме.
Выводы
Комплексная модернизация участка подготовки поверхности и окраски, реализованная компанией TWEKO, стала примером эффективного сотрудничества между украинским производителем инженерного оборудования и промышленным предприятием машиностроительного сектора.
Благодаря индивидуальному подходу — от детального обследования производственных помещений и разработки технического задания до изготовления оборудования, монтажа и пусконаладочных работ — заказчик получил современный технологический комплекс. В его состав вошли две камеры абразивоструйной очистки серии KASO, три окрасочно-сушильные камеры серии IKFS и одна камера IKFS-D, интегрированные в единый производственный процесс.
Оборудование адаптировано к интенсивной двухсменной эксплуатации и работе с крупногабаритными металлоконструкциями, обеспечивая:
высокое качество подготовки поверхности и стабильное нанесение лакокрасочных покрытий;
сокращение времени обработки изделий и оптимизацию эксплуатационных затрат;
соответствие требованиям безопасности, экологии и охраны труда.
Все этапы проекта выполнены в согласованные сроки — от поставки оборудования до его ввода в промышленную эксплуатацию. На момент подготовки данного кейса комплекс работает стабильно, без простоев и замечаний со стороны заказчика.
Нужно комплексное решение для подготовки поверхности, окраски и сушки крупногабаритных металлоконструкций?
Мы сопровождаем проект на всех этапах — от анализа задачи и компоновки оборудования до монтажа, пусконаладки и ввода в промышленную эксплуатацию.
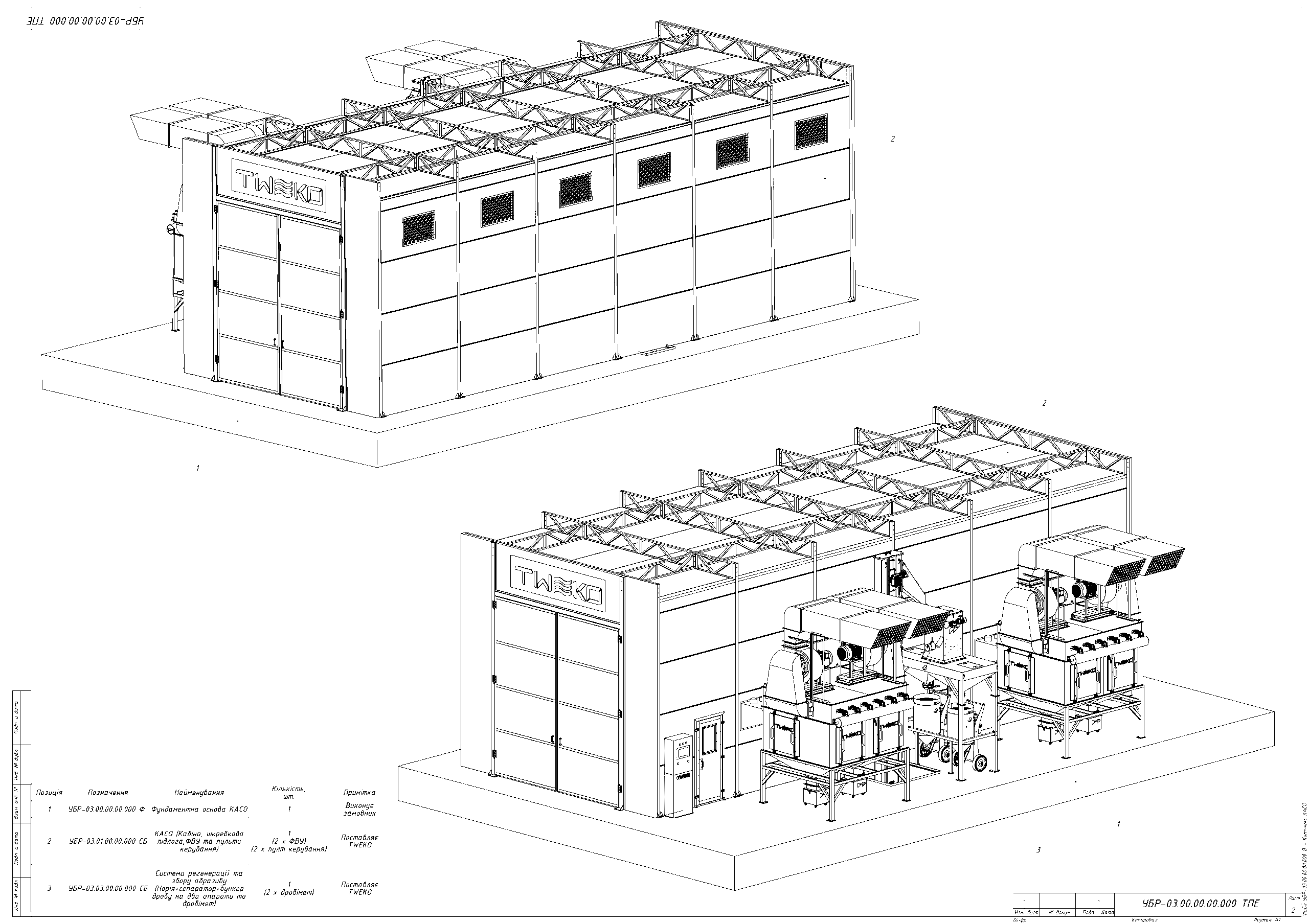
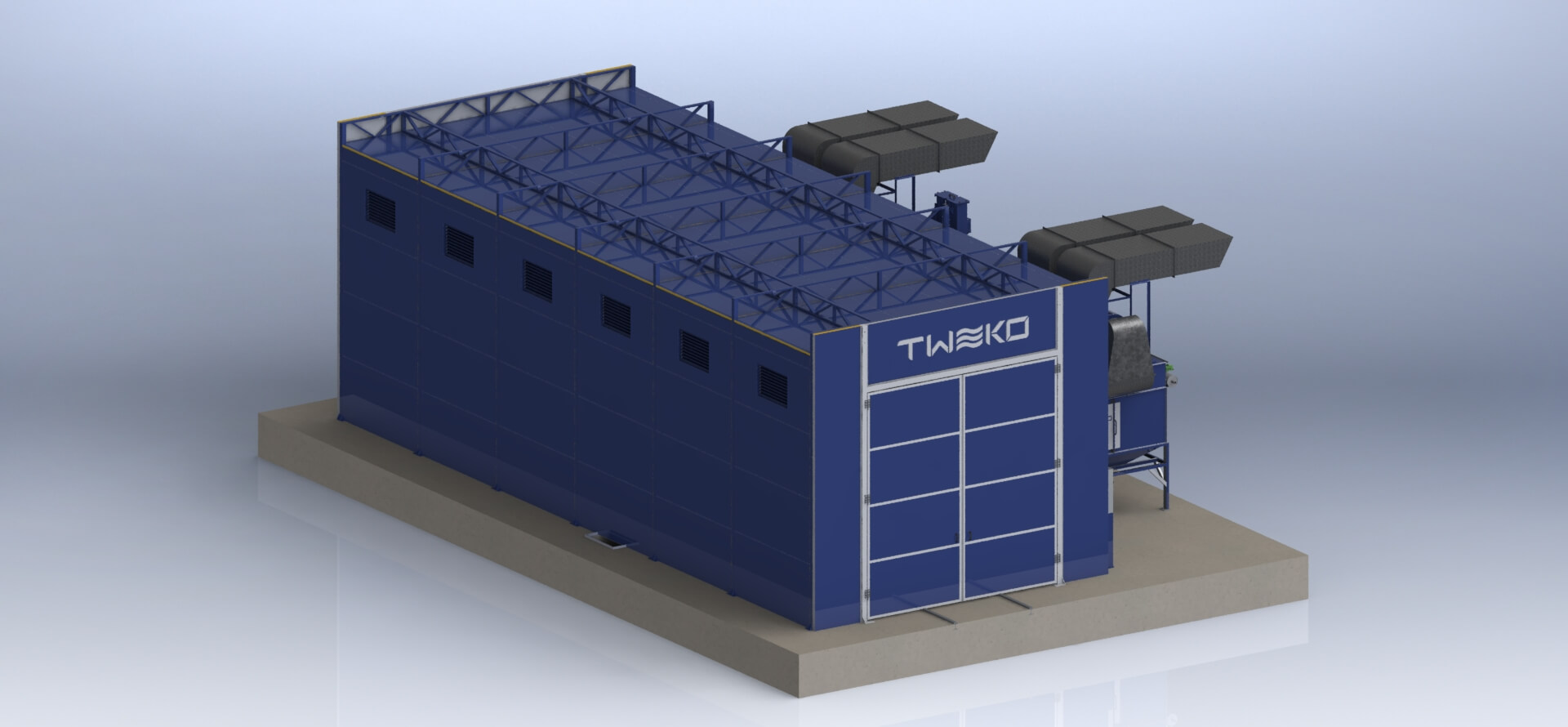
Комплекс дробеметной очистки и покраски для производителя спецтехники ООО «С-К-С»
Архивы Дробеструйная камера - «Техсервис ВЕКО»
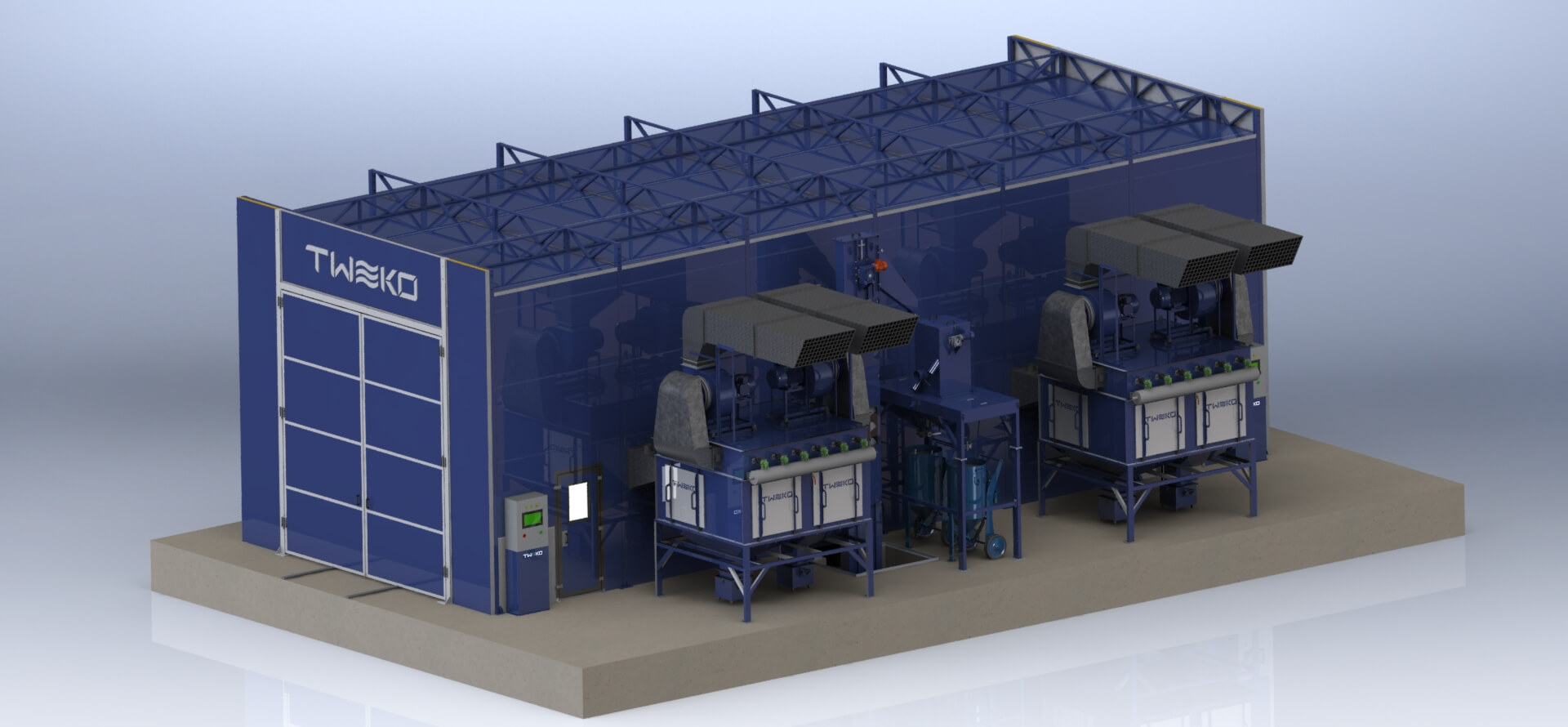
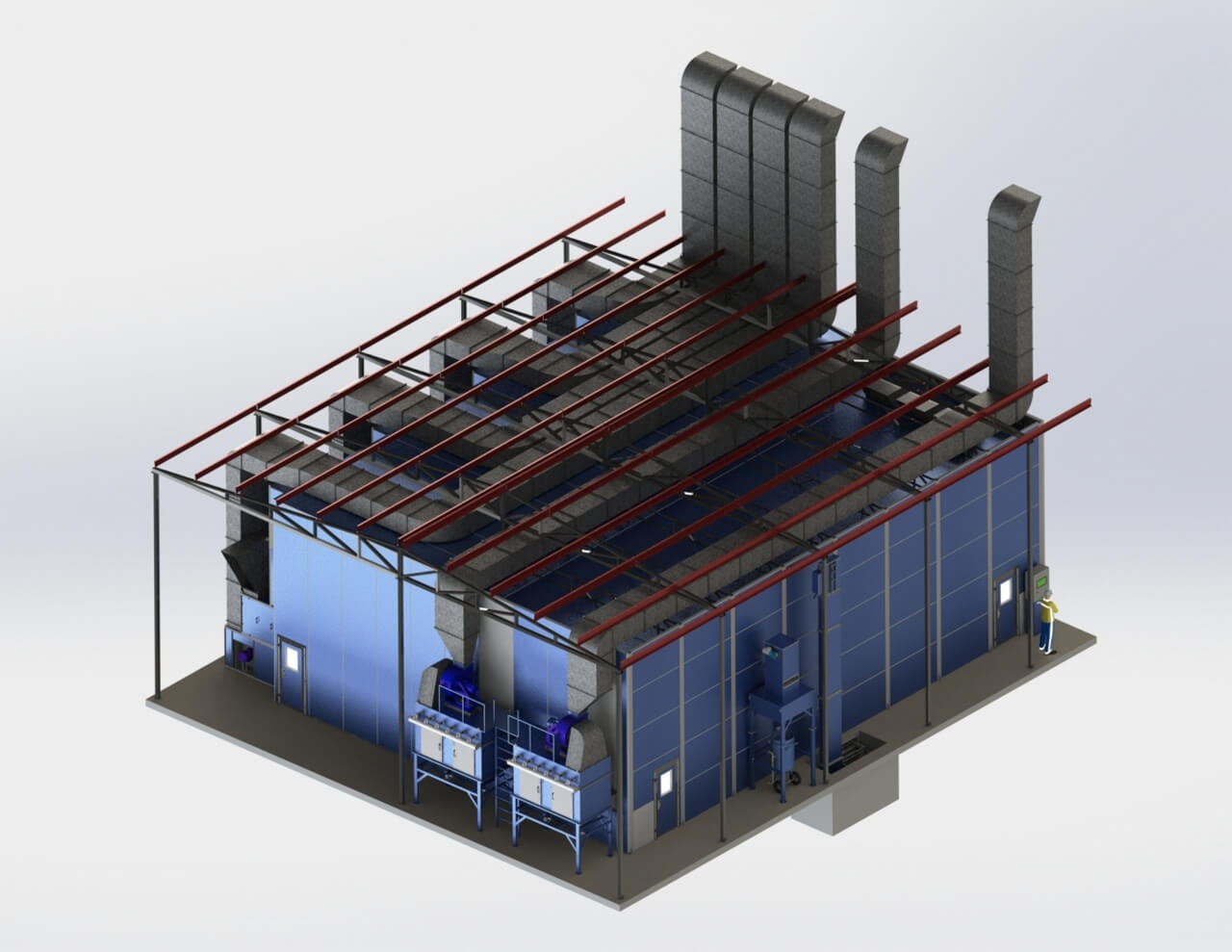
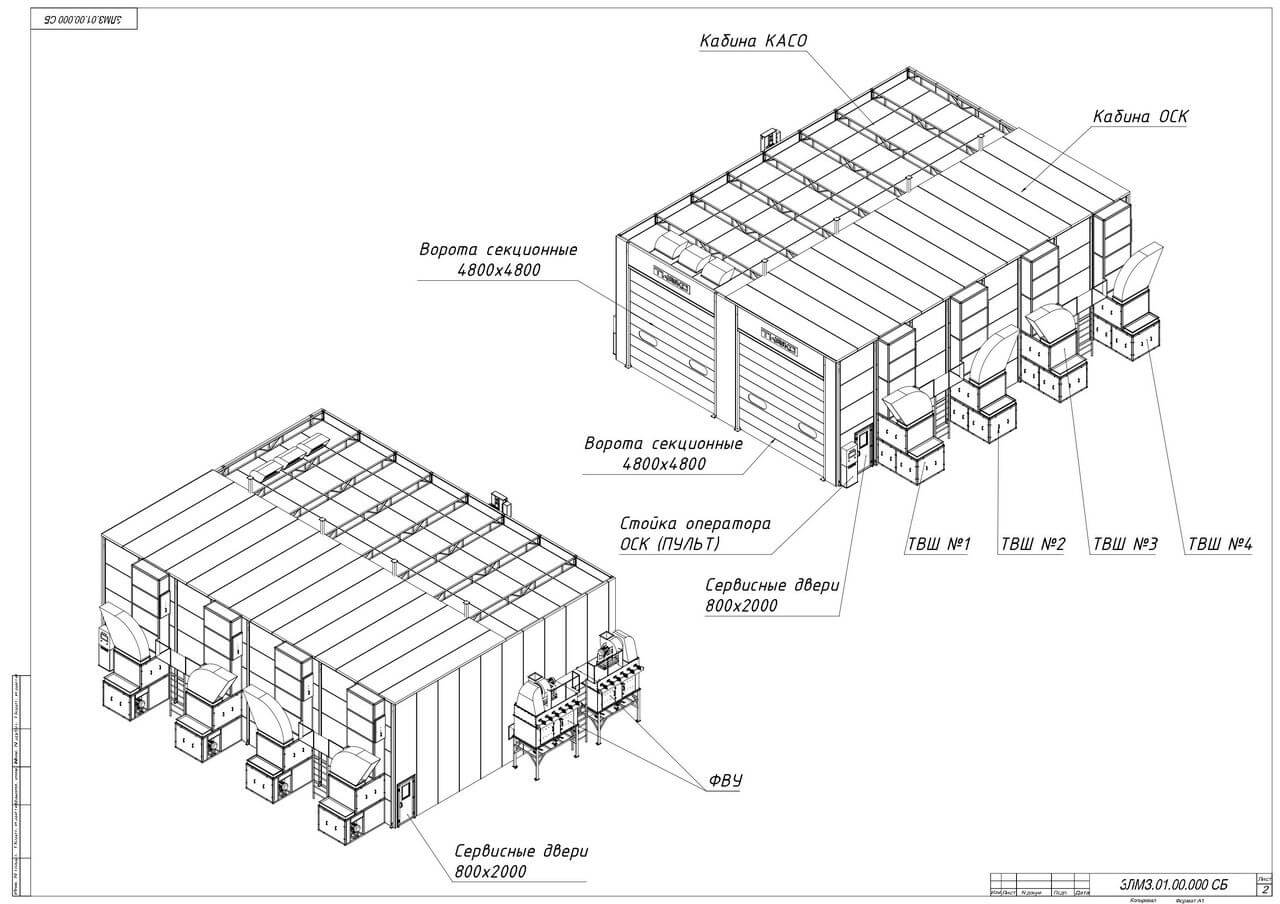
Для ООО «Спец-Ком-Сервис» компания TWEKO реализовала интегрированный малярный комплекс замкнутого цикла, включающий дробеметную камеру KASO, две окрасочно-сушильные камеры IKFS и два поста подготовки APP. Решение обеспечило полный цикл подготовки поверхности, окраски и сушки крупногабаритных изделий длиной до 15 м в рамках единого производственного потока и повысило стабильность качества покрытий и пропускную способность участка.
О клиенте
ООО «Спец-Ком-Сервис» (С-К-С) — украинский производитель специализированной и коммерческой техники под торговой маркой PolyCar. Предприятие осуществляет проектирование, изготовление и дооборудование транспортных средств на базе шасси MAN, IVECO, Volvo, Renault, Hyundai и других производителей в соответствии с индивидуальными техническими заданиями заказчиков.
Основными направлениями деятельности являются производство техники для коммунального хозяйства, аграрного сектора, инфраструктурных служб и государственных структур. Продукция компании включает специальные автомобили, мобильные комплексы и функциональные надстройки, изготавливаемые с учетом отраслевых стандартов и эксплуатационных требований.
Производственный процесс предусматривает изготовление сложных металлоконструкций надстроек с применением сварочных, слесарных и механических операций, а также последующую антикоррозионную обработку и нанесение лакокрасочных покрытий. Габариты отдельных изделий достигают 15 метров в длину, что формирует повышенные требования к качеству абразивоструйной очистки, равномерности нанесения материалов, стабильности воздушных потоков в окрасочных камерах и точности температурных режимов сушки.
Масштаб изделий и растущие объемы производства потребовали создания единого интегрированного технологического комплекса, способного обеспечить замкнутый цикл подготовки поверхности и нанесения покрытий в рамках одного производственного потока. До реализации проекта эти процессы выполнялись отдельными участками без полной интеграции в единую систему, что ограничивало производительность и усложняло обеспечение стабильных технологических параметров.
Задачи проекта
Целью проекта было создание интегрированного малярного участка с полным технологическим циклом подготовки поверхности, окраски и сушки крупногабаритных металлоконструкций в рамках одного производственного потока.
Предприятие нуждалось в решении, способном обеспечить стабильное качество абразивоструйной очистки с замкнутым циклом использования абразива, равномерное нанесение лакокрасочных материалов в контролируемой воздушной среде и поддержание заданных температурных режимов сушки.
Отдельными задачами были повышение пропускной способности малярного участка, возможность параллельной работы на разных этапах обработки и минимизация внутрицеховых перемещений крупногабаритных изделий.
Проект также предусматривал техническое переоснащение части существующего здания, разработку рабочей документации реконструкции и подготовку инженерной инфраструктуры для интеграции оборудования в действующий производственный процесс.
Решение
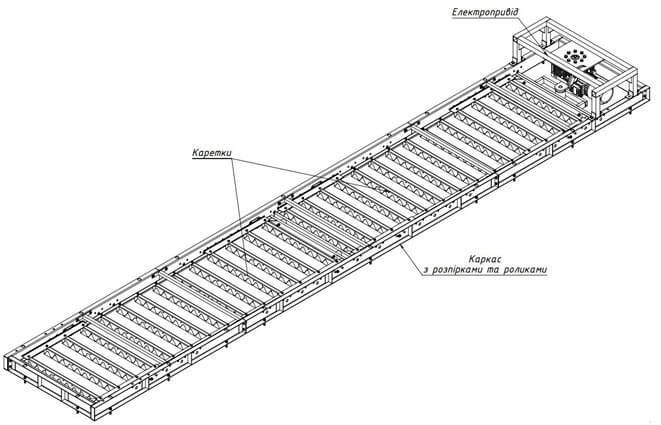
Для реализации поставленных задач было внедрено комплексное технологическое решение, включающее дробеструйную камеру для абразивной очистки серии КАСО от TWEKO, окрасочно-сушильные камеры серии IKFS и подъемно-перемещаемые платформы серии 3PtO для безопасного доступа к верхним зонам крупногабаритных изделий во время нанесения покрытий, а также отдельные посты подготовки APP. Оборудование интегрировано в единую производственную цепочку с последовательным прохождением этапов очистки, подготовки, окраски и сушки.
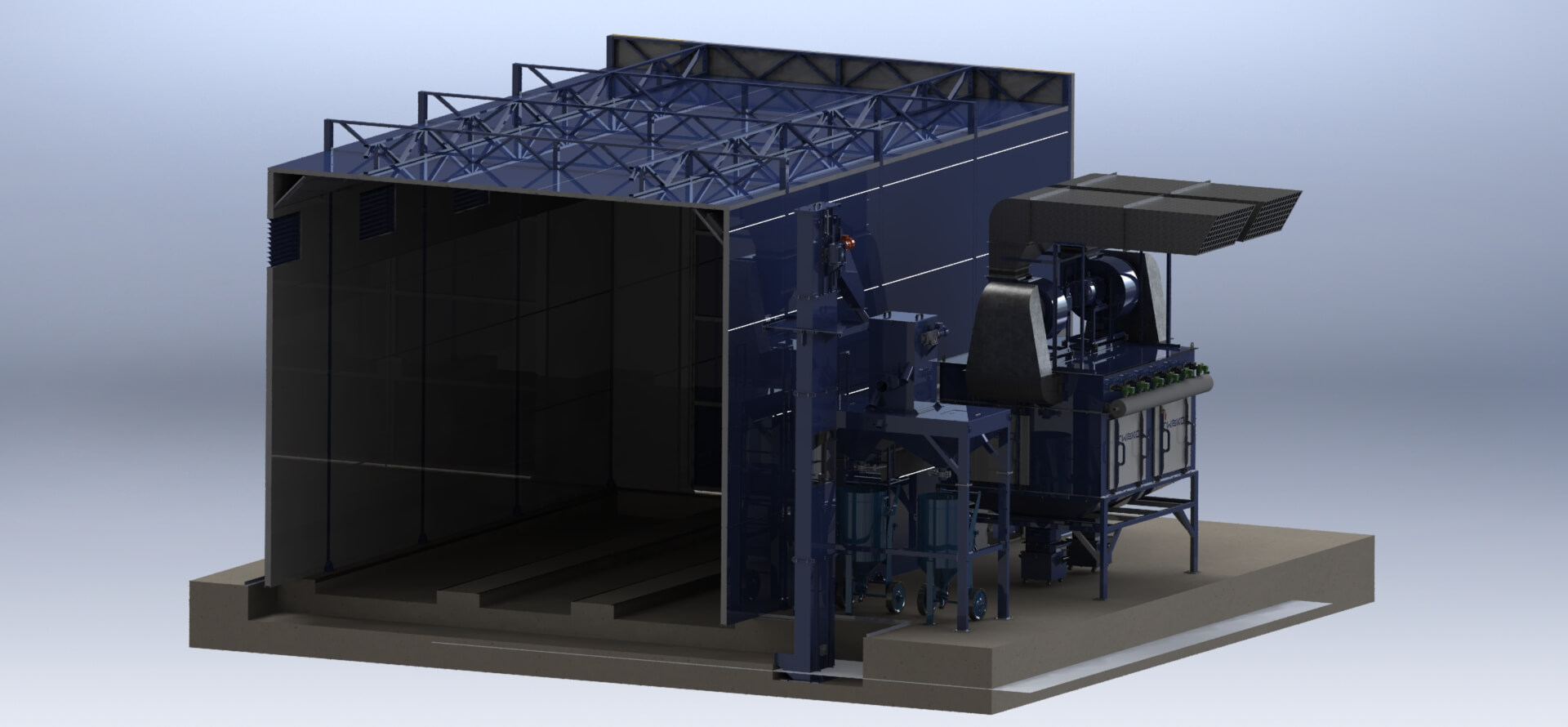
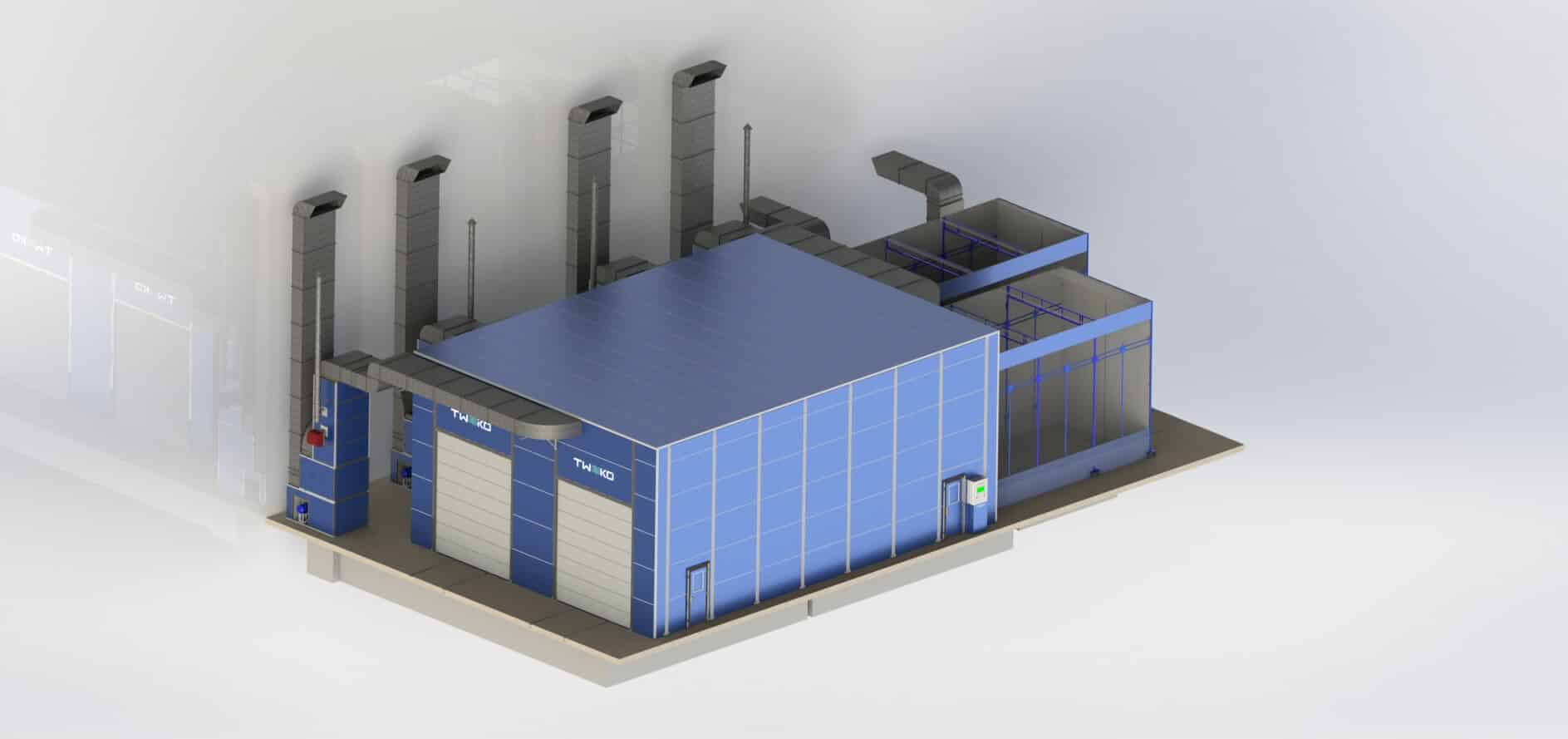
Дробеметная камера абразивоструйной очистки Для этапа подготовки поверхности мы спроектировали, изготовили и выполнили полный монтаж камеры абразивоструйной очистки серии KASO — модель KASO-15, предназначенную для абразивоструйной обработки крупногабаритных металлоконструкций длиной до 15 000 мм, обеспечивающую качественную и равномерную очистку крупногабаритных металлоконструкций перед нанесением лакокрасочных покрытий.
Камера имеет внутренние габариты рабочей зоны 15 000 × 5 000 × 5 000 мм. Конструкция выполнена из сэндвич-панелей толщиной 80 и 60 мм. В зоне абразивного воздействия предусмотрена внутренняя защитная облицовка.
Система сбора и регенерации металлической дроби реализована по замкнутому циклу и включает:
Механизированный скребковый пол размером 14 500 × 5 000 мм с продольными и поперечным транспортными модулями.
Пневмопривод с электрическим управлением для перемещения абразива.
Сепаратор для отделения пыли и посторонних примесей.
Бункер накопления очищенной дроби с возвратом в рабочий цикл.
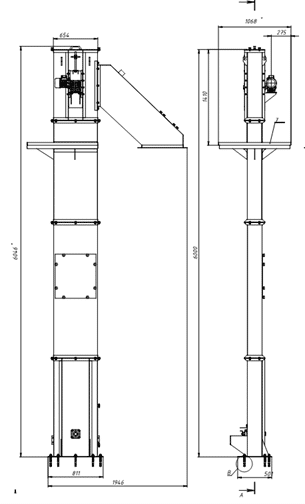
Для удаления пыли во время очистки камера оснащена фильтровентиляционной установкойФВУ-30, включающей корпус из гнутых панелей, картриджные фильтрующие элементы и импульсную систему регенерации фильтров с бункером для сбора пыли.
Управление работой камеры осуществляется через электрический пульт с системой автоматики и контроля, который включает прессостат, счетчик наработки, магнитные пускатели, автоматические выключатели и тепловые реле. Предусмотрен контроль работы механизмов системы регенерации абразива и вентиляции.
Конфигурация камеры адаптирована к интеграции в существующую производственную инфраструктуру предприятия и рассчитана на промышленную эксплуатацию с интенсивной нагрузкой.
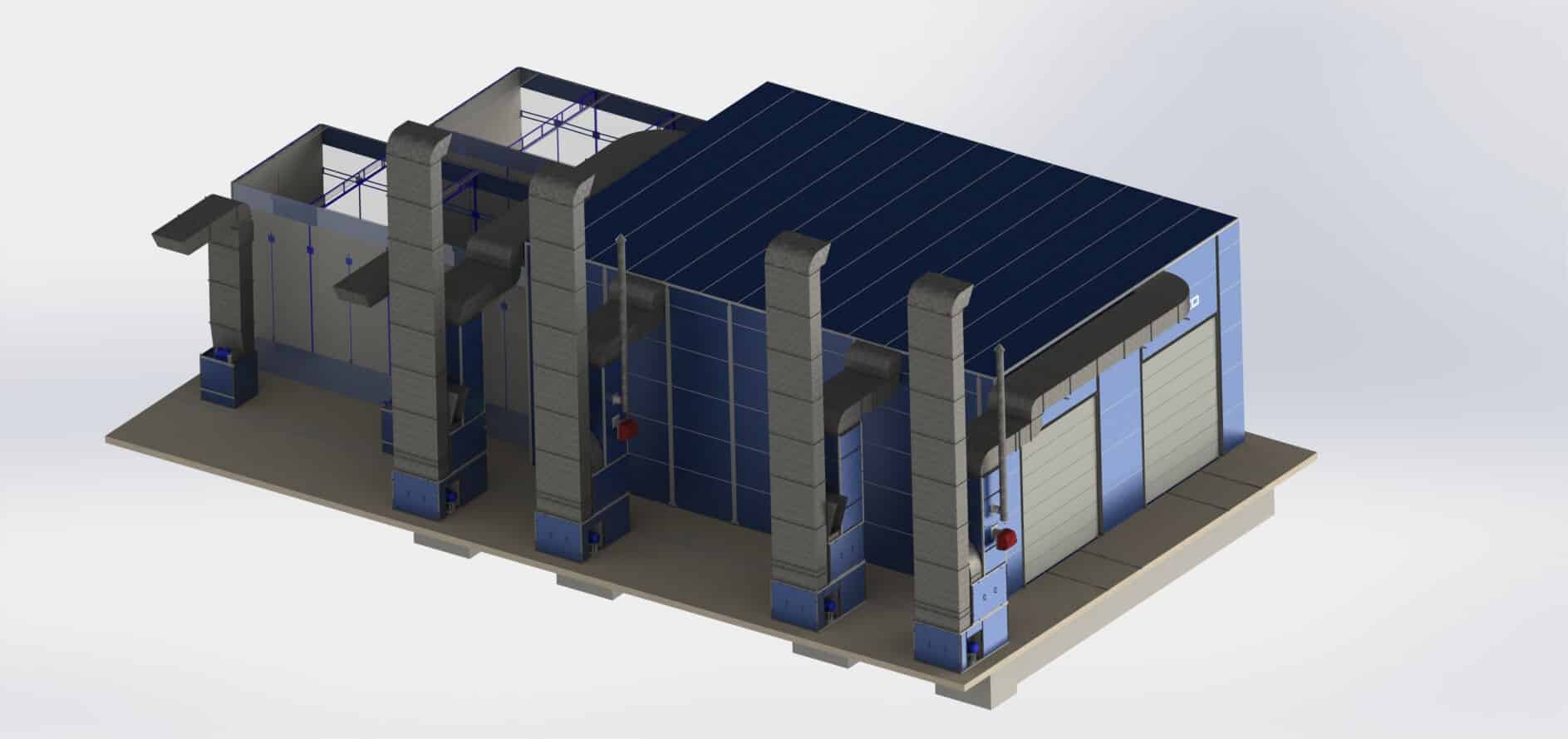
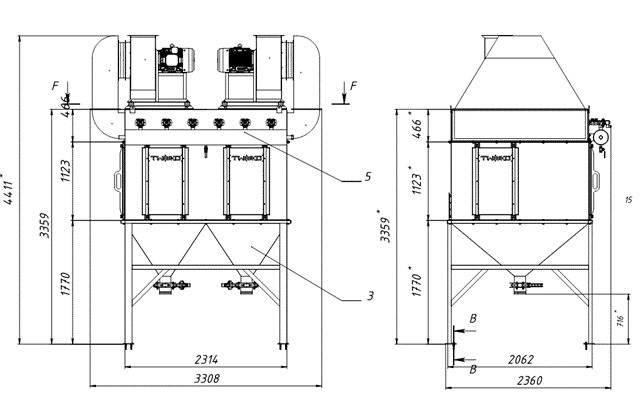
Окрасочно-сушильные камеры Для выполнения операций нанесения лакокрасочных покрытий и сушки крупногабаритных изделий в составе комплекса были спроектированы, изготовлены и смонтированы две окрасочно-сушильные камеры серии IKFS — модели IKFS-15.
Каждая камера имеет внутренние габариты рабочей зоны 15 000 × 5 500 × 6 000 мм. Конструкция выполнена из сэндвич-панелей толщиной 80 и 60 мм с теплоизоляционным наполнением. Камеры оснащены подъемно-перемещаемыми платформами для маляра, въездными воротами размером 3 500 × 4 200 мм и дверями для персонала. Система вентиляции организована по принципу ламинарного нисходящего воздушного потока с подачей очищенного приточного воздуха через потолочные фильтры и отбором через напольные решетки с двухступенчатой фильтрацией класса EU3.
Каждая камера оборудована:
Приточным термовентиляционным шкафом с теплообменником и дизельной горелкой.
Вытяжным вентиляционным шкафом с клапанами выброса воздуха с пневмоприводом.
Фильтрами предварительной очистки и рециркуляции воздуха.
Газосигнализатором довзрывной концентрации.
Системой промышленного освещения LED 4×18 Вт (верхние угловые и стеновые светильники).
Пульты управления оснащены системой автоматики и контроля, включающей частотные преобразователи вентиляционных установок, прессостат, датчики рабочей и критической температуры, терморегулятор для установки режима сушки, счетчик наработки, магнитные пускатели и автоматические выключатели.
Логика управления предусматривает возможность зонального использования рабочего пространства с отдельным управлением термовентиляционными шкафами, что позволяет адаптировать режим работы к габаритам изделий.
Для организации безопасного доступа оператора к верхним зонам изделий во время нанесения покрытий в составе комплекса предусмотрены подъемно-перемещаемые платформы для маляра.
Две независимые камеры обеспечивают параллельную работу и увеличение пропускной способности малярного участка без взаимного влияния режимов эксплуатации.
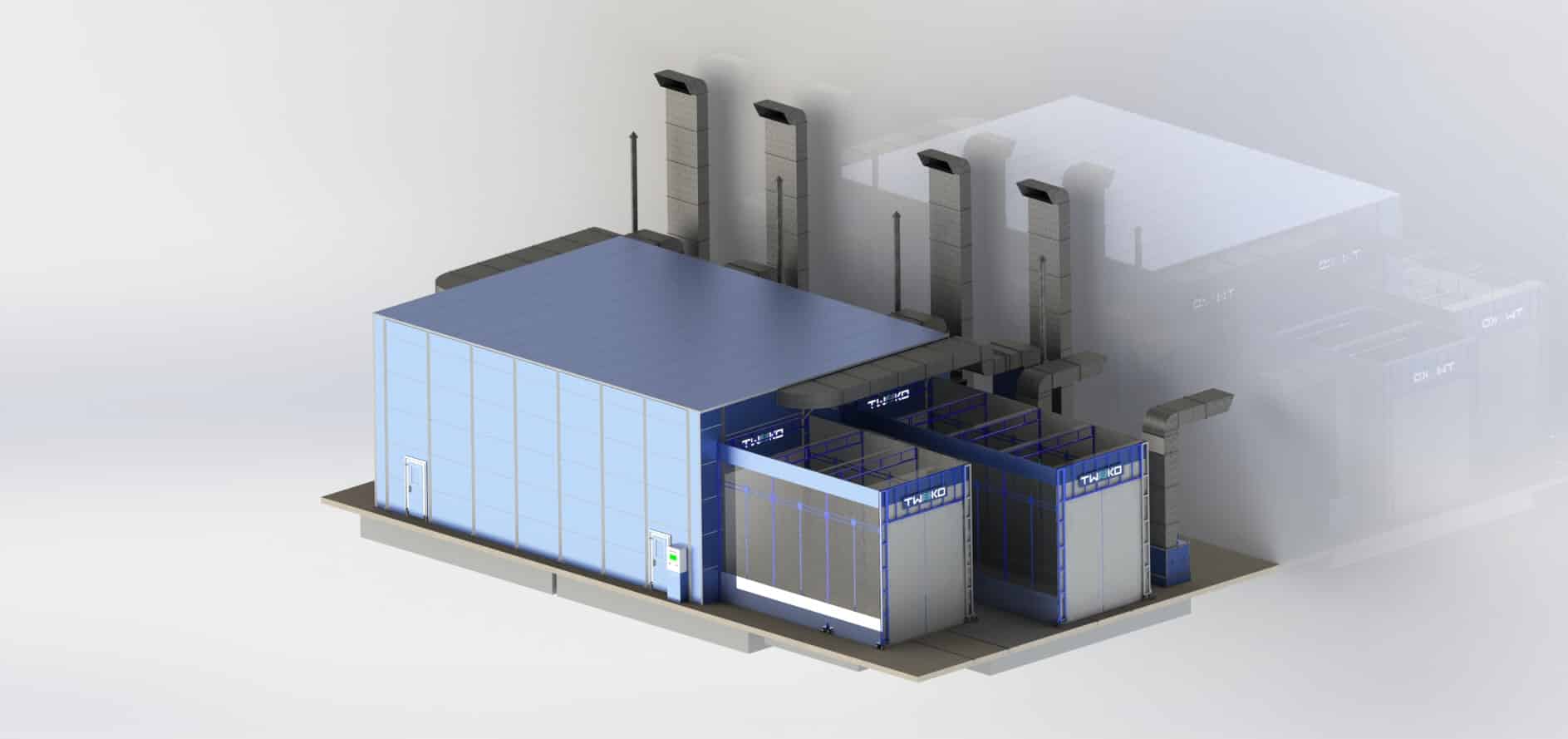
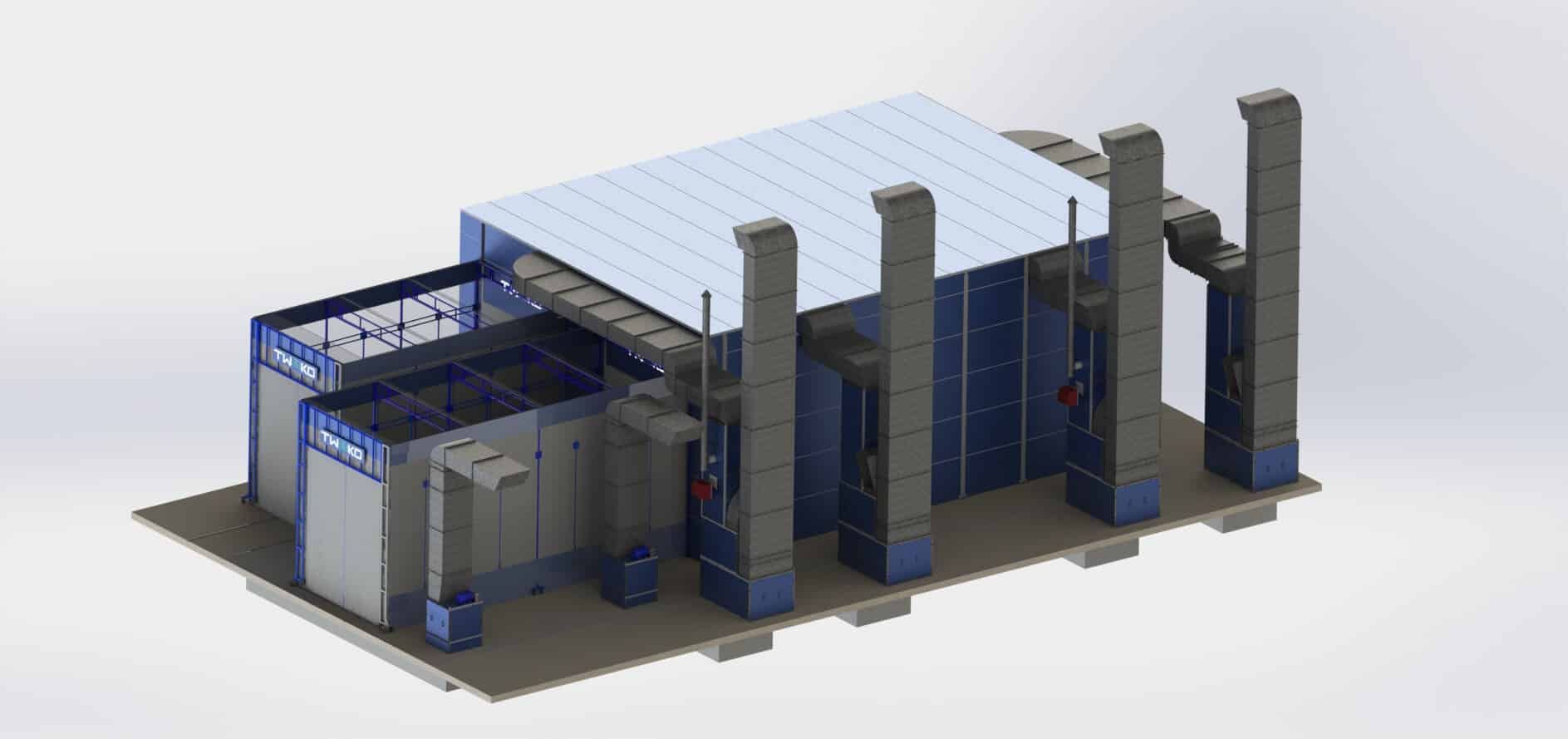
Посты подготовки серии APP Для выполнения операций подготовки поверхности и локального нанесения лакокрасочных материалов в составе комплекса реализовано два поста подготовки серии APP в исполнениях разной длины — APP-7 и APP-10.
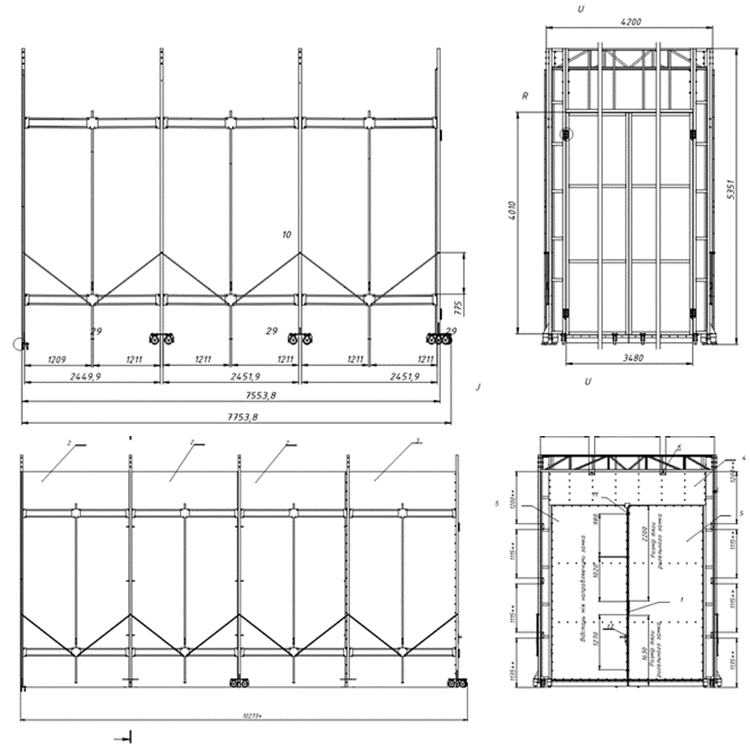
Посты выполнены в виде металлокаркасных модульных конструкций с системой ограждающих штор на направляющих и имеют одинаковые габариты по ширине и высоте, отличаясь длиной рабочей зоны, что обеспечивает адаптацию под разные габариты изделий и логистику участка.
APP-7: габаритная длина конструкции — 7 753,8 мм; габаритная высота — 4 200 мм; высота рабочего проема — 4 010 мм; габаритная ширина — 4 200 мм; ширина рабочего проема — 3 480 мм.
APP-10: габаритная длина конструкции — 10 277 мм; габаритная высота — 4 200 мм; высота рабочего проема — 4 010 мм; габаритная ширина — 4 200 мм; ширина рабочего проема — 3 480 мм.
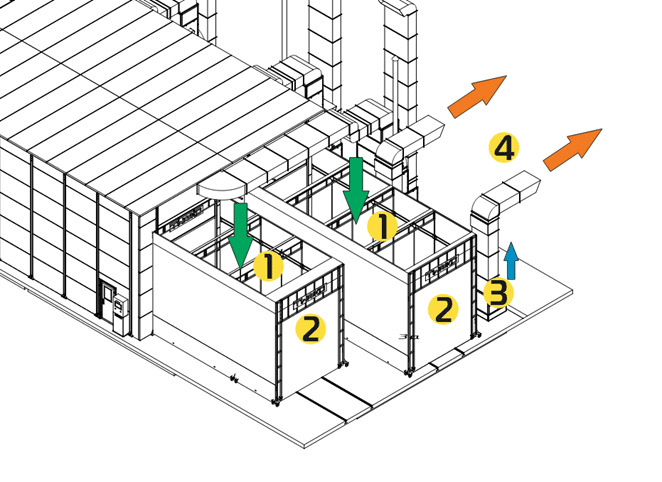
Каждый пост укомплектован инженерными и технологическими узлами согласно спецификации:
рециркуляционной вентиляционной установкой с электродвигателем;
шиберным устройством с пневмоприводом для управления воздушными потоками;
комплектом фильтров выброса, подачи и предварительной очистки;
пультом управления с системами автоматики и контроля;
счетчиком моточасов;
комплектом напольных решеток с допустимой нагрузкой до 800 кг/колесо;
Применение двух постов APP обеспечивает возможность параллельного выполнения подготовительных операций и локальной окраски без остановки основных камер, а также повышает общую пропускную способность малярного участка.
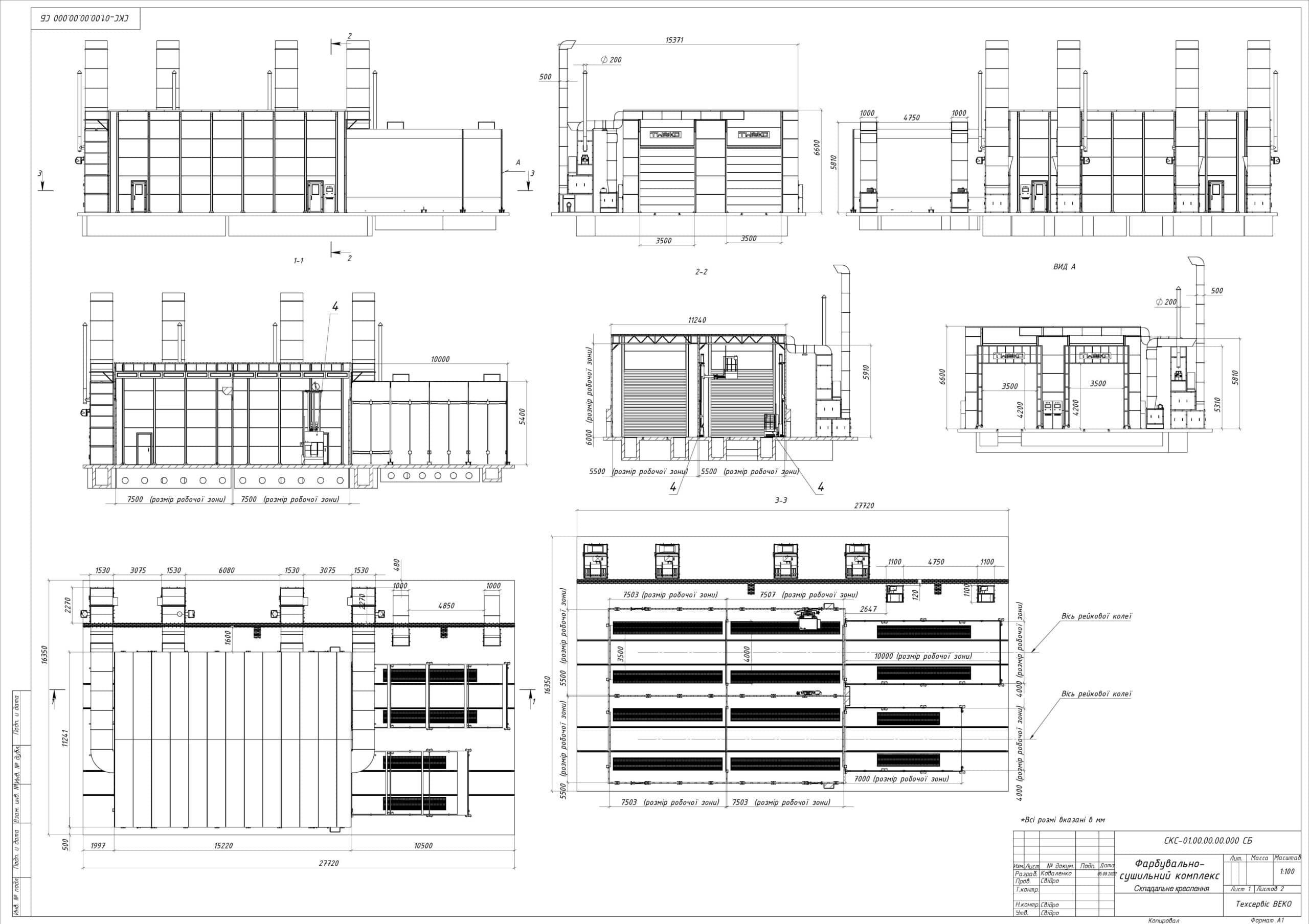
Технические характеристики
*Состав и конфигурация оборудования согласно рабочей документации
Компонент
KASO-15
IKFS-15 (2 камеры)
APP (2 поста)
Общие характеристики
Тип оборудования
Дробеметная камера абразивоструйной очистки
Окрасочно-сушильная камера
Пост подготовки с рециркуляцией
Количество
1 комплект
2 комплекта
2 комплекта
Габариты рабочей зоны
Внутренние размеры (Д × Ш × В)
15 000 × 5 000 × 5 000 мм
15 000 × 5 500 × 6 000 мм
7 000 × 4 000 × 5 000 мм
Конструктив
Ограждающие конструкции
Сэндвич-панели 80/60 мм, внутренний периметр с износостойким покрытием
Сэндвич-панели 80/60 мм
Металлокаркас с направляющими и ограждающими шторами
Пол
Механизированный скребковый пол 14 500 × 5 000 мм
Двухступенчатая фильтрация EU3 с напольными решетками
Реализация проекта выполнялась как комплексное техническое переоснащение части существующего производственного здания с интеграцией дробеметной камеры KASO-15, двух окрасочно-сушильных камер IKFS-15 и двух постов подготовки APP в единый технологический поток. Работы охватывали проектирование, разработку рабочей документации, изготовление оборудования, монтаж, интеграцию инженерных систем и пусконаладку.
Инженерная проработка и компоновка ▼
На первом этапе выполнено инструментальное обследование помещения и разработано компоновочное решение малярного участка с учетом габаритов изделий до 15 000 мм, логики перемещения техники и размещения инженерных систем.
определена геометрия фундаментных приямков под механизированный скребковый пол KASO-15;
проработано расположение окрасочно-сушильных камер и термовентиляционных шкафов IKFS-15;
согласована трассировка воздуховодов, зон выброса и рециркуляции воздуха;
определены точки подключения электропитания и пневмосистем.
Проектные решения формировались с учетом интеграции оборудования в существующую инфраструктуру предприятия без остановки основного производства.
Разработка рабочей и конструкторской документации ▼
схемы приточно-вытяжной вентиляции и теплотехнических узлов;
конструкторскую документацию на посты подготовки APP (7 000 × 4 000 × 5 000 мм).
Документация стала основой для изготовления металлоконструкций, инженерных узлов и координации монтажных работ.
Изготовление оборудования ▼
производство металлоконструкций кабин KASO и IKFS из сэндвич-панелей 80/60 мм;
изготовление узлов системы регенерации абразива (скребковый транспортер, нория, сепаратор, бункер);
комплектацию ФВУ-30 с картриджными фильтрами и импульсной системой очистки;
изготовление термовентиляционных шкафов с дизельными горелками и 4-ходовыми теплообменниками;
изготовление и комплектацию перемещаемой платформы маляра;
подготовку электрических шкафов управления и автоматики.
Оборудование проходило внутренний контроль качества перед отгрузкой на объект.
Монтаж и интеграция на производственной площадке ▼
монтаж каркасов и ограждающих конструкций камер;
установка механизированного скребкового пола и транспортных модулей;
монтаж нории, сепаратора и бункера дроби;
установка ФВУ-30 и аспирационных воздуховодов;
монтаж термовентиляционных шкафов IKFS и систем рециркуляции;
установка постов подготовки APP с рециркуляционными вентиляционными установками;
прокладка электрических и пневматических коммуникаций;
интеграцию пультов управления и систем автоматики.
Монтаж выполнен с учетом требований к герметичности, жесткости конструкций и правильности работы воздушных потоков.
Пусконаладка и ввод в эксплуатацию ▼
проверку работы механизированной системы регенерации абразива;
наладку параметров аспирации ФВУ-30;
настройку температурных режимов IKFS и зонального управления ТВШ;
проверку работы газосигнализаторов довзрывной концентрации;
тестирование режимов окраски, сушки и рециркуляции воздуха;
инструктаж персонала заказчика.
После завершения пусконаладочных работ комплекс был введен в промышленную эксплуатацию как единый замкнутый малярный участок с дробеметной подготовкой поверхности, окраской и сушкой крупногабаритной техники.
Ключевые узлы комплекса
*Состав и конфигурация согласно спецификации
Узел / система
Техническая реализация
Рабочие камеры
Комплекс включает дробеметную камеру KASO-15 (внутренние размеры 15 000 × 5 000 × 5 000 мм), две окрасочно-сушильные камеры IKFS-15 (15 000 × 5 500 × 6 000 мм) и два поста подготовки APP (7 000 × 4 000 × 5 000 мм). Кабины выполнены из сэндвич-панелей толщиной 80/60 мм. Внутренний периметр KASO имеет износостойкое покрытие. Конструкция APP — металлокаркас с направляющими и ограждающими шторами.
Ворота и доступ
KASO-15 оснащена въездными воротами 3 500 × 3 500 мм и сервисными дверями 850 × 1 900 мм. Камеры IKFS-15 имеют ворота 3 500 × 4 200 мм и двери 800 × 1 900 мм. Конструктив APP предусматривает открытый фронт доступа.
Скребковый пол
Механизированная система сбора абразива размером 14 500 × 5 000 мм: 5 продольных модулей 14 500 × 900 × 110 мм и 1 поперечный модуль 4 500 × 800 × 1 500 мм. Привод — пневматический с электрическим управлением.
Система регенерации абразива
Включает ковшовый элеватор (норию), сепаратор дроби и резервуар накопления. Сепаратор обеспечивает механическое отделение пыли и примесей с возвратом очищенной дроби в рабочий цикл.
Фильтровентиляционная установка KASO
ФВУ-30 с корпусом из гнутых панелей, картриджными фильтрующими элементами, импульсной системой автоматической очистки и бункером сбора пыли.
Приточно-вытяжная система IKFS
Термовентиляционные шкафы приточного типа с теплообменником и дизельной горелкой. 4-ходовой теплообменник из жаростойкой стали. Клапаны подачи и рециркуляции воздуха с пневмоприводом. Отдельный вытяжной вентиляционный шкаф с клапанами выброса.
Система фильтрации IKFS
Фильтры предварительной очистки, потолочные фильтры тонкой очистки и напольные фильтры (двухступенчатая схема очистки класса EU3).
Рециркуляционная вентиляция APP
Рециркуляционная вентиляционная установка с электродвигателем, комплект фильтров подачи, предварительной очистки и выброса, шиберное устройство с пневмоприводом.
Напольные решетки
IKFS — двухступенчатая фильтрация с напольными кассетами. APP — решетки с максимально допустимой нагрузкой 800 кг на колесо.
Автоматика и управление
Пульты управления KASO, IKFS и APP с магнитными пускателями, автоматическими выключателями и тепловыми реле. IKFS оснащена частотными преобразователями (3 шт.), прессостатом, датчиком рабочей и критической температуры, терморегулятором, счетчиком наработки. Предусмотрено зональное управление ТВШ. IKFS оборудована газосигнализатором довзрывной концентрации.
Подъемно-перемещаемая платформа маляра
В составе комплекса предусмотрены две подъемно-перемещаемые платформы для маляра для выполнения окрасочных работ с доступом к верхним зонам крупногабаритных изделий в рабочем пространстве камер IKFS.
Освещение
Светильники LED T8 1200 × 4 × 18 Вт. В KASO — 20 верхних угловых светильников. В IKFS — 20 верхних и 12 стеновых. APP — верхние угловые светильники аналогичного типа.
Электропитание
Питание оборудования — 380 В / 50 Гц. Освещение — 220 В / 50 Гц.
Результат для заказчика
Внедрение интегрированного малярного комплекса позволило ООО «Спец-Ком-Сервис» сформировать полностью замкнутый технологический цикл подготовки поверхности, окраски и сушки крупногабаритных изделий в рамках одной производственной площадки.
Комплекс, включающий камеру абразивоструйной очистки KASO-15, две окрасочно-сушильные камеры IKFS-15 и два поста подготовки APP, обеспечил системную интеграцию механики, вентиляции, теплотехники и автоматики в единую производственную инфраструктуру.
Стабильность качества покрытий
Механизированная система регенерации абразива, эффективная аспирация ФВУ-30 и контролируемые параметры воздухообмена в IKFS-15 обеспечили повторяемость результата дробеметной очистки и стабильные условия нанесения лакокрасочных материалов.
равномерная подготовка поверхности после дробеметной обработки;
контроль температурных режимов сушки;
снижение влияния человеческого фактора благодаря автоматизированным системам управления;
стабильные параметры воздушной среды в окрасочных камерах.
Повышение производительности
Наличие двух автономных камер IKFS-15 и двух постов подготовки APP позволяет организовать параллельную обработку нескольких изделий разной степени готовности.
одновременная работа нескольких технологических зон;
вынос подготовительных операций за пределы окрасочных камер;
непрерывный цикл дробеметной обработки с автоматическим возвратом абразива;
оптимизированная логистика перемещения изделий в пределах цеха.
Контроль и безопасность
Система автоматики обеспечивает контроль основных параметров работы оборудования и блокирует недопустимые режимы эксплуатации.
мониторинг температуры и давления воздуха;
контроль работы транспортных механизмов KASO;
газосигнализация довзрывной концентрации в IKFS;
индикация аварийных состояний.
Производственный эффект
Создание единого малярного участка с абразивоструйной подготовкой поверхности позволило предприятию выполнять полный цикл антикоррозионной защиты крупногабаритных изделий длиной до 15 метров в штатном промышленном режиме.
Комплекс функционирует как целостная технологическая система, обеспечивающая прогнозируемое качество покрытий, стабильность процессов и готовность к серийному производству специализированной автомобильной техники.
Заключение
Проект для ООО «Спец-Ком-Сервис» стал примером комплексного инженерного подхода к модернизации малярного участка для производителя крупногабаритной специализированной техники. Реализованный комплекс объединил абразивоструйную подготовку поверхности, окраску и сушку в единую технологическую систему с согласованными режимами работы механических, вентиляционных, теплотехнических и автоматизированных узлов.
Интеграция KASO-15, двух IKFS-15 и двух постов APP обеспечила предприятию полный контроль над качеством антикоррозийной защиты и финишного покрытия, стабильность технологических параметров и возможность масштабирования производства без привлечения внешних подрядчиков.
Комплекс работает как инфраструктурная часть производства — не отдельные камеры, а системно интегрированный малярный участок, адаптированный к интенсивной эксплуатации, крупногабаритным изделиям и требованиям серийного выпуска специальной автомобильной техники.
Реализация этого проекта подтверждает компетенцию TWEKO в создании полноценных технологических решений для предприятий машиностроения и производителей специализированной техники.
Реализуем комплексное решение для вашего производства
TWEKO проектирует и внедряет интегрированные малярные комплексы для предприятий машиностроения, производителей металлоконструкций и специализированной техники. Мы работаем с полным циклом — от предпроектных изысканий и разработки рабочей документации до изготовления, монтажа и ввода в промышленную эксплуатацию.
Если ваше предприятие нуждается в модернизации участка подготовки поверхности и окраски или планирует запуск нового производственного комплекса — наши инженеры подготовят техническое решение с учетом габаритов изделий, логистики цеха и производственных нагрузок.
Комплекс абразивоструйной очистки и покраски для Autostrada
Архивы Дробеструйная камера - «Техсервис ВЕКО»
Компанией TWEKO выполнен комплекс работ по разработке, изготовлению, поставке и монтажу технологического комплекса для абразивоструйной очистки, окраски и сушки металлоконструкций на производственном предприятии дорожного-инфраструктурного профиля.
О клиенте
ТОВ «ВК „АВТОСТРАДА“» (Autostrada) — один из крупнейших украинских подрядчиков в сфере дорожного и инфраструктурного строительства. Компания специализируется на возведении, реконструкции и капитальном ремонте автомобильных дорог, мостов, путепроводов и сложных инженерных сооружений, работая с масштабными металлоконструкциями собственного и подрядного производства.
Производственная база предприятия включает площадки для изготовления, подготовки и антикоррозионной защиты крупногабаритных металлических элементов, используемых в дорожном и мостостроительном секторе. Высокая интенсивность эксплуатации конструкций в сложных климатических и механических условиях обусловливает повышенные требования к качеству очистки поверхности и нанесения лакокрасочных покрытий.
В рамках развития собственной производственной инфраструктуры Autostrada инициировала создание участка абразивоструйной очистки и окраски, способного обеспечить полный технологический цикл обработки крупногабаритных изделий с соблюдением требований промышленной безопасности, охраны труда и стабильного качества покрытий.
Решение
Для обеспечения технологических операций абразивоструйной очистки, нанесения лакокрасочных покрытий и сушки крупногабаритных изделий компанией TWEKO был поставлен и смонтирован комплекс оборудования, включающий камеру абразивоструйной очистки серии KASO модели KASO-20 и окрасочно-сушильную камеру серии IKFS модели IKFS-20 КФС.000.00.00-ЭНЕРГИЯ «Д».
Технические параметры, состав основных узлов и комплектация систем вентиляции, нагрева, освещения и электропитания приведены ниже в соответствии с паспортами оборудования.
Камера абразивоструйной очистки KASO-20Камера абразивоструйной очистки серии КАСО производства TWEKO — модель KASO-20 с внутренними размерами кабины 20 000 × 6 500 × 7 000 мм.
Камера выполнена в проходной компоновке с въездными и выездными воротами, расположенными по обоим торцам кабины, что обеспечивает перемещение изделий через камеру в одном направлении в рамках технологического процесса.
Камера рассчитана на одновременную работу двух постов абразивоструйной очистки и оснащена системой вентиляции на базе фильтровально-вентиляционных установок ФВУ 30000, а также системой промышленного освещения.
Для выполнения работ на высоте в рабочем пространстве камеры предусмотрены две подъемно-передвижные платформы, размещенные по одной с каждой стороны зоны обработки, что обеспечивает удобный и безопасный доступ операторов к поверхностям крупногабаритных изделий.
В комплектацию камеры входит система транспортирования и регенерации абразива, включающая ковшовый транспортер (норию), сепаратор для очистки абразива, бункер-накопитель и скребковый пол для сбора отработанного материала из рабочей зоны.
Кабина камеры выполнена в виде металлического каркаса с обшивкой сэндвич-панелями. В конструкции предусмотрена сервисная дверь для персонала, а управление работой оборудования осуществляется с пульта управления.
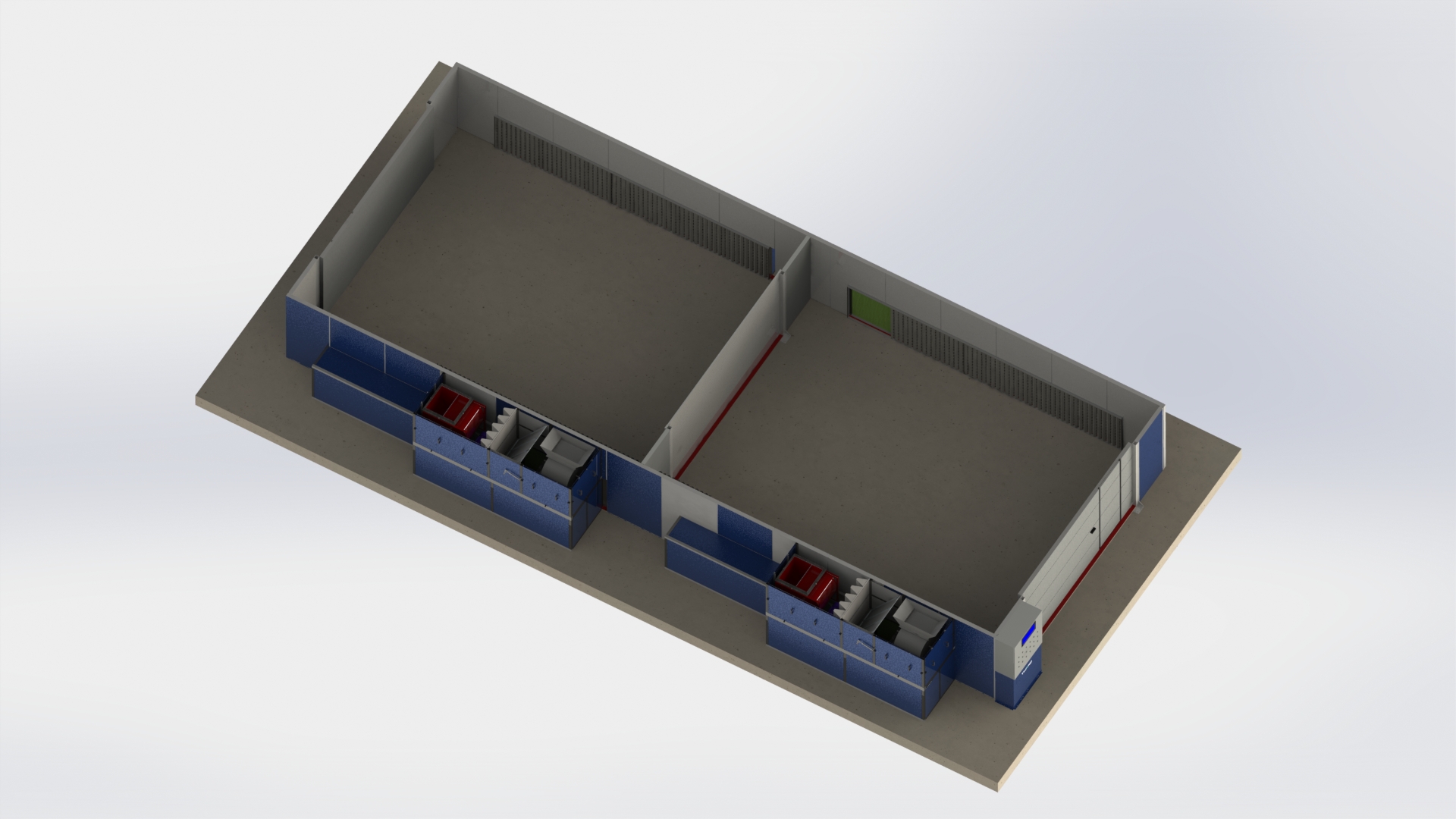
Покрасочно-сушильная камераПокрасочно-сушильная камера серии IKFS производства TWEKO — модель IKFS-20 с внутренними габаритами кабины 19 000 × 6 500 × 7 000 мм и наружными размерами 11 360 × 7 640 мм. Камера выполнена в проходной компоновке с въездными и выездными секционными воротами, расположенными по обоим торцам кабины, что обеспечивает сквозное перемещение изделий в рамках технологического процесса покраски и сушки.
Конструкция камеры представляет собой металлический каркас с обшивкой сэндвич-панелями; внутри размещены элементы промышленного освещения и потолочный конструктив с рамами потолка и фильтрами. Для выполнения работ на высоте в рабочем пространстве камеры предусмотрены подъемно-передвижные платформы работника, расположенные по обе стороны зоны обработки, что обеспечивает безопасный и удобный доступ операторов к поверхностям крупногабаритных изделий.
Система вентиляции построена на базе приточных и вытяжных установок с производительностью 26 000 м³/ч каждая; в конфигурации применено по четыре установки на приток и на вытяжку, что обеспечивает необходимый воздухообмен в рабочем объеме камеры.
Рабочая температура внутри камеры во время сушки может достигать 80 °C. Система освещения рассчитана на потребляемую мощность до 3 кВт. В конструкции камеры предусмотрено применение фильтров различных типов, в том числе фильтров предварительной очистки, потолочных, картонных и стекловолоконных, обеспечивающих очистку воздуха на разных этапах процесса.
Теплогенераторы, установленные вне кабины (8 единиц)
Максимальная температура сушки
—
до 80 °C
Освещение
Потребляемая мощность освещения
до 5 кВт
до 3 кВт
Акустические показатели
Уровень шума внутри камер
до 65 дБ
до 65 дБ
Уровень шума за пределами камер
до 70 дБ
до 70 дБ
Электропитание
Основное электропитание
380 В / 50 Гц
380 В / 50 Гц
Напряжение цепей освещения
220 В
220 В
Суммарная установленная мощность
до 33 кВт
до 80 кВт
Конструктивные и функциональные особенности комплекса
Компоновка технологического оборудования.
Комплекс сформирован из камеры абразивоструйной очистки, окрасочно-сушильной камеры, вентиляционных установок и вспомогательного оборудования, смонтированных в пределах единого производственного контура в соответствии с проектной компоновкой.
Габариты рабочих зон камер.
Внутренние размеры камер KASO-20 и IKFS-20 позволяют выполнять обработку металлоконструкций значительной длины, высоты и сечения в пределах габаритов, указанных в технической документации.
Система сбора и регенерации абразива.
Камера абразивоструйной очистки оснащена механизированной системой сбора и транспортирования отработанного абразива, в состав которой входят скребковый пол, ковшовый транспортер, сепаратор и бункер-накопитель.
Организация вентиляции и воздухообмена.
В составе комплекса применены фильтровально-вентиляционные установки и приточно-вытяжные системы, параметры производительности которых соответствуют значениям, указанным в технической документации оборудования.
Размещение теплогенерирующего оборудования.
Окрасочно-сушильная камера выполнена с выносом теплогенерирующих и вентиляционных модулей за пределы кабины в соответствии с принятыми конструктивными решениями.
Средства доступа и обслуживания.
Конструкция камер предусматривает наличие сервисных дверей, ворот, освещения и элементов, необходимых для выполнения технологических операций и регламентного обслуживания оборудования.
Оборудование для выполнения работ на высоте.
В составе комплекса применены подъемно-перемещаемые платформы работника, предназначенные для выполнения абразивоструйных, подготовительных и окрасочных операций в пределах рабочих зон камер.
Системы управления.
Управление работой основных узлов камер и инженерных систем осуществляется с использованием пультов управления, предусмотренных конструкцией оборудования.
В результате выполнения проекта заказчик получил комплект технологического оборудования для выполнения операций абразивоструйной очистки, окраски и сушки крупногабаритных металлоконструкций в рамках собственной производственной инфраструктуры.
Поставленное оборудование сформировано как единый технологический комплекс, включающий камеру абразивоструйной очистки, окрасочно-сушильную камеру, вентиляционные и вспомогательные системы, а также средства обеспечения работ на высоте. Состав, параметры и комплектация оборудования соответствуют проектной и эксплуатационной документации.
Заключение
Реализованный проект подтвердил системный подход компании TWEKO к созданию комплексных инженерных решений для промышленных предприятий — от проектирования и производства оборудования до его монтажа и интеграции в производственную инфраструктуру заказчика.
Примененные технические решения позволили адаптировать комплекс к реальным условиям производственной площадки с учетом требований промышленной безопасности, охраны труда и перспектив дальнейшего развития участка. Согласованная работа технологических и инженерных систем обеспечивает стабильность процессов и предсказуемую эксплуатацию оборудования.
Если ваше предприятие нуждается в индивидуальном решении для подготовки поверхности, окраски и сушки крупногабаритных изделий, команда TWEKO готова предложить оптимальную конфигурацию оборудования с учетом специфики производства и условий эксплуатации.
Технологическое оборудование для подготовки поверхностей для покраски: пост и камера абразивоструйной очистки
Архивы Дробеструйная камера - «Техсервис ВЕКО»
В начале 2023 года к специалистам TWEKO обратилась автотранспортная компания с запросом на разработку технологического решения для подготовки поверхностей в процессе производства автотранспортных средств. После анализа задания мы предложили оптимальное решение, которое включало установку поста предварительной подготовки и камеры абразивоструйной очистки, что было утверждено заказчиком.
Состав проекта
В рамках сотрудничества мы разработали концептуальные решения для подготовки поверхностей автотранспортных средств, учитывая потребности производства АТП. После подготовительных работ на площадке клиента было установлено:
Пост предварительной подготовки серии APP-H-40 (размеры 16 000 × 5 921 × 5 000 мм) – 1 комплект;
Камера абразивоструйной очистки модели КАСО-10 – 1 комплект;
Система воздуховодов, адаптированная к условиям производственного цеха.
Монтаж выполняла профессиональная бригада, оснащенная сертифицированным оборудованием и инструментами, с полным соблюдением норм охраны труда. Кроме основного оборудования, мы также спроектировали и смонтировали систему воздуховодов, адаптированную к условиям производственного цеха. Конструкторский отдел TWEKO разработал линии воздуховодов с сохранением всех необходимых сечений и пропускной способности, а монтаж был выполнен точно по документации и действующим стандартам вентиляционных систем.
Результат сотрудничества
Проект завершен в оговоренные сроки с полным выполнением договорных обязательств. Оборудование введено в эксплуатацию и работает безотказно, соответствуя заявленным характеристикам. Клиент, автотранспортное предприятие, высоко оценил качество поста подготовки и камеры очистки, отметив профессионализм команды TWEKO и порекомендовав нас как надежного партнера для технологических решений в производстве автотранспорта.
Технологічні рішення для підготовки поверхонь від TWEKO
Для автотранспортного підприємства TWEKO реалізувала комплексне рішення, яке забезпечує високоякісну підготовку поверхонь до фарбування. Наші технології підвищують ефективність виробництва, скорочують час підготовки та забезпечують стабільну якість покриттів.
Абразивоструйна камера KASO. Призначена для очищення поверхонь від іржі, окалини, фарби та забруднень за допомогою абразивних матеріалів (сталева дроба, електрокорунд, скляні або керамічні кульки). Оснащена автоматичною системою регенерації абразиву та вентиляцією з пиловловлювачем для безпечної та ефективної роботи. Дізнайтесь більше.
Пости попередньої підготовки серії APP. Пост APP-H-40 із серії APP Standart забезпечує високоякісну підготовку поверхонь завдяки потужній вентиляції та фільтрації. Також доступні: APP SPodium для очисних робіт, APP Flatfloor для компактного розміщення, бюджетні APP Light-P, APP Light-S та APP Light Flatfloor для гнучкої інтеграції.
Шукаєте рішення для підготовки поверхонь у виробництві автотранспорту? TWEKO пропонує абразивоструйні камери та фарбувальні пости попердньої підготовки для вашого виробництва!
Отзыв о сотрудничестве с ООО НПП “Техноваги”
Архивы Дробеструйная камера - «Техсервис ВЕКО»
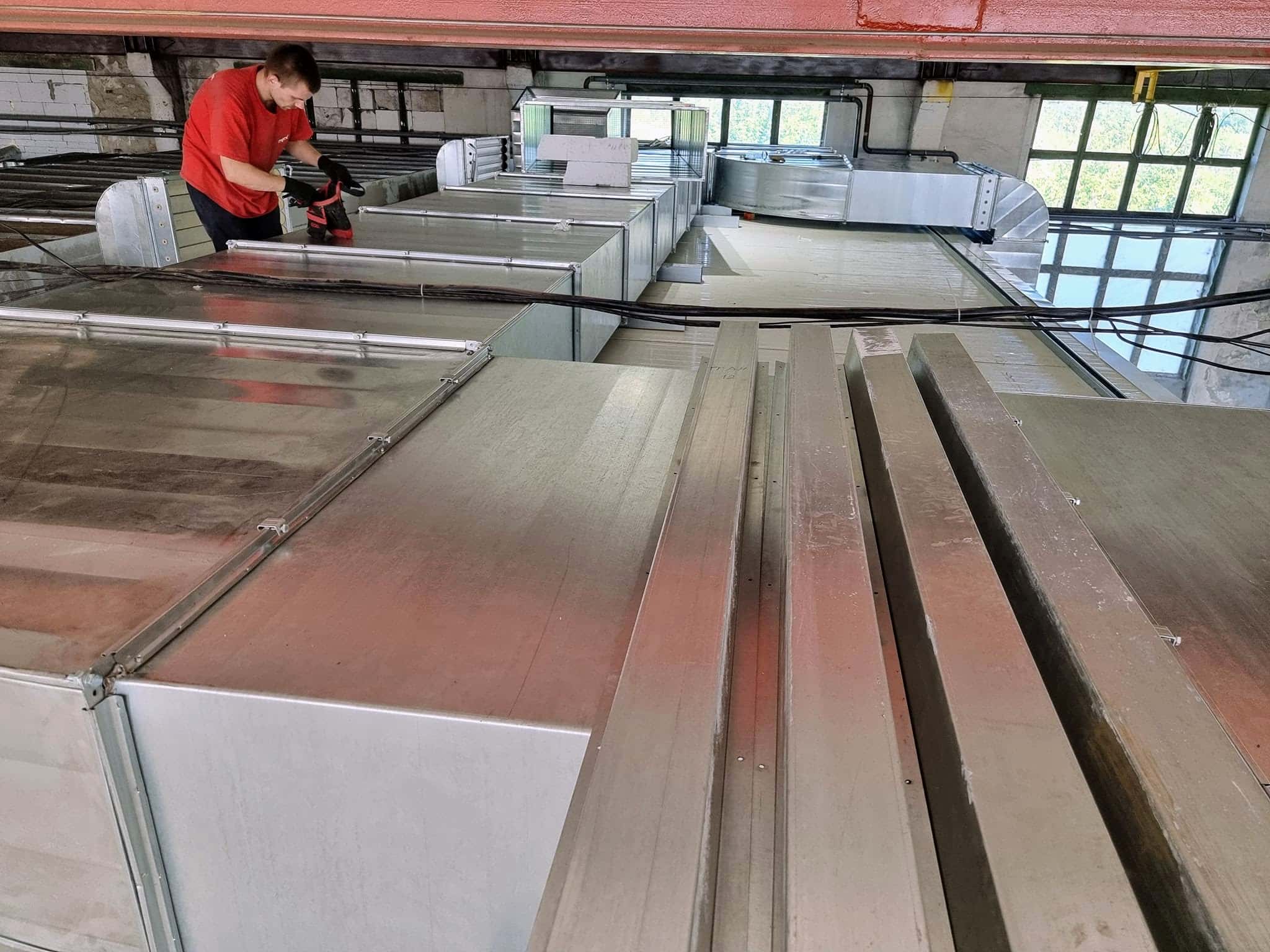
В 2022 году на заводе весодозирующего оборудования “Техноваги” в рамках плана технического переоснащения было принято решение о приобретении покрасочно-сушильной камеры и камеры абразивоструйной очистки для участка подготовки поверхности.
Улучшить условия труда и повысить эффективность работы участка подготовки поверхности.
Улучшить качество нанесения лакокрасочных покрытий на готовую продукцию.
Снизить риски для здоровья и окружающей среды.
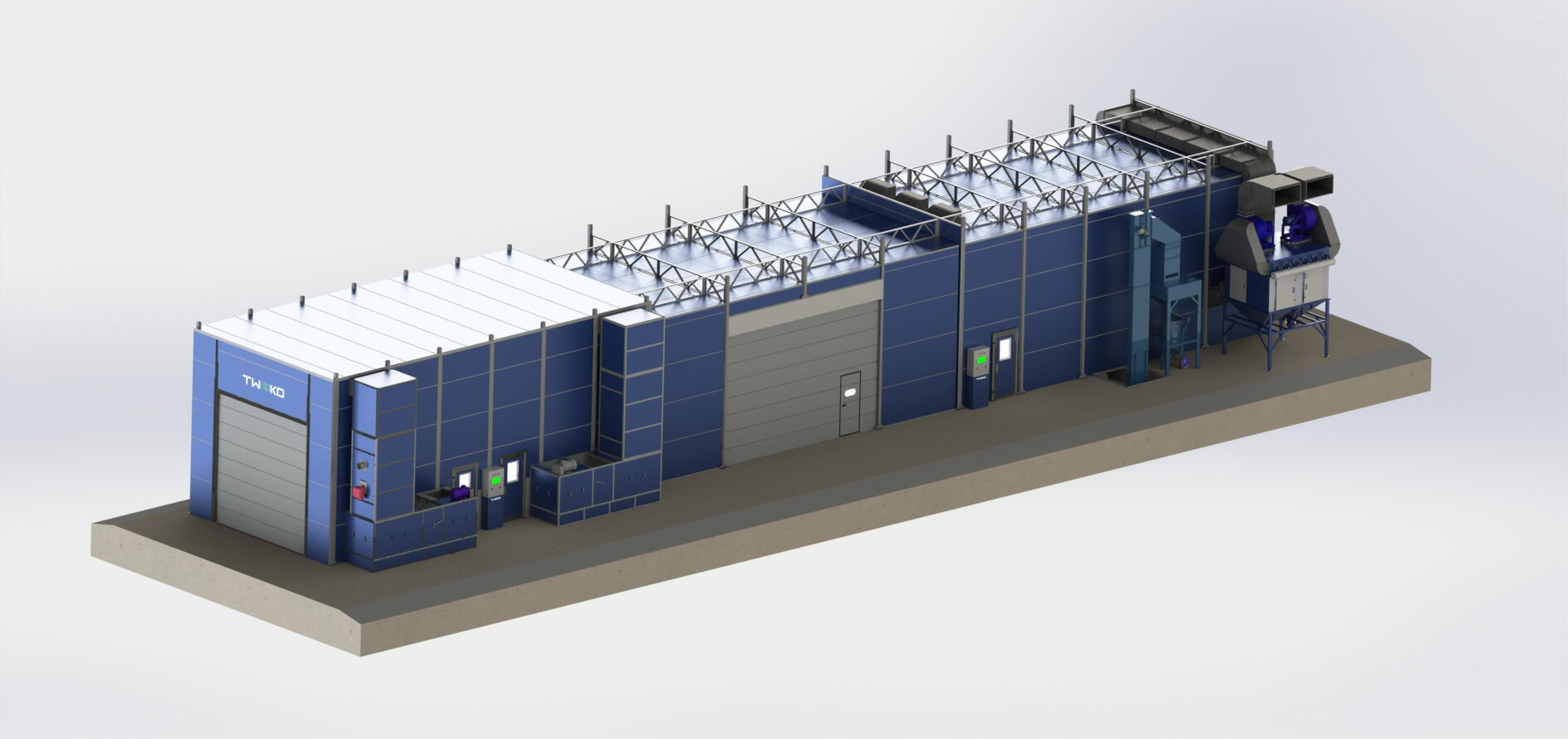
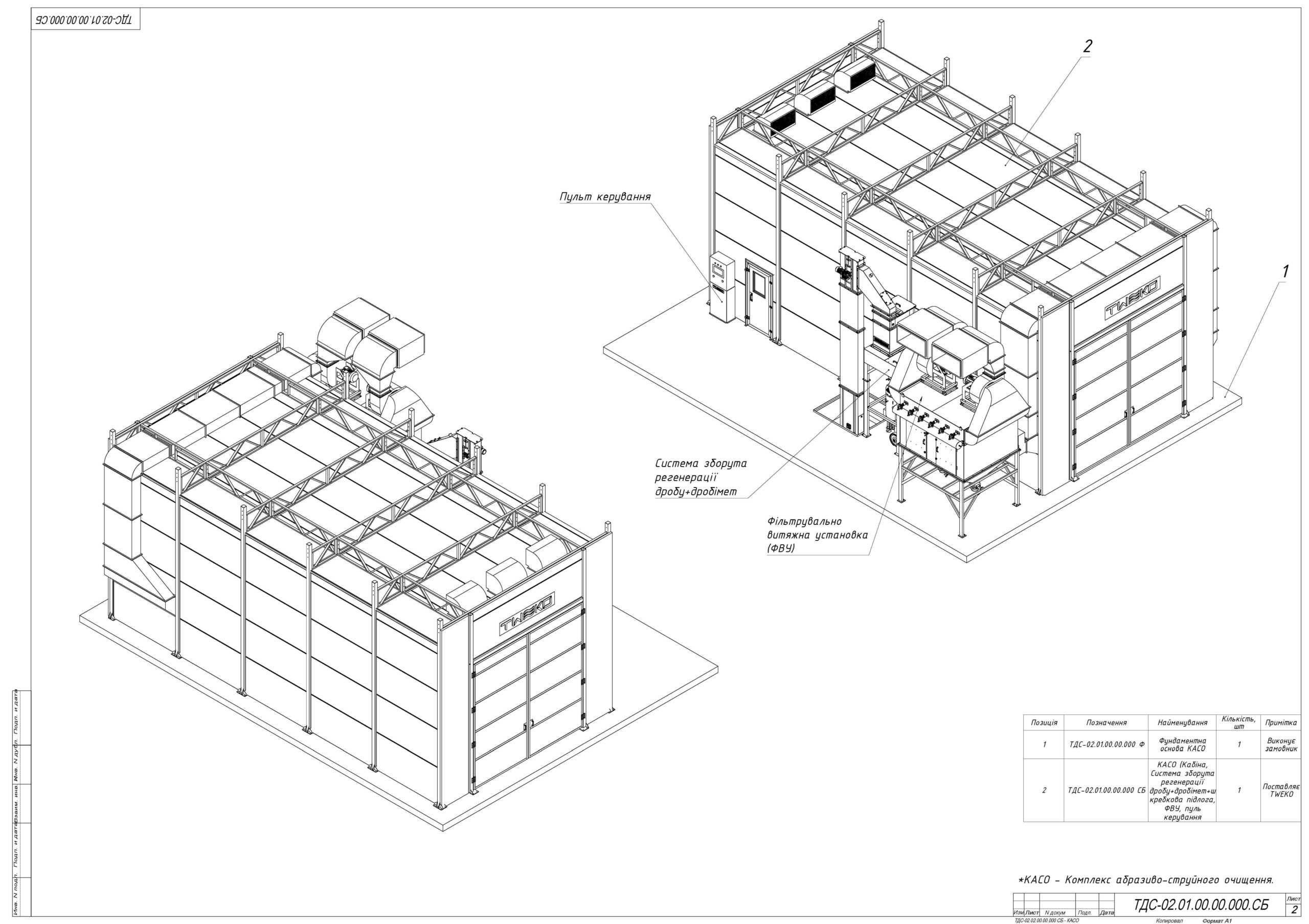
После тщательного изучения рынка ООО НПП “Техноваги” выбрали компанию “Техсервис ВЕКО и партнер ГмбХ”, поскольку компания имеет многолетний опыт в производстве и внедрении современных малярных комплексов. В рамках сотрудничества была приобретена покрасочно-сушильная камера модели КФС.000.00.00.ЭНЕРГИЯ и камера абразивоструйной очистки (проходная), которые имеют рабочую зону размером 8000x5000x4000 мм. Результат
С момента подписания договора оборудование было изготовлено вовремя и смонтировано с соблюдением всех технических требований. Монтажные работы прошли без проблем, а специалисты TWEKO продемонстрировали высокий уровень профессионализма и ответственности. После запуска оборудования в работу не возникло никаких технических неисправностей, что подтверждает высокое качество продукции TWEKO. Регулярное техническое обслуживание проводится своевременно, и на данный момент оборудование эксплуатируется уже два года без каких-либо нареканий. Оно значительно повысило эффективность работы участка подготовки поверхности, улучшило качество нанесения лакокрасочных покрытий и условия труда сотрудников ООО НПП “Техноваги”.
Техсервис ВЕКО
Компания TWEKO зарекомендовала себя как надежного партнера и производителя высококачественного оборудования для малярных комплексов. По словам главного инженера Юрия Мицына,
сотрудничество с TWEKO стало важным шагом в повышении эффективности и качества производства.
Планируете купить покрасочную и дробеструйную камеру? Чтобы узнать цену, свяжитесь с нами сегодня!
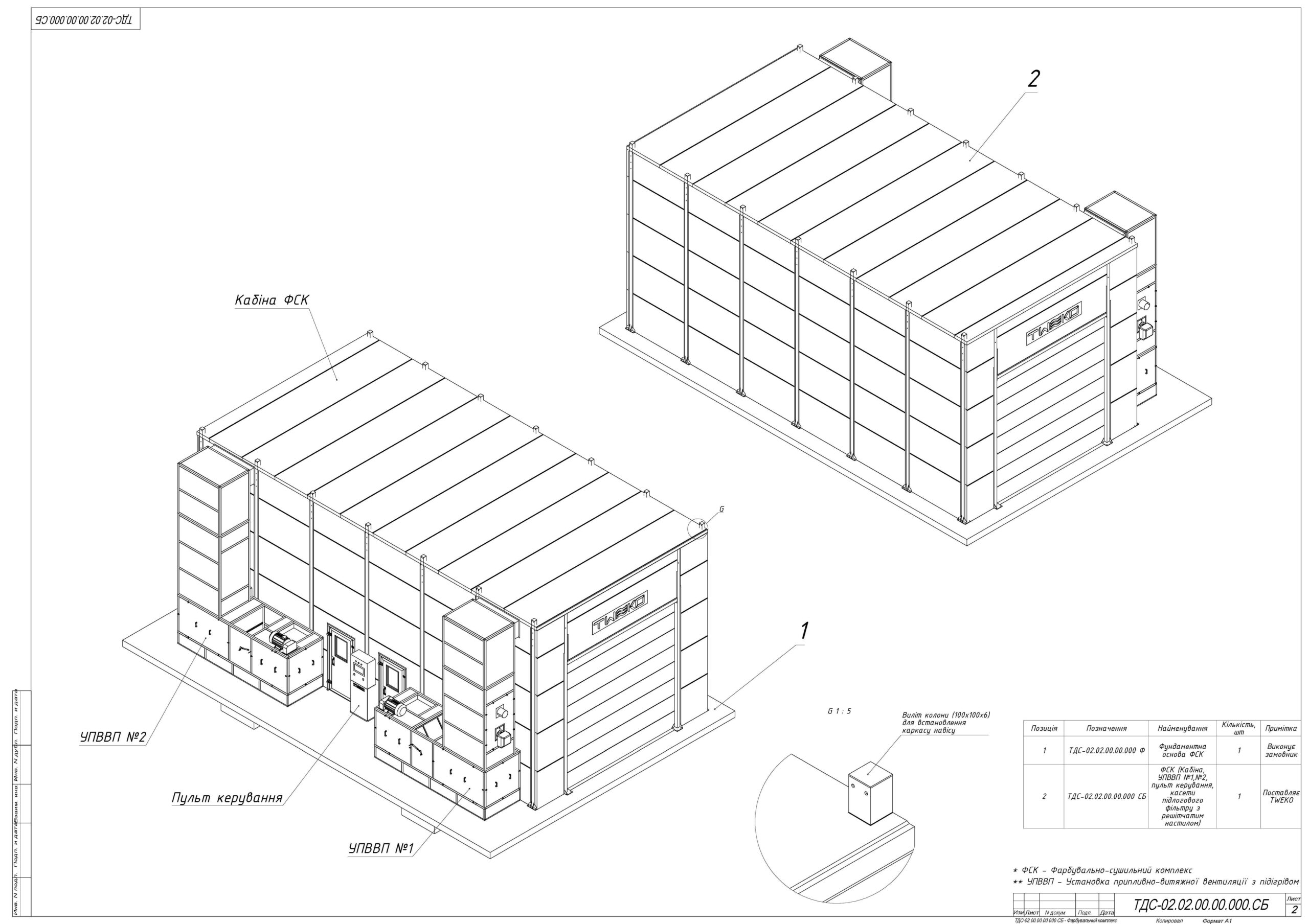
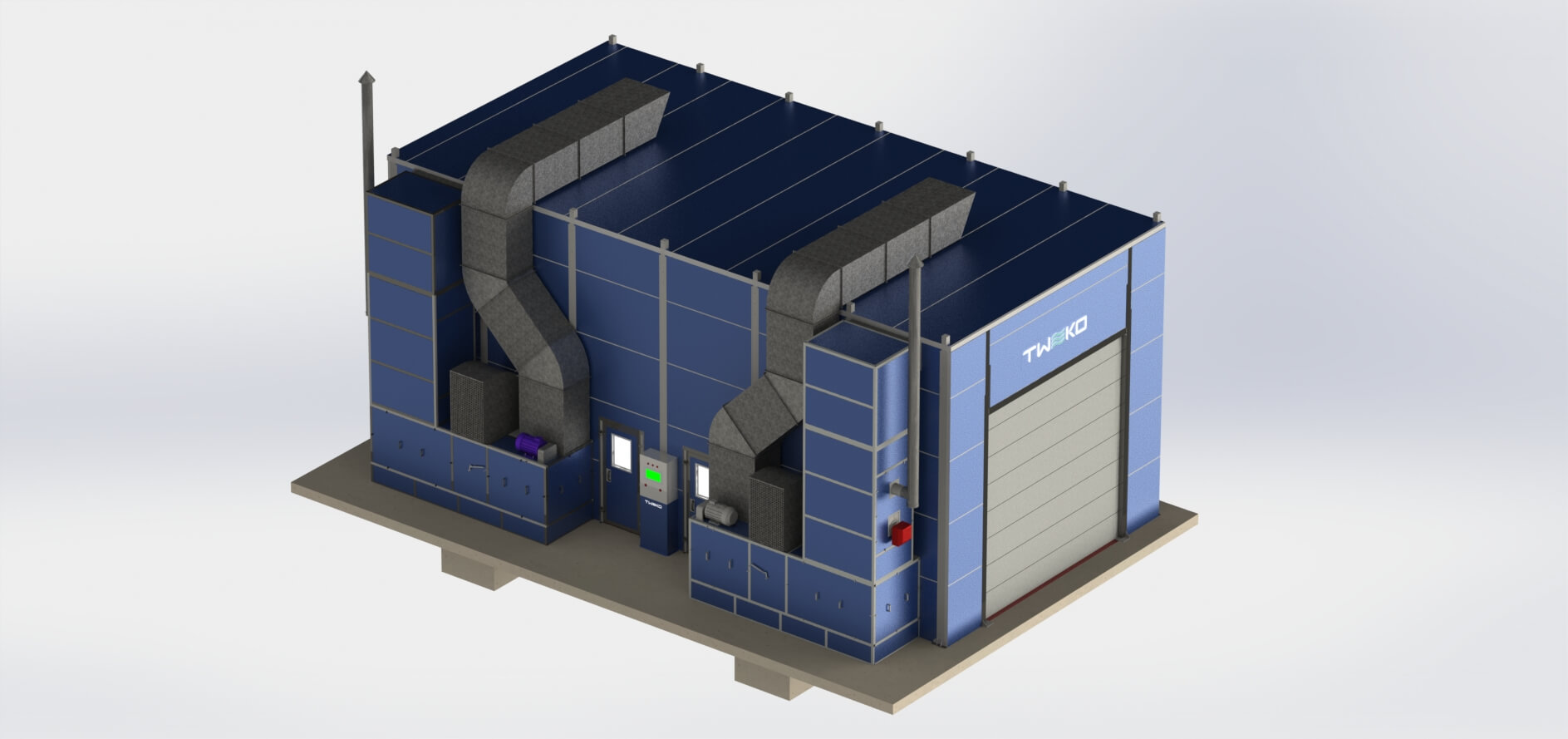
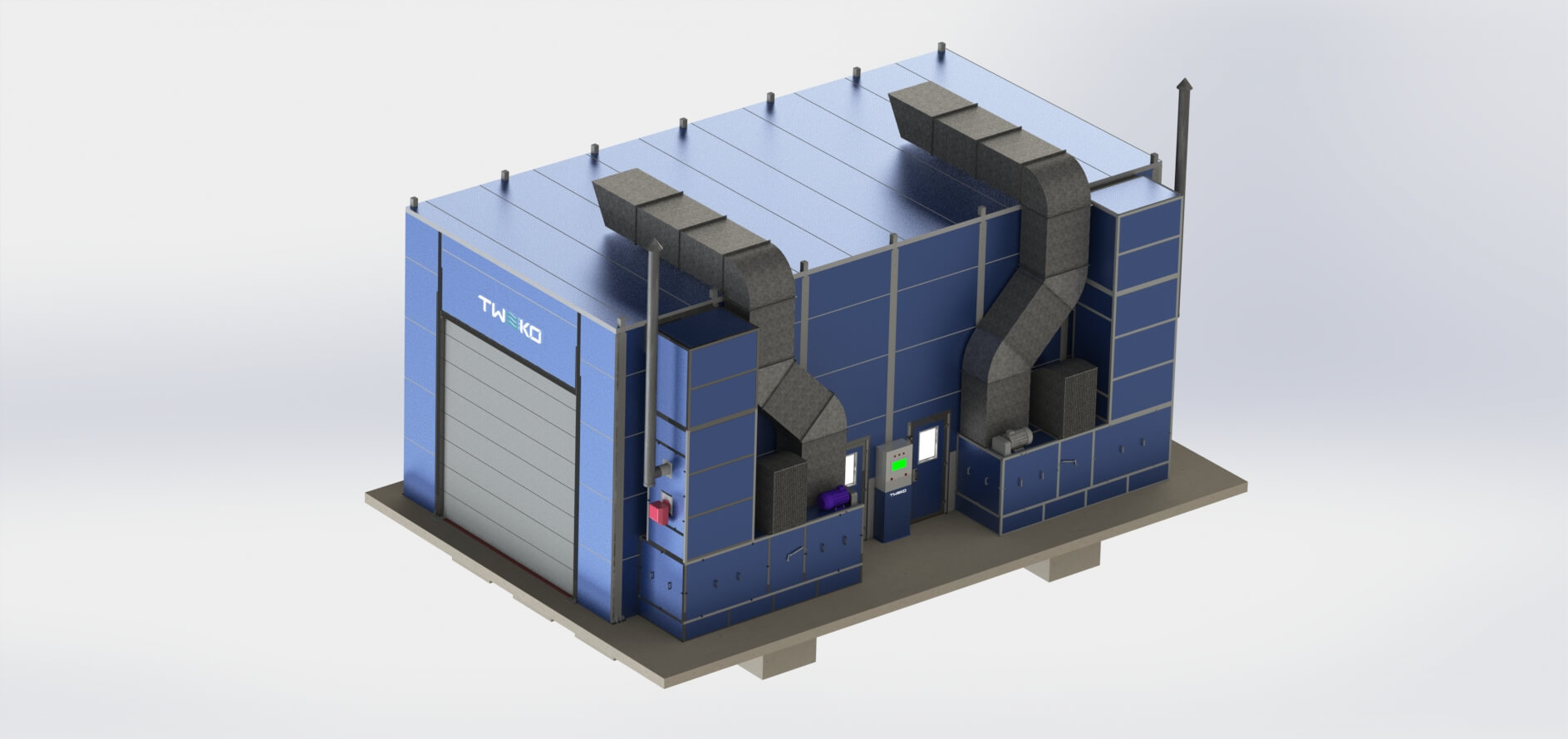
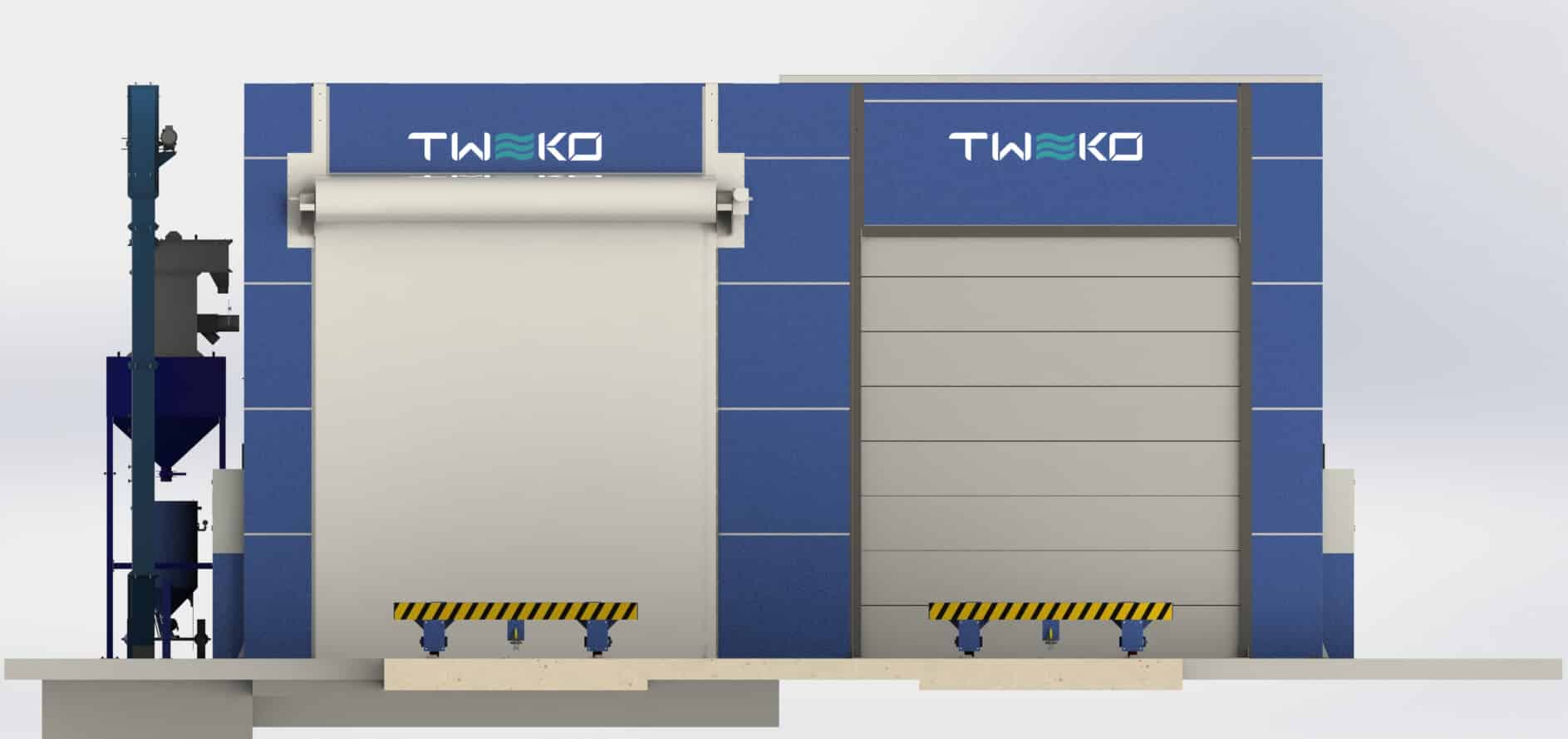
Инженерное решение TWEKO для абразивоструйной очистки и окраски спецтехники TDC
Архивы Дробеструйная камера - «Техсервис ВЕКО»
Компания TWEKO выполнила полный комплекс работ по проектированию, изготовлению и интеграции технологического участка подготовки поверхности и окрасочно-сушильной обработки изделий специальной техники для сервисного предприятия группы TDC.
О клиенте
ООО «ТДС Укрспецтехника» входит в группу компаний TDC и работает с 2010 года. Предприятие специализируется на сервисном обслуживании, ремонте и поставке запасных частей для специальной техники, используемой в сельском хозяйстве, коммунальном секторе, строительстве, дорожных работах, карьерной и погрузочно-разгрузочной отраслях.
Компания выполняет профессиональный ремонт силовых агрегатов, трансмиссий и гидравлических систем ведущих мировых производителей, в частности двигателей WEICHAI, CUMMINS, PERKINS, DEUTZ, CAT, JCB, трансмиссий ZF, CARRARO, DANA-SPICER, а также гидравлического оборудования DANFOSS, BOSCH REXROTH, KAWASAKI и других брендов.
Разветвлённая сеть филиалов в Днепре, Львове, Одессе, Харькове и Хмельницком обеспечивает оперативное выполнение сервисных и производственных задач по всей территории Украины.
Задача и выбор подрядчика
В рамках развития сервисной инфраструктуры компании возникла необходимость системно организовать участок подготовки поверхности и окраски изделий с учётом реальных ремонтных процессов, логистики перемещения и интеграции оборудования в существующие производственные помещения.
Для решения данной задачи была выбрана компания TWEKO как инженерный подрядчик, способный обеспечить комплексную проработку решения — от концептуального и компоновочного проектирования до подготовки полного комплекта конструкторской и технической документации.
Решение
Специалистами TWEKO было разработано комплексное инженерное решение для организации технологического участка подготовки поверхности и окраски изделий в рамках одного производственного комплекса.
Конфигурация оборудования, компоновка помещений и взаимодействие инженерных систем сформированы в соответствии с согласованной технологической концепцией и логистикой перемещения изделий.
Камера абразивоструйной очистки
Первым этапом технологического маршрута предусмотрена камера абразивоструйной очистки серии KASO, модель KASO-12, предназначенная для подготовки поверхности изделий перед последующими ремонтными и окрасочными операциями.
Камера используется для удаления коррозии, остатков старых покрытий и эксплуатационных загрязнений с металлоконструкций, рам и компонентов различных типоразмеров.
Камера оснащена:
Механизированной системой сбора и регенерации абразива с замкнутым циклом, в состав которой входят скребковый пол, ковшовый элеватор, вибрационный сепаратор и бункер-накопитель для повторного использования абразива.
Фильтровентиляционной установкой с картриджными фильтрующими элементами и импульсной регенерацией для очистки запылённого воздуха рабочей зоны.
Системой организованного отвода запылённого воздуха из рабочей зоны в соответствии с требованиями промышленной вентиляции.
Въездными воротами для загрузки изделий и сервисными дверями для персонала с элементами межблокировок.
Внутренней износостойкой защитной обшивкой стен и конструктивных элементов, рассчитанной на интенсивную абразивоструйную эксплуатацию.
Системой промышленного освещения, адаптированной к работе в условиях повышенной запылённости.
Автоматизированным пультом управления с контролем работы вентиляционной установки и системы регенерации абразива.
Между камерой абразивоструйной очистки и окрасочно-сушильным комплексом предусмотрена вентиляционная камера-тамбур, обеспечивающая технологическое и воздушное разделение этапов обработки.
Камера-тамбур выполняет функцию переходной зоны между процессами подготовки поверхности и окраски, ограничивая перенос пыли, остатков абразива и продуктов очистки в последующие технологические участки.
Функции вентиляционной камеры-тамбура:
Снижение миграции запылённого воздуха между камерами и локализация «грязной» зоны в пределах участка абразивоструйной очистки.
Выравнивание и стабилизация воздушных потоков перед подачей изделий в окрасочно-сушильный комплекс.
Формирование контролируемой переходной зоны для перемещения изделий без нарушения режимов работы смежных камер.
Поддержание общей технологической дисциплины и чистоты воздушной среды в зоне окраски.
Завершающим этапом технологического маршрута является окрасочно-сушильная камера серии IKFS, модель IKFS-Z-12, с разделением на отдельные рабочие зоны, предназначенная для нанесения лакокрасочных покрытий и последующей термической обработки изделий.
Компоновка камеры обеспечивает организацию процессов окраски и сушки в контролируемых условиях воздухообмена с возможностью последовательной или параллельной обработки изделий в зависимости от производственных задач.
Окрасочно-сушильный комплекс оснащён:
Приточно-вытяжной вентиляционной системой с организованным воздухообменом, обеспечивающей равномерное распределение воздуха в рабочих зонах во время окраски и эффективный отвод аэрозолей лакокрасочных материалов.
Системами фильтрации приточного и отработанного воздуха, предназначенными для снижения концентрации аэрозолей и защиты смежных производственных помещений.
Термо-вентиляционными узлами, интегрированными в конструкцию камеры, обеспечивающими нагрев, циркуляцию воздуха и поддержание заданных режимов сушки после завершения окраски.
Автоматизированной системой управления с пультом оператора, позволяющей задавать и контролировать режимы окраски, сушки, продувки и охлаждения, а также отслеживать состояние инженерных систем.
Системами технологических блокировок и контроля, исключающими работу камеры при недопустимых параметрах температуры, давления или состоянии вентиляционных и тепловых узлов.
Въездными, выездными и межзонными воротами, обеспечивающими проходную логику перемещения изделий и герметизацию рабочих зон при выполнении технологических операций.
Системой промышленного освещения рабочих зон, адаптированной к условиям окраски и длительной эксплуатации.
Предложенное решение сформировано как единый технологический комплекс с последовательной проходной логикой обработки, объединяющей этапы абразивоструйной очистки, переходной зоны и окрасочно-сушильной обработки в рамках согласованной компоновки оборудования.
Комплекс разработан с учётом габаритов помещений, логистики перемещения изделий и требований к инженерным коммуникациям, что обеспечивает возможность дальнейшей реализации проекта на площадке заказчика без корректировки базовых технических решений.
Технические характеристики комплекса
*Состав и параметры оборудования в соответствии с технической и эксплуатационной документацией
Технологический комплекс построен по проходной схеме и обеспечивает последовательное выполнение операций подготовки поверхности, нанесения лакокрасочных покрытий и сушки изделий в рамках единого производственного маршрута.
Обработка разделена на отдельные этапы с четкой изоляцией технологических зон, что позволяет минимизировать взаимное влияние процессов и обеспечить воспроизводимые условия на каждой стадии.
На первом этапе изделия подаются в камеру абразивоструйной очистки, где выполняется механическое удаление коррозии, старых покрытий и загрязнений. Отработанный абразив собирается, регенерируется и возвращается в рабочий процесс, а запыленный воздух проходит очистку в фильтровентиляционной системе.
После очистки изделия перемещаются через вентиляционную камеру-тамбур, которая формирует переходную зону между этапами подготовки поверхности и окрашивания, ограничивая перенос пыли и стабилизируя воздушные потоки.
На завершающем этапе в окрасочно-сушильном комплексе выполняется нанесение покрытий в контролируемых условиях воздухообмена с последующей сушкой изделий в заданных температурных режимах. После завершения сушки система переходит в режимы продувки и охлаждения.
Управление всеми этапами осуществляется через согласованную систему автоматики, обеспечивающую синхронную работу оборудования и соблюдение заданной технологической последовательности.
Результат для заказчика
В результате реализации проекта компания TDC получила согласованное инженерное решение для организации технологического участка подготовки поверхности и окрасочно-сушильной обработки изделий в рамках сервисного производства.
Разработанная конфигурация комплекса учитывает реальные условия эксплуатации, разнообразие объектов обработки и требования к последовательной организации технологических процессов.
Сформирован четкий технологический маршрут с логической последовательностью операций и разделением функциональных зон.
Снижены риски негативного взаимного влияния процессов подготовки поверхности и окрашивания за счет корректного зонирования участка.
Созданы контролируемые условия для нанесения покрытий и сушки изделий, необходимые для стабильного качества результата.
Подготовлен полный комплект конструкторской и технической документации для последующего изготовления, монтажа и эксплуатации оборудования.
Заложена инженерная основа для дальнейшего развития и масштабирования участка в соответствии с производственными потребностями предприятия.
Полученное решение позволяет заказчику системно подойти к организации процессов восстановления и окрашивания изделий, снижая технологические риски на этапе реализации и эксплуатации участка.
Вывод
Проект для компании TDC подтвердил возможности TWEKO в разработке комплексных инженерных решений для сервисного и ремонтного производства — от анализа исходных условий и формирования концепции до подготовки полного комплекта проектной и технической документации.
Предложенное решение объединяет рациональную компоновку оборудования, согласованную логику технологических процессов и требования к инженерным системам, формируя надежную основу для последующей реализации участка и его развития в соответствии с производственными задачами заказчика.
Системный подход к проектированию позволяет минимизировать риски на этапах изготовления, монтажа и эксплуатации оборудования, а также обеспечивает прогнозируемость результата еще до начала реализации проекта.
Требуется индивидуальное инженерное решение для подготовки поверхности и окрашивания?
Команда TWEKO разрабатывает технологические решения по абразивоструйной очистке и окрасочно-сушильной обработке с учетом реальных условий эксплуатации, производственной логистики и требований к интеграции оборудования в существующие помещения.
Модернизация покрасочного участка «Полтавская Буровая Компания»
Архивы Дробеструйная камера - «Техсервис ВЕКО»
ООО «Полтавская буровая компания» — крупнейшая частная буровая компания Украины — обратилась в TWEKO с задачей модернизировать окрасочный участок, чтобы повысить эффективность и безопасность обработки стальных сварных конструкций бурового оборудования. Её производственная база в Полтаве нуждалась в инновационных решениях для нанесения защитных покрытий и очистки поверхностей, соответствующих международным стандартам и экологическим нормам, особенно в агрессивных условиях (солёная вода, газовые конденсаты).
TWEKO предложила комплексное решение: камеру абразивоструйной очистки серии KASO и окрасочно-сушильную камеру (КФС) серии IKFS Diagonal. Несмотря на логистические трудности во время военного положения 2022–2023 годов, проект был реализован успешно: время обработки сократилось, качество покрытий выросло, а условия труда для операторов стали безопасными.
О клиенте
ООО «Полтавская буровая компания» — признанный лидер буровой отрасли Украины с многолетним опытом, входящий в ведущих операторов нефтегазового сектора Восточной Европы. Компания специализируется на бурении, ремонте скважин и геологическом консультировании, применяя передовые технологии, такие как телеметрия LWD и роторно-управляемые системы для сложных условий. Её продукция и услуги экспортируются в Европу и Азию, а производственная база в Полтаве оснащена современными мощностями и инженерными командами. Для повышения качества и долговечности стальных конструкций, подверженных коррозии и нефтяным отложениям, компания нуждалась в оборудовании для подготовки поверхностей до SA 2.5 (ISO 8501-1) и нанесения защитных покрытий толщиной 75–125 мкм.
Задача проекта
ООО «Полтавская буровая компания» поставила перед TWEKO задачу модернизировать окрасочный участок для обработки крупногабаритных стальных конструкций бурового оборудования (до 13000×3000×3000 мм, весом до 20 000 кг). Целью было создание тупиковой технологической линии, объединяющей очистку поверхностей до SA 2.5 (ISO 8501-1), нанесение защитных покрытий толщиной 75–125 мкм и сушку при температуре до 60°C. Согласно техническому заданию, комплекс должен был обеспечить автоматизированную регенерацию абразива, эффективную фильтрацию воздуха, энергоэффективность (до 50 кВт для очистки, 30 кВт + дизельная горелка 310 кВт для КФС), а также безопасность и экологичность производства. Тупиковая компоновка с рельсовым транспортом оптимизировала перемещение деталей в пределах ангара 40×10×6 м, минимизируя простои и обеспечивая эффективный рабочий цикл.
Решение
TWEKO реализовала комплексное решение: камеру абразивоструйной очисткиKASO-15 и окрасочно-сушильную камеруIKFS-D (модель КФС000.00.00-ЭНЕРГИЯ «Д») с рабочей зоной 15000×5500×5000 мм. Обе системы интегрированы в общий производственный цикл через рельсовые тележкиРТК-20-6 (2 шт., грузоподъёмность 20 т, скорость 0,5–1,5 м/мин), которые обеспечивают последовательное перемещение деталей между камерами. Система регенерации абразива (KASO), диагональная вентиляция (до 30 000 м³/ч в IKFS-D), дизельная горелка (310 кВт) и многоуровневая фильтрация создают замкнутый энергоэффективный цикл, соответствующий международным и экологическим стандартам. Производство оборудования выполнено на заводе TWEKO в Киеве, поставка осуществлялась поэтапно на условиях DDP (Incoterms 2010). Монтаж начался в конце января 2023 года после подготовки фундаментов и коммуникаций заказчиком и завершился в июне 2023 года пусконаладкой и обучением персонала (2 оператора на смену, работа в СИЗ, 8-часовой цикл).
Автоматизированная сушка при температуре до 60°C с дизельной горелкой итальянского производства 310 кВт (потребление 8,6–26 кг/ч) и диагональным потоком воздуха до 30000 м³/ч.
Система сухой фильтрации отработанного воздуха, газосигнализатор и автоматическая система пожаротушения с прохождением экспертизы.
Рабочая температура +15…25°C, максимальная потребляемая мощность до 30 кВт.
Безопасная работа двух операторов в общем ангаре (15000×5500×5000 мм), с 3-створчатыми воротами 3600×4000 мм.
Технические характеристики
*Параметры камер для ООО «Полтавская буровая компания»
Параметр
КАСО
КФС IKFS-D
Габариты
Внутренние габариты
15000 × 5500 × 5000 мм
15000 × 5500 × 5000 мм
Сервисный доступ
Герметичные ворота
2 комплекта, 3600 × 4000 мм
2 комплекта, 3600 × 4000 мм
Сервисные двери
Для персонала
Для персонала
Обработка
Тип
Очистка до SA 2.5
Окраска 75–125 мкм
Абразив/ЛКМ
Стальная дробь G25–G40
Эпоксидные, полиуретановые
Системы
Регенерация
Скребковый пол, сепаратор
Вентиляция 30000 m³/ч
Отопление
Отсутствует
Горелка 310 кВт, 60°C
Вентиляция
10000 m³/ч
30000 m³/ч
Максимальная потребляемая мощность
До 50 кВт
До 30 кВт
Безопасность
Системы
Кнопки «СТОП»
Газосигнализатор, пожаротушение
Комплекс сократил время обработки деталей, повысил качество покрытий и создал безопасные условия труда, оптимизировав расходы на энергоресурсы даже в сложных условиях военного времени.
Ключевые компоненты камер абразивоструйной очистки (КАСО) и окрасочно-сушильной (КФС IKFS-D)
*Основные элементы камер для ООО «Полтавская буровая компания»
Компонент
КАСО (Абразивоструйная)
КФС (Окрасочно-сушильная IKFS-D)
Кабина
Металлическая конструкция с герметичными торцевыми воротами (2 комплекта, 3-створчатые, 3600×4000 мм), сервисными дверями, системой освещения и резиновым покрытием, стойким к абразиву.
Металлическая конструкция с герметичными торцевыми воротами (2 комплекта, 3-створчатые, 3600×4000 мм), сервисными дверями, системой освещения и химически стойким защитным покрытием.
Система регенерации
Сбор, очистка и повторное использование стальной колотой дроби (G25–G40) со скребковым полом, транспортером, сепаратором и бункером-накопителем.
Автоматизированная система регенерации воздуха с вентиляторами для диагонального потока (до 30000 m³/ч), фильтрами и рекуператором.
Установка приточно-вытяжной вентиляции и сухой фильтрации отработанного воздуха с производительностью до 30000 m³/ч.
Транспортная система
Интеграция с рельсовой тележкой (модель РТК-20-6) с грузоподъёмностью 20 т и канатным приводом, оснащённой кнопками «СТОП», 2 шт., а также 4 тележки для маляров (подвесные платформы для операторов в КФС во время окраски).
Система отопления/сушки
Отсутствует (только очистка).
Дизельная горелка (мощность до 310 кВт, потребление 8,6–26 кг/ч) для сушки при температуре до 60°C.
Система управления
Пульт управления с индикаторами состояния и кнопками аварийной остановки.
Пульт управления с регулировкой окраски и сушки, газосигнализатором и кнопками аварийной остановки.
Реализация проекта
Проектирование: Проектирование камер началось с анализа технического задания, учитывая габариты (15000×5500×5000 мм), производительность и безопасность, с коммерческим предложением (тупиковый тип). Документация (фундаменты, электрика, сжатый воздух, газ) адаптирована к ангару 40000×10000×6000 мм и передана заказчику в январе 2023 года.
Изготовление: Производство камер завершено на заводе TWEKO в Киеве, с прочными материалами (коррозионностойкая сталь, пневмоцилиндры) для нефтегазовых условий. Военное положение 2022 года усложнило логистику, но сроки сохранены, год изготовления 2023.
Поставка: Оборудование поставлялось поэтапно (январь–март 2023) на условиях DDP (Incoterms 2010) в Полтаву в разобранном виде для удобства транспортировки, включая 2 рельсовые тележки и 4 тележки для маляра.
Монтаж: Работы начались в конце января 2023 года после подготовки ангара (фундамент, рельсы, коммуникации) заказчиком. Под надзором TWEKO монтаж длился до конца июня 2023 года, завершившись пусконаладкой и тестированием герметичности, с обучением персонала.
Инструктаж: Персонал прошёл обучение по эксплуатации и безопасности, с акцентом на СИЗ (костюм, перчатки, шлем) и проверке герметичности перед работой, в соответствии с инструкциями.
Принцип работы
Комплекс работает по замкнутому циклу, охватывая очистку и окраску металлических поверхностей в соответствии с техническим заданием. Камера KASO использует абразивоструйный аппарат со стальной дробью для удаления загрязнений до SA 2.5, а IKFS-D наносит 1–2 слоя ЛКМ методом безвоздушного распыления. Изделия (до 20000 кг) перемещаются рельсовой тележкой (0,5–1,5 м/мин), позволяя 2 операторам обрабатывать сложные участки. Кнопки «СТОП» обеспечивают безопасность. В IKFS-D покрытие сушится при 60°C с диагональным потоком 30000 m³/ч, тогда как KASO регенерирует абразив. Обе системы фильтруют воздух (10000 m³/ч для KASO, 30000 m³/ч для IKFS-D), поддерживая температуру +15–25°C и чистоту, с одной 8-часовой сменой.
Обслуживание, техника безопасности и гарантийные обязательства
Для обеспечения долгосрочного, безопасного и стабильного функционирования камер ООО «Техсервис ВЕКО и партнёр ГмбХ» разработало структурированные процедуры:
Техническое обслуживание: Ежедневный осмотр, проверка регенерации абразива (КАСО) и вентиляции (КФС), еженедельный контроль давления воздуха (6 бар), ежемесячная оценка фильтров, ежеквартальная диагностика транспортеров/горелки, полугодовой осмотр электрики.
Безопасность: Запрет открывать двери/ворота во время работы, электрические подключения только при отключённом питании, обязательное использование СИЗ (костюм, перчатки, шлем). Кнопки «СТОП», блокировка и запрет легковоспламеняемых материалов исключают риски. Неисправности останавливают оборудование, с уведомлением руководителя.
Гарантия: 12 месяцев с ввода в эксплуатацию (монтаж производителем) или 15 месяцев от передачи по накладной, при условии соблюдения правил. Ремонт — от TWEKO, доставка деталей — за заказчиком.
Результаты
Эффективность: KASO повышает производительность очистки до 15 m²/ч, а IKFS-D — нанесение покрытий с сушкой при 60°C, оба с рельсовым транспортом для крупных изделий, сокращая цикл.
Качество обработки: KASO достигает SA 2.5, IKFS-D обеспечивает покрытие 75–125 мкм, защищая от коррозии.
Экологичность: Фильтрация (10000 m³/ч для KASO, 30000 m³/ч для IKFS-D) и регенерация снижают отходы, соответствуя нормам.
Надёжность: Конструкция рассчитана на длительный срок с гарантией 12/15 месяцев.
Безопасность: Кнопки «СТОП», газосигнализатор и СИЗ защищают 2 операторов.
Вывод
Комплексная производственная линия от TWEKO — камера абразивоструйной очистки, окрасочно-сушильная камера и транспортные тележки на рельсовом ходу с тяговой лебёдкой — стала оптимальным решением для ООО «Полтавская буровая компания». Она обеспечила высокую производительность очистки и сушки, надёжную защиту покрытий, безопасность операторов и экологичность благодаря системам регенерации и фильтрации. Даже в сложных условиях военного времени проект сократил время обработки, снизил расходы на энергоресурсы и повысил долговечность буровых конструкций. Это подтвердило экспертизу TWEKO в реализации комплексных решений в соответствии с техническим заданием и Договором — от проектирования до пусконаладки.
Ищете решение для эффективной подготовки и защиты стальных конструкций?
Комплексы абразивоструйной очистки и окрасочно-сушильные камеры от TWEKO — это проверенное качество, энергоэффективность и адаптация под ваши производственные нужды.
Комплекс очистки и покраски для грузовых вагонов — ЧАО «Днепровагонмаш»
Архивы Дробеструйная камера - «Техсервис ВЕКО»
ЧАО «Днепровагонмаш», один из лидеров производства грузовых вагонов в Восточной Европе, обратилось к ООО «Техсервис ВЕКО и партнер ГмбХ» (TWEKO) с задачей разработки комплексного оборудования для обработки металлических поверхностей. Цель проекта — обеспечение эффективной подготовки поверхностей (очистка от ржавчины, окалины и загрязнений), качественное нанесение лакокрасочных покрытий, автоматизация процессов и соблюдение высоких стандартов безопасности и экологичности. В рамках проекта был разработан, изготовлен, поставлен и введен в эксплуатацию комплекс, включающий дробеструйную камеру серии KASO и покрасочно-сушильную камеру серии IKFS, адаптированные под требования заказчика. Эта интегрированная система сократила время обработки железнодорожных вагонов, улучшила качество подготовки и покрытия поверхностей и обеспечила безопасные условия труда, несмотря на форс-мажорные обстоятельства 2022 года.
О клиенте
ЧАО «Днепровагонмаш» — ведущее украинское предприятие с более чем 90-летней историей, один из крупнейших производителей грузового подвижного состава в Восточной Европе. Завод специализируется на производстве и ремонте грузовых вагонов различных типов, включая полувагоны, платформы, зерновозы, цистерны и другие виды подвижного состава. Продукция компании используется на внутреннем рынке и экспортируется в страны Европы и Азии.
«Днепровагонмаш» располагает современной производственной базой, собственными конструкторскими подразделениями и внедряет передовые технологии в машиностроении. Предприятие известно высокими стандартами качества и надежности, сотрудничает с ведущими железнодорожными операторами и логистическими компаниями. Для обеспечения стабильного уровня производства и соответствия международным стандартам безопасности и экологичности заказчику требовалось современное технологическое оборудование для подготовки металлических поверхностей перед нанесением защитных покрытий и последующей покраски.
Задачи проекта
Разработать, изготовить и поставить комплексное оборудование для очистки и покраски, соответствующее следующим требованиям:
Обеспечение высокоэффективной обработки крупногабаритных металлических изделий для удаления ржавчины, окалины, старых покрытий и других загрязнений.
Автоматизация процессов сбора, транспортировки и регенерации абразивного материала для дробеструйной камеры и автоматизация покраски и сушки с регулируемыми температурами и временем выдержки для покрасочно-сушильной камеры.
Фильтрация запыленного воздуха и лакокрасочного тумана для создания безопасных условий труда в рабочей зоне.
Соответствие техническим стандартам, включая климатическое исполнение УХЛ 4 (ГОСТ 15150-69) и класс зоны В-IIа по ПУЭ (редакция 7).
Обеспечение безопасности операторов и долговечности оборудования.
Решение
TWEKO спроектировало, изготовило и поставило для ЧАО «Днепровагонмаш» интегрированный комплекс, включающий дробеструйную камеру KASO (серийный номер 176/2022) и покрасочно-сушильную камеру IKFS (серийный номер 175/2022). Обе системы были адаптированы под потребности заказчика с учетом индивидуальных габаритов и компонентов для обработки крупногабаритных металлических поверхностей в промышленных условиях.
Дробеструйная камера KASO: обеспечивает автоматизированную регенерацию абразивного материала, эффективную систему фильтрации воздуха и безопасную эксплуатацию. Конструкция соответствует климатическому исполнению УХЛ 4 (ГОСТ 15150-69) и классу зоны В-IIа по ПУЭ (ред. 7).
Покрасочно-сушильная камера IKFS: включает автоматизированную систему вентиляции с рециркуляцией воздуха, «сухую» фильтрацию и теплообменник для сушки, также соответствующую указанным стандартам.
Этот комплекс обеспечивает полный цикл обработки: очистку поверхностей от загрязнений и нанесение защитных покрытий с последующей сушкой.
Ключевые компоненты комплекса
Комплекс включает компоненты обеих камер, интегрированные для непрерывного процесса очистки и покраски:
*Компоненты камер дробеструйной очистки и покрасочно-сушильной ЧАО «Днепровагонмаш»
Компонент
Назначение
Дробеструйная камера
Металлический каркас, обшитый сэндвич-панелями толщиной 80 мм с полиуретановым защитным покрытием, устойчивым к абразивному воздействию. Вес ≈19 000 кг, внутренние размеры 25 000 × 7 000 × 7 000 мм. Конструкция оснащена двумя сервисными дверями (840 × 1975 мм) и роллетными воротами (4500 × 5000 мм) для удобного доступа крупногабаритных изделий. Камера соответствует климатическому исполнению УХЛ 4 (ГОСТ 15150-69) и классу зоны В-IIа по ПУЭ (ред. 7). Изготовлена на базе дробеструйной камеры серии KASO, обеспечивающей безопасную и эффективную очистку изделий с регенерацией дроби в замкнутом цикле.
Состоит из кабины и вентиляционной группы. Кабина — каркасная конструкция из профильных труб, обшитая теплоизоляционными сэндвич-панелями с гальваническим покрытием (цинк 275 мг/м², устойчивость до 180°C). Вес ≈35 000 кг, внутренние размеры 34 220 × 7 000 × 6 050 мм. Оснащена секционными воротами (5500 × 4500 мм). Конструкция соответствует климатическому исполнению УХЛ 4 (ГОСТ 15150-69) и классу зоны В-IIа по ПУЭ (ред. 7). Изготовлена на базе технологий покрасочно-сушильной камеры серии IKFS, адаптированной для эффективного нанесения лакокрасочных покрытий и сушки.
Обеспечивает равномерное и безопасное освещение рабочей зоны. В дробеструйной камере установлено 144 LED-светильника Т8 (1200 мм, 18 Вт, 6500 К, IP65), создающих освещенность более 700 лк; в покрасочно-сушильной камере применено 304 LED-светильника взрывозащищенного исполнения (1200 мм, 18 Вт, 6500 К, IP65) с потолочными и настенными блоками, обеспечивающими не менее 600–800 лк в зоне покраски. Соответствует требованиям безопасности зоны В-IIа по ПУЭ (ред. 7).
Трехкоординатный подъемник для работников и инструмента серии 3PtO обеспечивает операторам безопасный доступ к крупногабаритным изделиям как для дробеструйной обработки в камере очистки, так и для нанесения лакокрасочных покрытий на высоте в камере покраски. Грузоподъемность до 500 кг, оснащена пневматической системой с направляющими рельсами и тормозной системой.
Система транспортировки воздуха в KASO и IKFS включает воздуховоды различных конфигураций (ДВМ.02.00.00.101–107 и ДВМ.01.00.00.101–204, толщина листа 0,7–1,0 мм) для обеспечения эффективного воздушного потока в фильтровентиляционных установках и вентиляционной группе. Общее количество — 204 единицы (96 для KASO и 108 для IKFS).
Система для сбора и транспортировки использованного абразива в камере очистки KASO, состоит из пяти продольных и одного поперечного модуля скребковой подлоги. Привод обеспечивается двумя электродвигателями (1,1 кВт, 1500 об/мин).
Ковшовый транспортер КТ-5М обеспечивает подачу абразива в камере очистки к сепаратору. Состоит из нижней, верхней и средних секций с резиновой лентой (ширина — 200 мм) и ковшами из стали 3 мм. Привод осуществляют два электродвигателя (1,1 кВт, 1440 об/мин).
Сепаратор регенерирует абразив в камере KASO, отделяя пыль и мусор через перфорированное сито (1 × 1 м, сталь с антикоррозионным покрытием). Оснащен двумя вибраторами (0,18 кВт, 3000 об/мин).
Конический резервуар из стали S235 для накопления очищенного абразива (стальная или чугунная дробь, 0,5–1,0 мм), емкостью ≈2 м³. Оснащен герметичной конструкцией для предотвращения утечки абразива.
Фильтровентиляционная установка (ФВУ) очищает запыленный воздух с производительностью 30 000 м³/ч (4 комплекта, вес ≈2000 кг, размеры 3000 × 2000 × 2500 мм, каждый с вентилятором и электродвигателем АИР 160 S4, 15 кВт, 1455 об/мин).
Вентиляционная группа покрасочно-сушильной камеры включает блок притока воздуха (с приточным вентилятором BRV-18, производительность ≈18 000 м³/ч), блок теплообменника (с 198 ТЭНами серии ТОЕ) и блок выброса (с вытяжным вентилятором BRV-18).
Обеспечивает прогрев камеры IKFS благодаря 198 трубчатым электронагревателям (ТЭН) в теплообменнике серии ТОЕ (мощность 200 кВт, изготовлен из нержавеющей стали AISI 304).
Обеспечивает централизованное управление всеми системами камеры дробеструйной очистки: имеет переключатели питания основного оборудования (380 В / 50 Гц) и освещения камеры (220 В / 50 Гц), кнопки «ПУСК» и «СТОП», индикаторы работы фильтровентиляционных установок, приводов скребковой подлоги, ковшового транспортера, сигнальные лампы перегрузки двигателей и переполнения бункера. Оснащен счетчиком часов наработки и датчиками давления в магистрали сжатого воздуха (0–10 бар).
Предназначен для отслеживания общего времени работы камер. В покрасочной камере используется моточасовой счетчик типа DHM-48 с функцией RESET для сброса показаний (например, после замены фильтров). В дробеструйной камере — моточасовой счетчик для мониторинга износа компонентов, без функции сброса.
Доступен только для покрасочной камеры. Используется газоанализатор типа ДОЗОР-С для контроля концентрации газов (5–50 % НКПР), блокирует оборудование при превышении порогов для обеспечения безопасности в режиме покраски.
Доступна только для покрасочной камеры. Реализуется через двухканальный термоконтроллер (ЛУ-1 для покраски, ЛУ-2 для сушки) с заданным диапазоном до 90 °C, отображает фактическую и заданную температуру для поддержания оптимальных условий сушки.
Доступна только для покрасочной камеры. Используется таймер типа EDR-48 с диапазоном 00:00–99:99 (мин:сек), который запускает обратный отсчет после достижения заданной температуры для контроля процесса сушки.
Доступна только для покрасочной камеры. Регулируется потенциометром через частотный преобразователь, поддерживает рабочее давление 30–50 Па, оснащена тяго-напоро-мером для мониторинга давления в камере.
Дробеструйная камера KASO и покрасочно-сушильная камера IKFS были спроектированы в соответствии с техническим заданием ЧАО «Днепровагонмаш» с учетом требований к габаритам обрабатываемых изделий, производительности, энергоэффективности и безопасности. Конструкции выполнены согласно климатическому исполнению УХЛ 4 (ГОСТ 15150-69) и требованиям к взрывоопасным зонам класса В-IIа по ПУЭ.
Полный комплект проектной документации для обеих камер разработан специалистами TWEKO и передан заказчику в бумажном и электронном виде в мае 2022 года.
Изготовление
На производственных мощностях TWEKO в феврале 2022 года завершено изготовление:
Камера KASO — серийный номер 176/2022;
Камера IKFS — серийный номер 175/2022.
Для обеих камер применены комплектующие от ведущих производителей (вентиляторы «Провент», электродвигатели АИР 160 S4, АИР 132M6, АИР 132S6, DS80M4, M90S-4, картриджные и потолочные фильтры «Технофильтр», пневмоэлементы Camozzi, частотные преобразователи INVT и др.), что обеспечило надежность и долговечность узлов систем вентиляции, регенерации фильтров, транспортировки абразива (KASO) и режимов нагрева и сушки (IKFS).
Из-за военных действий с 24.02.2022 наблюдались временные перебои в логистике и частичная нехватка отдельных комплектующих, что повлияло на сроки поставки определенных позиций.
Поставка
Доставка оборудования выполнялась поэтапно в соответствии с договором: первый этап — в период февраль–май 2022. Крупногабаритные элементы (каркасы, модули вентиляции, секции ТЭНов, скребковые транспортеры, нории) транспортировались в разобранном виде; разгрузка осуществлялась краном или погрузчиком с текстильными стропами, мелкие комплектующие — вручную. Для хранения заказчик подготовил сухое и вентилируемое помещение на своей территории.
Дополнительные элементы, включая подъемно-передвижные платформы для операторов, были отгружены в сентябре 2022 года.
Монтаж
Монтажные работы проводились поэтапно на территории заказчика после завершения подготовительных работ с фундаментом, электропитанием и сетями сжатого воздуха.
Все работы выполнялись под надзором технических специалистов TWEKO с соблюдением требований к подключению электропитания (380 В/50 Гц для основного оборудования, 220 В/50 Гц для освещения), заземления, а также подключения и настройки подачи сжатого воздуха (6 бар для KASO).
После монтажа проведены комплексные пусконаладочные работы: регулировка режимов вентиляции, проверка герметичности кабин, настройка систем регенерации фильтров, тестирование автоматических блокировок и сигнализаций безопасности.
Инструктаж и ввод в эксплуатацию
Персонал заказчика прошел обучение по эксплуатации и техническому обслуживанию обеих камер. Программа обучения включала:
эксплуатационные процедуры и ежедневное техническое обслуживание;
правила безопасности и использования СИЗ (для KASO — защитный костюм, перчатки, шлем с принудительной подачей воздуха; для IKFS — защитная одежда, перчатки и респиратор при работе с лакокрасочными веществами);
После обучения проведены финальные испытания и переданы обе системы в эксплуатацию заказчику.
Форс-мажорные обстоятельства
Реализация проекта осложнялась военной агрессией РФ против Украины, что с 24 февраля 2022 года привело к введению военного положения (подтверждено ТПП Украины 28.02.2022). Это вызвало задержки в логистике, удорожание комплектующих и временную нехватку отдельных ресурсов. Несмотря на эти обстоятельства, TWEKO обеспечило последовательную поставку компонентов, своевременное завершение монтажа и полное выполнение договорных обязательств перед ЧАО «Днепровагонмаш».
Принцип работы
Комплекс работает по интегрированному циклу очистки и покраски металлических поверхностей в промышленных условиях, обеспечивая непрерывный процесс подготовки и обработки изделий с соблюдением требований безопасности и экологических стандартов.
Дробеструйная камера KASO: Оператор с помощью дробеструйного пистолета выполняет обработку металлических деталей стальной или чугунной дробью, эффективно удаляя ржавчину, окалину, остатки старых покрытий, масляные и другие загрязнения с поверхностей в пределах внутреннего пространства камеры. Процесс происходит в условиях климатического исполнения УХЛ 4 (ГОСТ 15150-69), с обеспечением зоны класса В-IIа (ПУЭ, редакция 7). Четыре подъемно-передвижные платформы серии 3PtO, оснащенные пневматической системой с направляющими рельсами, тормозами и регулировкой высоты, обеспечивают безопасный доступ ко всем участкам изделий, позволяя движение в трех направлениях. Использованный абразив собирается скребковым транспортером, который транспортирует его к ковшовому элеватору. Элеватор поднимает абразив к сепаратору, где пыль и мусор отсеиваются через перфорированное сито с вибраторами, после чего очищенный абразив накапливается в коническом бункере объемом до 2 м³ для повторного использования. Запыленный воздух отводится через четыре фильтровентиляционные установки (ФВУ) с производительностью 30 000 м³/ч каждая, оснащенные картриджными фильтрами, которые регенерируются импульсной продувкой сжатым воздухом (давление 6 бар, класс не ниже 9 по ГОСТ 17433-80, с осушкой до точки росы -30 °C при наружном монтаже). Процесс контролируется центральным пультом управления, оснащенным переключателями питания, кнопками «ПУСК» и «СТОП», индикаторами работы ФВУ, приводов транспортеров, сигнальными лампами перегрузки двигателей и переполнения бункера, а также моточасовым счетчиком и датчиками давления в магистрали сжатого воздуха, что обеспечивает непрерывный мониторинг и оперативное реагирование на неисправности.
Покрасочно-сушильная камера IKFS: После очистки изделия перемещаются в покрасочную камеру, где лакокрасочные покрытия наносятся методом пневматического ручного распыления в условиях климатического исполнения УХЛ 4 (ГОСТ 15150-69) и зоны класса В-IIа (ПУЭ, редакция 7). Воздух поступает через клапан забора, проходит фильтр предварительной очистки (эффективность ≈89%), теплообменник с трубчатыми нагревателями серии ТОЕ и потолочный фильтр (акрил, эффективность ≈96,7%, устойчивый к температурам до 100–120 °C), обеспечивая чистую среду с поддержанием избыточного давления 30–50 Па. Вентиляция осуществляется шестью приточными и шестью вытяжными вентиляционными установками типа BRV-18 (производительность ≈18 000 м³/ч каждая), оснащенными двигателями (7,5 кВт, 1000 об/мин) для притока и (5,5 кВт, 1000 об/мин) для вытяжки, что соответствует требованиям взрывоопасной зоны класса 2/22 (ПУЭ) и ГОСТ Б А.3.2-12:2009. В режиме сушки камера работает в трехэтапном цикле: продувка для удаления остатков краски, сушка с рециркуляцией через теплообменник (максимальная температура ≈90 °C, обеспечена 198 ТЭНами) и охлаждение, с автоматическим выключением LED-светильников (18 Вт, 6500 К) для защиты от перегрева. Дополнительную фильтрацию выхлопного воздуха обеспечивают напольный фильтр (лабиринтный/картон/стекловолокно, эффективность ≈93%) и выходной фильтр (стекловолокно TPS-50, эффективность ≈75%). Для удобного доступа к крупногабаритным изделиям в процессе нанесения покрытий используются подъемно-передвижные платформы серии 3PtO. Процесс контролируется пультом управления с двухканальным термоконтроллером (ЛУ-1 для покраски, ЛУ-2 для сушки), таймером выдержки (диапазон 0–99 минут), потенциометром для регулирования частотного преобразователя вентиляторов, индикатором давления, световыми индикаторами работы узлов, системой блокировки вентиляции и нагревателей при срабатывании газосигнализатора (диапазон 5–50% НКПР) и кнопками «ПУСК»/«СТОП» с аварийной остановкой, что гарантирует безопасность и точность операций.
Такой интегрированный подход минимизирует потери материалов, поддерживает высокое качество обработки и обеспечивает безопасные условия труда, соответствуя нормам пожарной безопасности и экологическим стандартам.
Технические характеристики дробеструйной и покрасочно-сушильной камер
*Размеры и параметры камер дробеструйной очистки (KASO) и покрасочно-сушильной (IKFS) ЧАО «Днепровагонмаш»
Категория / параметр
Камера очистки
Камера покраски
Габариты и конструкция
Внутренние размеры (Д×Ш×В), мм
25 000 × 7 000 × 7 000
34 220 × 7 000 × 6 050
Внешние размеры (Д×Ш×В), мм
25 760 × 9 265 × 7 400
34 430 × 11 851 × 9 016
Масса, кг
≈19 000
≈35 000
Ворота
Роллетные, 4 500 × 5 000 мм
Секционные, 5 500 × 4 500 мм
Сервисные двери
2 шт., 840 × 1 975 мм
–
Каркас / обшивка
Металлический каркас, сэндвич-панели 80 мм с устойчивым к абразиву внутренним покрытием
Металлический каркас, сэндвич-панели с теплоизоляцией, потолочные и напольные фильтры
Гарантия 12 мес.; ресурс до капремонта 5 лет; нормативный срок эксплуатации 10 лет
Обслуживание, техника безопасности и гарантийные обязательства
ООО «Техсервис ВЕКО и партнер ГмбХ» разработало процедуры для бесперебойной работы комплекса, обеспечивающие его долговечность, безопасность эксплуатации и соответствие стандартам качества.
Полугодовая проверка: диагностика электрических цепей, пульта управления, включая термоконтроллер, таймер и газосигнализатор.
Техника безопасности:
Запрещается открывать двери или ворота во время работы камер, чтобы избежать выброса абразива (KASO) или лакокрасочного тумана (IKFS).
Для KASO: использование растворителей в камере запрещено во избежание риска воспламенения. Обязательное применение средств индивидуальной защиты (СИЗ): защитный костюм, шлем с принудительной подачей воздуха, перчатки, обувь с антистатическим покрытием.
Для IKFS: работа без заземления запрещена. Обязательное использование СИЗ: защитная одежда, респиратор, перчатки, устойчивые к химическим веществам. Газосигнализатор контролирует концентрацию паров (5–50 % НКПР), автоматически блокируя работу при превышении порога.
Регулярная проверка заземления и целостности кабелей питания (380 В / 50 Гц для оборудования, 220 В / 50 Гц для освещения).
Гарантийные обязательства:
Гарантийный срок на комплекс (KASO и IKFS) составляет 12 месяцев с момента ввода в эксплуатацию.
Ресурс до капитального ремонта — не менее 5 лет при соблюдении условий эксплуатации.
Нормативный срок службы оборудования — 10 лет.
В течение гарантийного периода TWEKO обязуется устранять неисправности, вызванные дефектами производства, при условии соблюдения заказчиком правил эксплуатации и обслуживания.
Гарантия не распространяется на расходные материалы (фильтры, абразив, уплотнители) и повреждения, вызванные нарушением условий эксплуатации или несанкционированным вмешательством.
Для продления срока службы комплекса рекомендуется проводить регулярное техническое обслуживание и использовать оригинальные комплектующие от TWEKO. По вопросам сервиса и поставки запасных частей обращайтесь по телефону +380(93) 438 49 89 или через форму обратной связи на сайте tweko.com.ua.
Результаты проекта
Комплекс очистки и покраски, поставленный для ЧАО «Днепровагонмаш», полностью соответствует техническому заданию и обеспечивает следующие результаты:
Эффективность обработки: Дробеструйная камера KASO обеспечивает высококачественную очистку металлических поверхностей (грузовых вагонов) от ржавчины, окалины и загрязнений до степени Sa 2½ по ISO 8501-1, что гарантирует оптимальную подготовку к покраске.
Качество покрытия: Покрасочно-сушильная камера IKFS обеспечивает равномерное нанесение лакокрасочных покрытий с контролируемыми параметрами температуры (до 90 °C) и времени сушки, что повышает долговечность покрытий и их устойчивость к коррозии.
Автоматизация: Автоматизированные системы регенерации абразива (KASO) и вентиляции с рециркуляцией воздуха (IKFS) сокращают время обработки на 20–30% по сравнению с традиционными методами.
Безопасность: Соответствие стандартам УХЛ 4 (ГОСТ 15150-69) и классу зоны В-IIа (ПУЭ, ред. 7), использование газосигнализатора и автоматики минимизируют риски для персонала.
Экологичность: Эффективная фильтрация воздуха (ФВУ в KASO и сухая фильтрация в IKFS) снижает выбросы пыли и лакокрасочного тумана, обеспечивая соответствие экологическим нормам.
Надежность: Использование высококачественных комплектующих и прочной конструкции гарантирует стабильную работу комплекса в условиях интенсивной эксплуатации.
Несмотря на форс-мажорные обстоятельства, вызванные военными действиями в 2022 году, TWEKO успешно выполнило все этапы проекта, обеспечив своевременную поставку, монтаж и ввод в эксплуатацию комплекса. Это позволило ЧАО «Днепровагонмаш» повысить производительность, улучшить качество обработки вагонов и укрепить свои позиции на рынке железнодорожного транспорта.
Преимущества сотрудничества с TWEKO
ООО «Техсервис ВЕКО и партнер ГмбХ» зарекомендовало себя как надежный партнер в реализации сложных промышленных проектов. Сотрудничество с TWEKO предоставляет следующие преимущества:
Индивидуальный подход: Проектирование оборудования с учетом специфических требований заказчика, включая адаптацию под габариты изделий и условия эксплуатации.
Передовые технологии: Использование современных систем автоматизации, фильтрации и регенерации материалов, что повышает эффективность и снижает эксплуатационные расходы.
Качественные комплектующие: Применение проверенных компонентов от ведущих производителей (Camozzi, INVT, Провент, Технофильтр), обеспечивающих надежность и долговечность.
Полный цикл услуг: От проектирования и производства до поставки, монтажа, пусконаладки и обучения персонала.
Гарантийное и постгарантийное обслуживание: Техническая поддержка, поставка запасных частей и консультации по эксплуатации.
Устойчивость к форс-мажорам: Гибкость в логистике и производственных процессах, что позволило завершить проект в условиях военного времени.
Заключение
Комплекс очистки и покраски, разработанный и поставленный для ЧАО «Днепровагонмаш», представляет собой современное решение для обработки металлических поверхностей грузовых вагонов. Интеграция дробеструйной камеры KASO и покрасочно-сушильной камеры IKFS позволила заказчику достичь высокой производительности, качества покрытий и безопасности процессов. Проект, выполненный в условиях форс-мажора, демонстрирует профессионализм и надежность TWEKO как производителя промышленного оборудования.
Если вы ищете надежное оборудование для очистки и покраски металлических поверхностей, TWEKO предлагает проверенные решения, адаптированные под ваши задачи. Для заказа дробеструйных камер, покрасочно-сушильных камер, получения консультации или обсуждения вашего проекта свяжитесь с нами через форму на сайте tweko.com.ua или по телефону +38 (093) 438-49-89.
Малярный участок Запорожского литейно-механического завода
Архивы Дробеструйная камера - «Техсервис ВЕКО»
Проектирование и чертёж малярного участка
Малярный участок. В 2018 году в отдел продаж нашей компании поступил запрос на камеру окрасочную и камеру абразивоструйной очистки, от представителей ООО «ЗЛМЗ». В ходе переговоров, длительностью в год мы, совместно ЗЛМЗ, сформировали техническое задание и составили детальный план строительства малярного участка в целом. Для реализации данного проекта потребовалось прежде всего выполнить работы по проектированию нового малярного участка на предприятии, согласованию проекта с местными органами власти, провести оценку влияния на окружающую среду, при этом соблюдая строжайшие правила охраны труда пожарной безопасности.
Монтажные работы на малярном участке
Следующим этапом после проектирования стало выполнение строительно-монтажных работ — потребовалось демонтировать бетонное основание глубиной до 1,5 метра, а после чего обустроить фундаментную плиту для установки оборудования с встроенными технологическими приямками для вентиляции и работы оборудования, рельсовым путем для подачи изделий в рабочие зоны камер…
Малярный участок производства
Малярный участок производства — это довольно энергозатратный участок. Поскольку для обеспечения высокой производительности и безопасных условий труда требуется обеспечить колоссальный воздушный поток в камере покраски — до 100000 м. куб./час, при этом нагревая воздух до дельты в 35°C в режиме покраски и до +80°C в режиме сушки — такая покрасочная камера, с электрическим нагревом воздуха потребляет до 500 кВт/час электроэнергии. Камера абразивоструйной очистки расходует до 12 м. куб./мин, 8 атм, сжатого воздуха, при этом потребляет до 50 кВт электроэнергии в час. Суммарное потребление электроэнергии малярным участком достигает 700 кВт/час. Естественно для обеспечения такого объема электроэнергии потребовалось прокладывать отдельную линию электропередачи от ТП, протяженностью 240 метров и это также вошло в объем работ, выполняемых нашей компанией в рамках реализации данного проекта.
Безвоздушный покрасочный аппарат высокого давления;
Компрессорная с ресиверами и осушителями воздуха;
Комплект подьемно-передвижных платформ для покраски крупногабаритных изделий;
Кабина для хранения и приготовления красок.
Камера окрасочно-сушильная
Камера окрасочно-сушильная и камера абразивоструйной очистки тупикового типа, располагаются за пределами основного производственного помещения, примыкая к нему лицевой стеной с воротами. Обе камеры имеют внутренний размер 16180х6000х5500 миллиметров, а совместно с рельсовыми тележками позволяют эффективно обрабатывать изделия габаритными размерами до 15х4х5 метров и весом до 20 тон! Обе камеры имеют отличные показатели энергоэффективности, поскольку они герметичны и выполнены из сэндвич панелей с пожаробезопасным наполнителем — минеральной ватой, толщиной 100 мм. Покрасочная камера имеет три ряда герметичных энергоэффективных светодиодных светильников, обеспечивает освещенность внутри кабины не менее 800 люкс, что позволяет наилучшим образом наносить лакокрасочное покрытие на самые разнообразные изделия.
Комплект подъемно-передвижных платформ, встроенных в покрасочную камеру позволяют оперативно передвигаться операторам внутри камеры. Изделия можно обрабатывать высотой до 6 метров.
Платформы передвигаются в трех направлениях — на всю длину вдоль стен камеры, по всей высоте камеры, а также от стены на расстояние до 1500мм. Платформы приводятся в движение при помощи сжатого воздуха. Это делает их взрывобезопасными и позволяет использовать в условиях покрасочной камеры.
Камера абразивоструйной очистки
Камера абразивоструйной очистки (КАСО) имеет систему автоматического сбора и регенерации дроби и мусора. За сбор и транспортировку отвечает система скребковых полов. Она состоит из пяти продольных линий и одной поперечной. Онисинхронными поступательными движения перемещают дробь к приямку элеватора. Далее элеватор поднимает дробь на высоту до 7 метров, откуда она поступает в сепаратор барабанного типа. В сепараторе дробь просеивается и очищается от крупных загрязняющих частиц. А мелкая пыль отводится через пыле выводящие каналы в фильтровальную установку. После прохождения сепаратора дробь в автоматическом режиме поступает в бункер накопитель. В который сстроен аппарат абразивоструйной очистки. Таким образом камера абразивоструйной очистки обеспечивает полностью автоматический сбор, регенерацию и подачу к повторному использованию дроби — замкнутый цикл. За обеспечение безопасных и комфортных условий труда в КАСО отвечает система пылеудаления которая представлена двумя высокоэффективными фильтровально-вентиляционными установками ФВУ-18. Они оперативно выводят запыленную газовоздушную смесь из камеры, фильтруют ее и выбрасывают в атмосферу.
Компрессорная станция представлена:
Высокопроизводительным винтовым компрессором Remeza ВК120. Продуктивность до 16000 литров в минуту при 8 атмосферах давления
Эффективной установкой осушителем воздуха — вымораживателем, 4 ресиверами для сжатого воздуха объемом до 1000 л каждый.
В комплекте оборудования входит:
Аппарат безвоздушной покраски Wiwa Airless 140032 RS/F Phoe;
Дробеструйный аппарат CLEMCO SCWB — 2452, 200 л. с полным комплектом костюма оператора
Средства индивидуальной защиты.
Для обеспечения пожарной безопасности малярный участок оборудован системой автоматического порошкового пожаротушения и пожарной сигнализацией. Которая подключается к местным службам пожаротушения.
Составление технического задания, чертёж
Наверное, производство оборудования было не самым сложным в реализации данного проекта. Гораздо сложнее было правильно составить техническое задание, выполнить проектирование и конструкторскую разработку. Необходимо было согласовать все процессы и этапы реализации: строительство, прокладка коммуникаций, пожарная безопасность. При всем этом, соблюдая строгие правила охраны труда на предприятии и во всем Холдинге. А также найти надежных подрядчиков. Согласовать и организовать их работу, все спланировать и вложиться в сроки.
Опыт реализации сложных проектов
Данный проект дал нашей компании бесценный опыт реализации комплексного и сложного объекта. К тому же, для одного из крупнейших предприятий Украины — Холдинга Метинвест! Реализация такого проекта, в очередной раз подтверждает, возможности нашей компании. Мы занимаемся созданием и внедрением самых сложных технологических комплексов для малярного отделения. Наша продукция для любого, даже самого требовательного заказчика!