
Компания TWEKO реализовала комплексное решение для поставщика решений в сфере кузовного ремонта и промышленной окраски, внедрив окрасочный комплекс на базе постов подготовки серии APP и вытяжных кабин ASS Cabin. Проект позволил разделить технологические этапы и организовать стабильное и безопасное нанесение материалов благодаря эффективной локализации окрасочного аэрозоля. Комплекс работает по принципу вертикального воздушного потока (сверху вниз) с сухой многоступенчатой фильтрацией.
О клиенте
ООО «Автофарба-Украина» специализируется на поставке материалов и решений для окраски. В производственных процессах компании выполняются операции подготовки и нанесения лакокрасочных материалов на детали различных размеров. Отсутствие организованной зоны окраски с контролируемой воздушной средой затрудняло обеспечение стабильного качества покрытия, поэтому компания обратилась в TWEKO с целью разработки и внедрения комплекса постов подготовки и окраски.
Постановка задачи
- Зонирование: организовать отдельные участки для подготовки и окраски изделий
- Локализация: обеспечить эффективное улавливание окрасочного аэрозоля в рабочей зоне
- Аэродинамика: реализовать вертикальный воздушный поток с производительностью до 20 000 м³/ч
- Габариты изделий: обеспечить возможность работы с деталями различных размеров
- Температурный режим: обеспечить условия окраски в диапазоне 16–24°C (для основного поста)
- Интеграция: внедрить решение в существующее производственное помещение
Предложенное решение
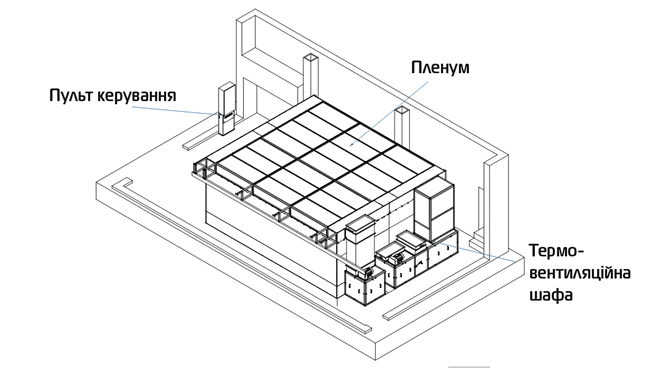
Реализован комплекс из двух постов: основного окрасочного (модель APP-H-4,0) и вспомогательного (модель APP-S-4,0). Оба поста обеспечивают воздухообмен на уровне 20 000 м³/ч и работают по принципу вертикального воздушного потока (сверху вниз) через потолочный пленум и напольную вытяжную зону. Предусмотрена сухая фильтрация воздуха и решетчатый подиум с допустимой нагрузкой до 600 кг/колесо.
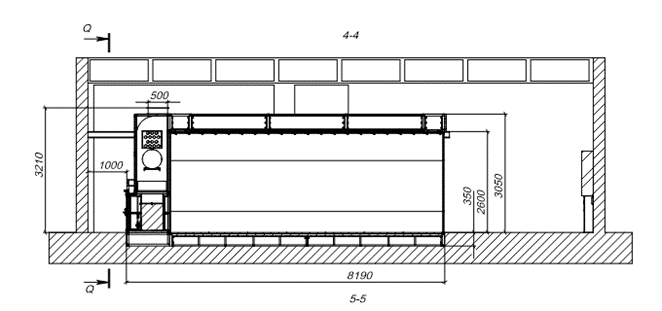
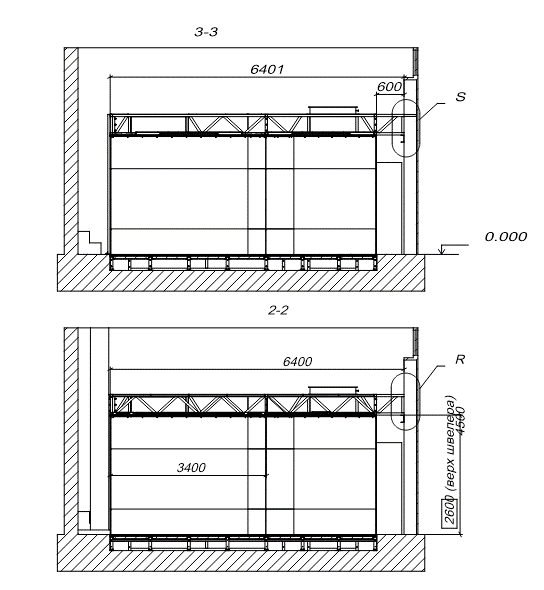
Основной пост (APP-H-4,0) имеет габариты 8×4,0×3,2 м (рабочая зона ~7×3,4×2,6 м) и предназначен для выполнения окрасочных работ с крупногабаритными изделиями. Пост оснащён приточно-вытяжной вентиляцией с дизельным нагревом (80–200 кВт) и поддержанием температуры 16–24°C. В состав входят приточная (7,5 кВт) и вытяжная (5,5 кВт) вентиляционные установки, 4-ходовой теплообменник из нержавеющей стали и система автоматического управления на базе ПЛК. Предусмотрена многоуровневая сухая фильтрация (потолочные, напольные и выхлопные фильтры), что обеспечивает стабильные условия нанесения лакокрасочных материалов.
Вспомогательный пост (APP-S-4,0) имеет более компактные габариты — 8×2,5×3,2 м (рабочая зона ~7×2,4×2,6 м) и используется для подготовительных операций. Пост работает без системы нагрева и построен по принципу вытяжной вентиляции с забором воздуха из помещения. В состав входит вытяжная вентиляционная установка мощностью 5,5 кВт и потолочный пленум с фильтрами предварительной очистки. Удаление воздуха осуществляется через напольную вытяжную зону с использованием стекловолоконных фильтров. Температурный режим зависит от условий производственного помещения.
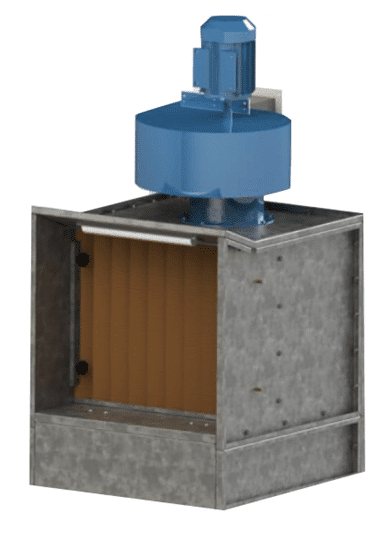
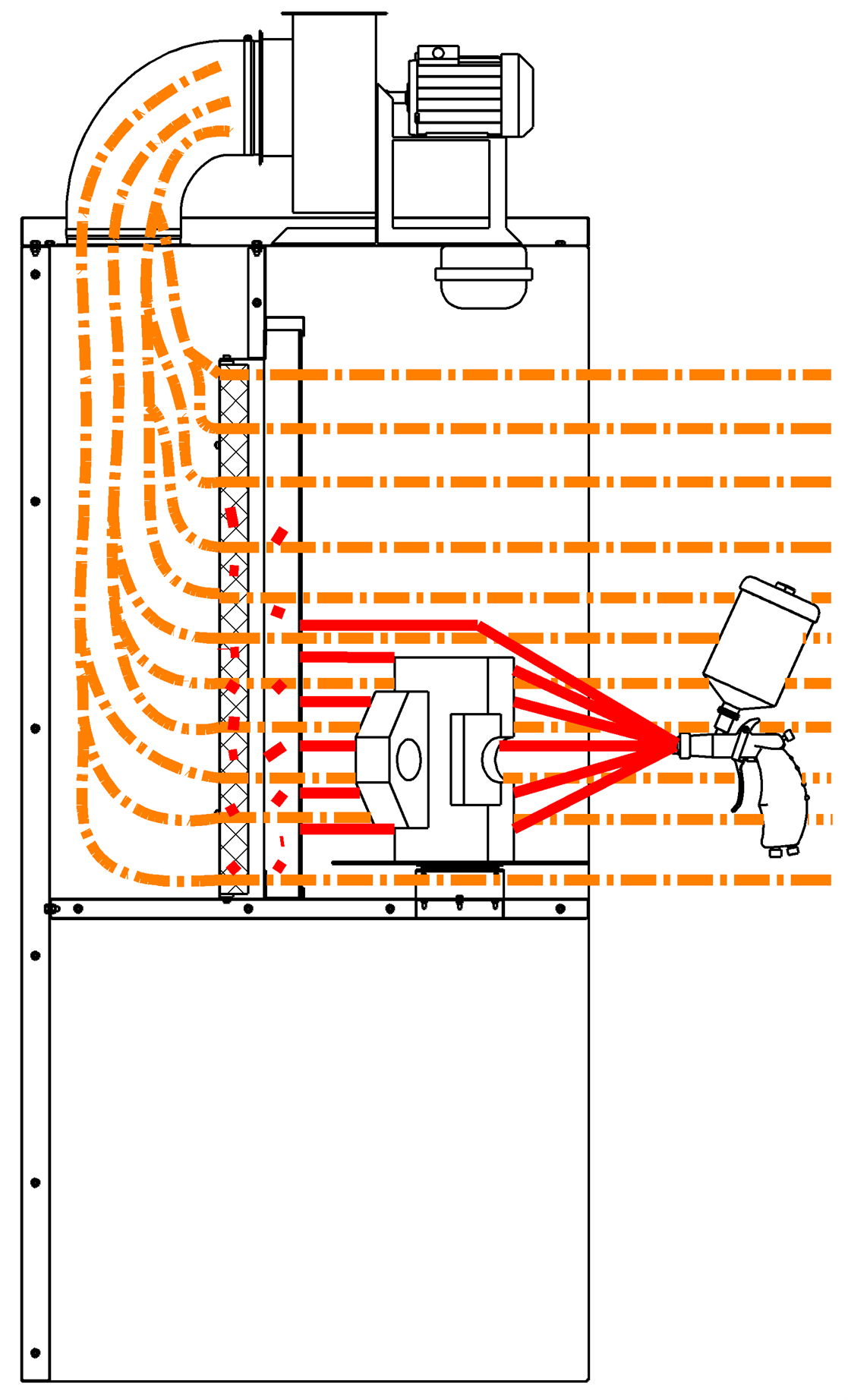
Для обработки мелких деталей в составе комплекса предусмотрены три локальные вытяжные кабины серии ASS Cabin модели ASS-Cabin-0,5. Это самые компактные модели в линейке ASS Cabin, разработанные и изготовленные под задачи данного проекта. Каждая кабина обеспечивает локальное удаление окрасочного аэрозоля с производительностью до 2200 м³/ч и оснащена двухступенчатой сухой системой фильтрации (картонный лабиринтный и стекловолоконный фильтры). Рабочая зона составляет 600×600 мм.
Использование трёх кабин позволяет организовать отдельный участок локальной окраски мелких изделий и обеспечить параллельную работу без задействования основных постов, снижая их нагрузку.
Реализованное решение обеспечивает разделение процессов подготовки, окраски и обработки мелких изделий, формируя единую технологическую схему с рациональным использованием оборудования.
Технические характеристики комплекса
| Параметр | APP-H-4,0 | APP-S-4,0 | ASS-Cabin-0,5 (3 шт.) |
|---|---|---|---|
| Габариты | |||
| Внешние размеры (Д×Ш×В) | 8000 × 4000 × 3200 мм | 8000 × 2500 × 3200 мм | 1269 × 676 × 705 мм |
| Рабочая зона | ~7000 × 3400 × 2600 мм | ~7000 × 2400 × 2600 мм | 600 × 600 мм |
| Вентиляция и воздухообмен | |||
| Тип вентиляции | Приточно-вытяжная | Вытяжная | Локальная вытяжная |
| Производительность вентиляции | 20 000 м³/ч | 20 000 м³/ч | 470–2200 м³/ч (на 1 кабину) |
| Приточный вентилятор | Центробежный, 7,5 кВт | — | — |
| Вытяжной вентилятор | Центробежный, 5,5 кВт | Центробежный, 5,5 кВт | Центробежный, 0,75 кВт |
| Схема воздушного потока | Вертикальный (сверху вниз) | Вертикальный (вытяжной) | Локальное всасывание |
| Фильтрация воздуха | |||
| Тип фильтрации | Сухая многоуровневая | Сухая | Двухступенчатая сухая |
| Потолочные фильтры | Фильтры тонкой очистки приточного воздуха | Фильтры предварительной очистки | — |
| Напольные фильтры | Стекловолоконные | Стекловолоконные | — |
| Дополнительные фильтры | Выхлопные фильтры | — | Картонный лабиринтный + стекловолоконный |
| Система нагрева | |||
| Тип нагрева | Непрямой через теплообменник | Отсутствует | Отсутствует |
| Горелка | Дизельная | — | — |
| Тепловая мощность | 80–200 кВт | — | — |
| Температурный режим | 16–24°C | Зависит от условий помещения | Зависит от условий помещения |
| Электропитание и мощность | |||
| Электропитание | 3×380 В / 50 Гц | 3×380 В / 50 Гц | 3×380 В / 50 Гц |
| Установленная мощность | ~13,2 кВт | ~6 кВт | 0,75 кВт (на 1 кабину) |
| Конструкция и эксплуатация | |||
| Тип исполнения | Открытый окрасочный пост | Открытый пост подготовки | Локальная вытяжная кабина |
| Напольная система | Решетчатый подиум | Решетчатый подиум | — |
| Максимальная нагрузка | 600 кг/колесо | 600 кг/колесо | — |
Результаты проекта
В результате внедрения комплекса организовано разделение процессов подготовки и окраски изделий. Реализована локализация окрасочного аэрозоля в пределах рабочих зон постов. Обеспечен стабильный вертикальный воздушный поток с производительностью до 20 000 м³/ч в зоне окраски.
Внедрённое решение позволило снизить влияние окрасочных работ на другие участки производства и улучшить условия труда персонала. Создана технологическая схема, обеспечивающая выполнение окрасочных операций в контролируемых условиях (для основного поста) и разделение функций между постами.
Елена Свист, Директор
ООО «Автофарба-Украина»





