В сентябре 2024 года крупное машиностроительное предприятие обратилось в компанию TWEKO с запросом на разработку и поставку комплекса технологического оборудования для организации полного цикла подготовки поверхности, абразивоструйной очистки, мойки, окраски и сушки изделий крупного формата.
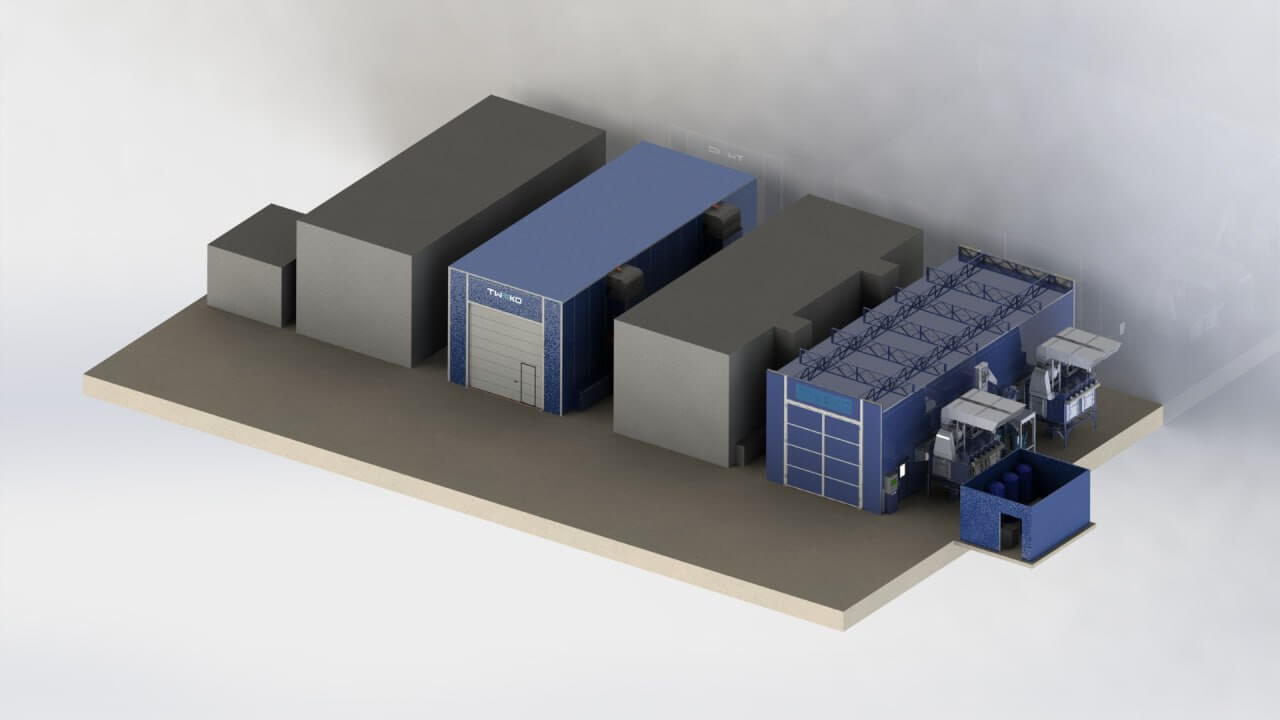
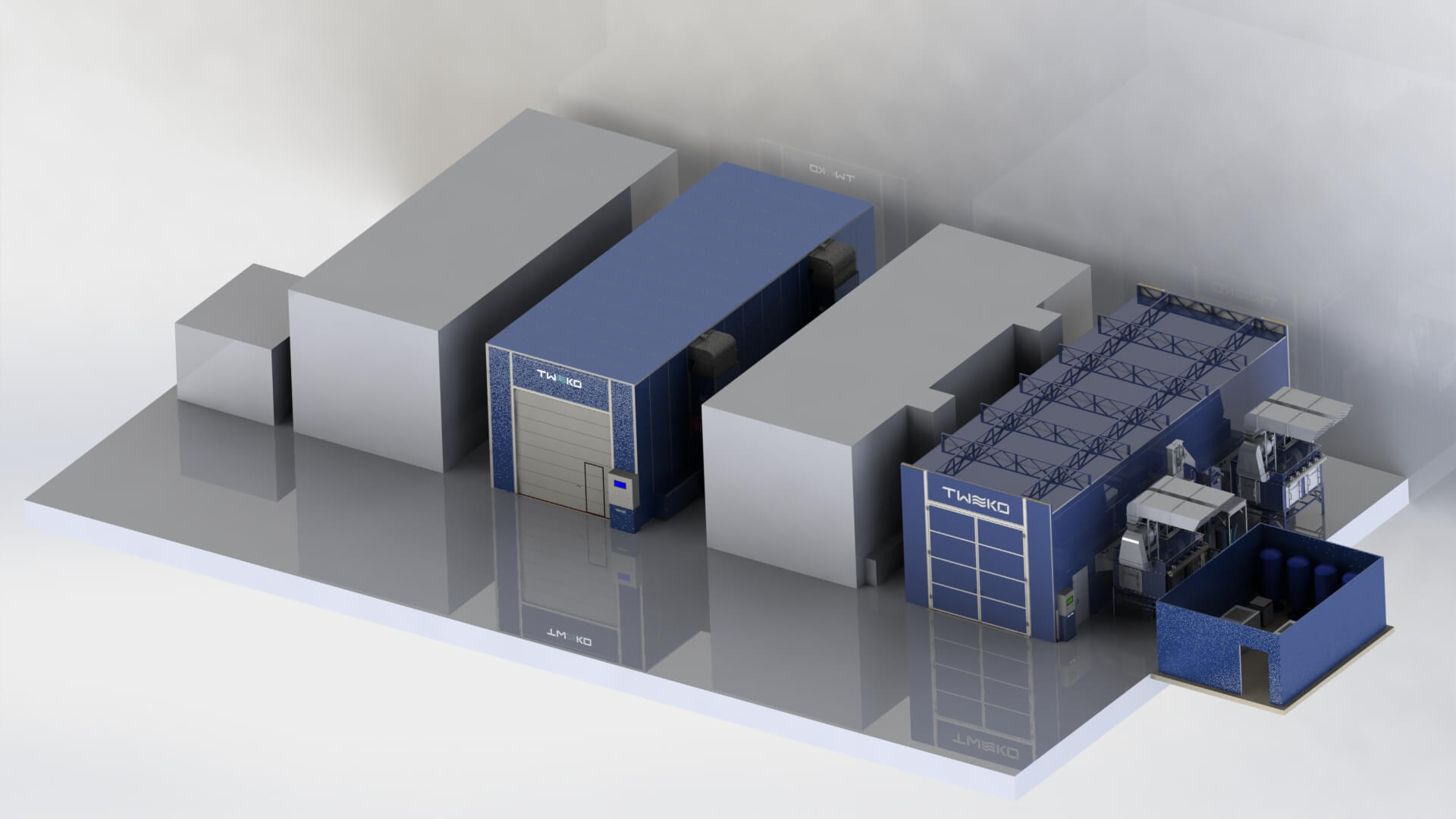
В рамках проекта TWEKO подобрала оптимальную конфигурацию оборудования, включающую камеру абразивоструйной очистки, окрасочно-сушильную камеру и вспомогательные модули, с последующей интеграцией, монтажом и вводом комплекса в эксплуатацию в октябре 2025 года.
О клиенте
Заказчик — украинское конструкторско-производственное предприятие машиностроительного профиля, специализирующееся на разработке, производстве, техническом обслуживании и ремонте специализированной автотранспортной и промышленной техники, а также поставке комплектующих.
Предприятие выполняет полный комплекс работ, включая проектирование, производство, техническое обслуживание и ремонт техники, а также поставку комплектующих и сервисную поддержку.
Благодаря развитой производственной базе и внедрению инженерных инноваций компания является одним из устойчивых системных производителей в своем сегменте.
Решение
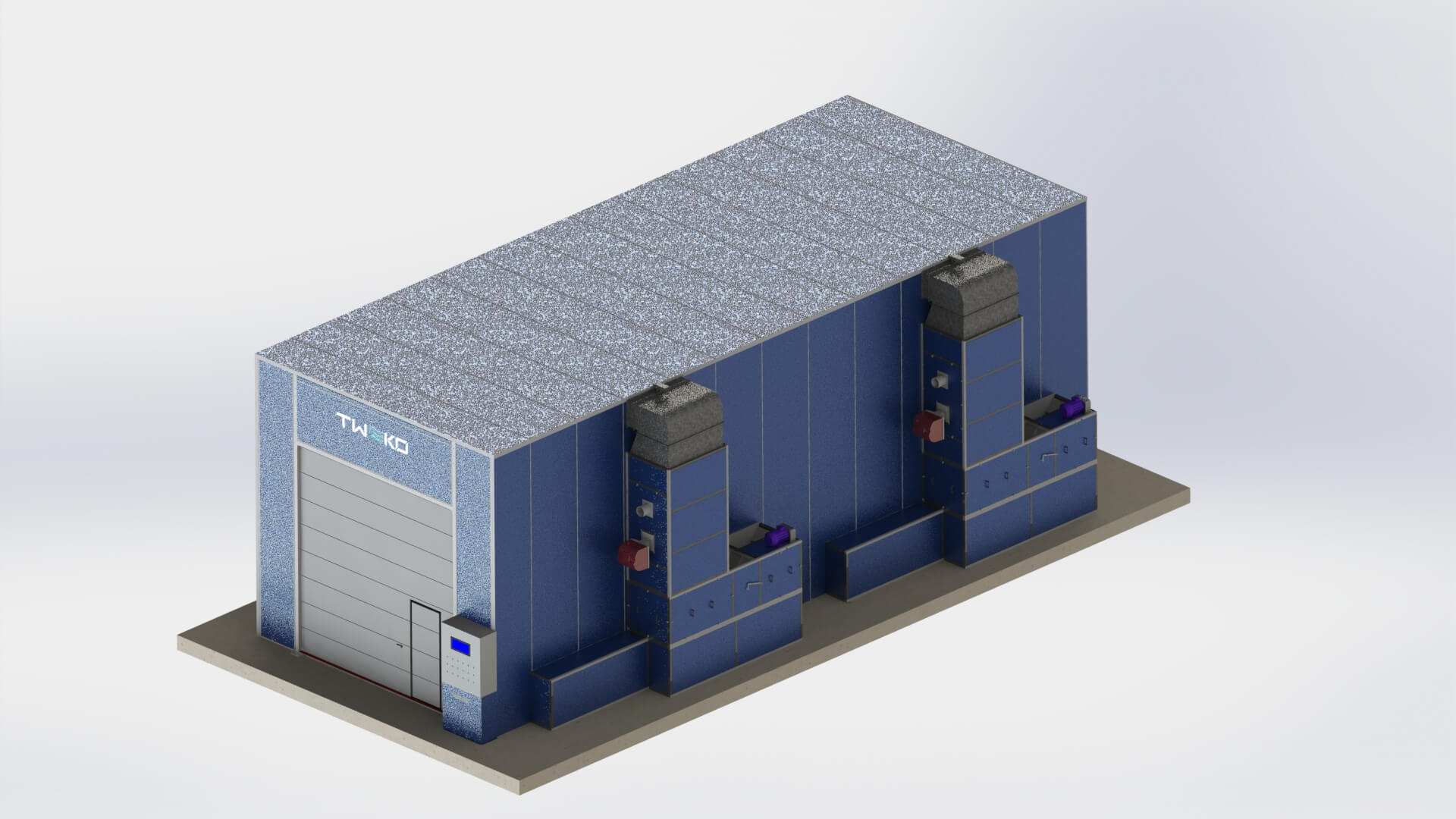
Для обеспечения полного цикла подготовки поверхности и нанесения покрытий компанией TWEKO было реализовано комплексное технологическое решение, включающее камеру абразивоструйной очистки, окрасочно-сушильную камеру проходного типа, а также вспомогательные инженерные и технологические системы, интегрированные в единый производственный процесс.
-
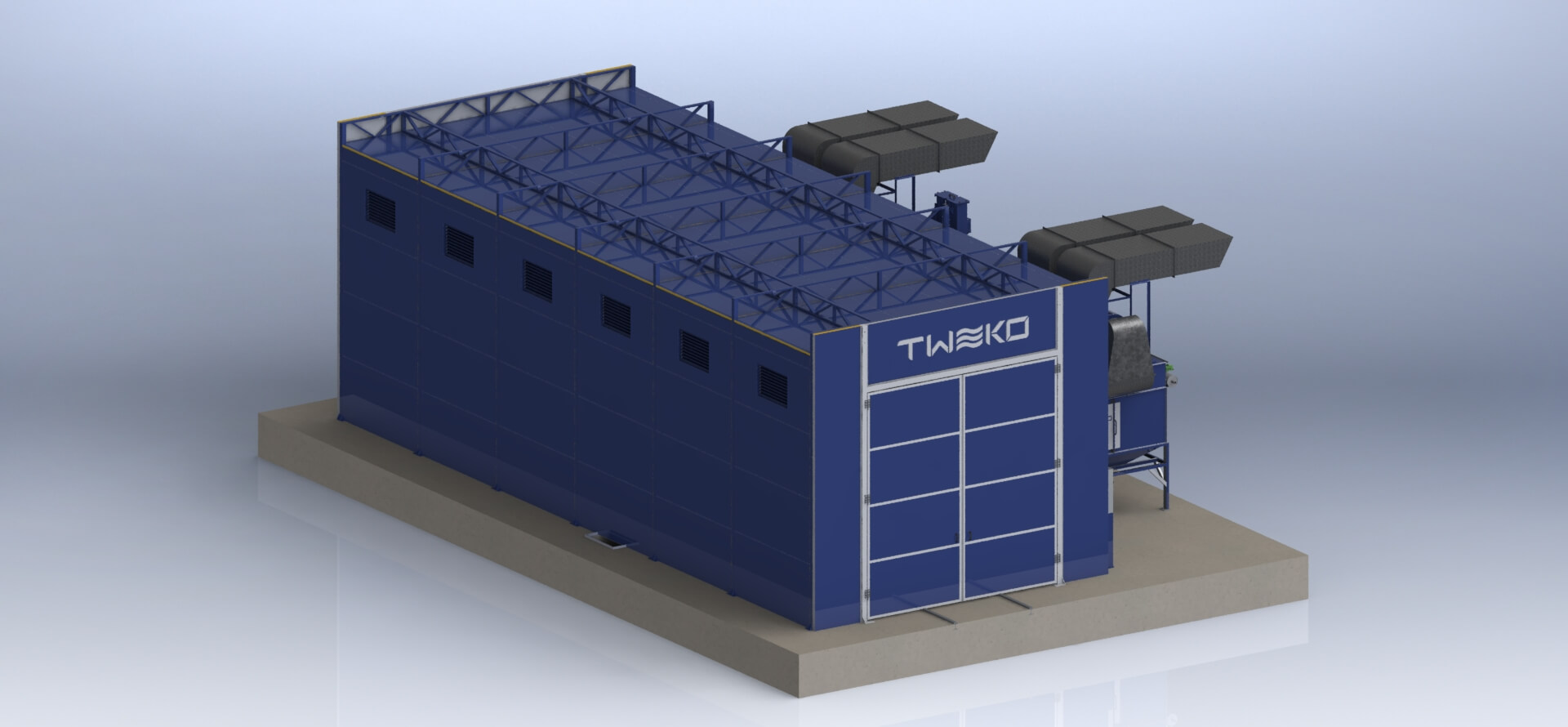
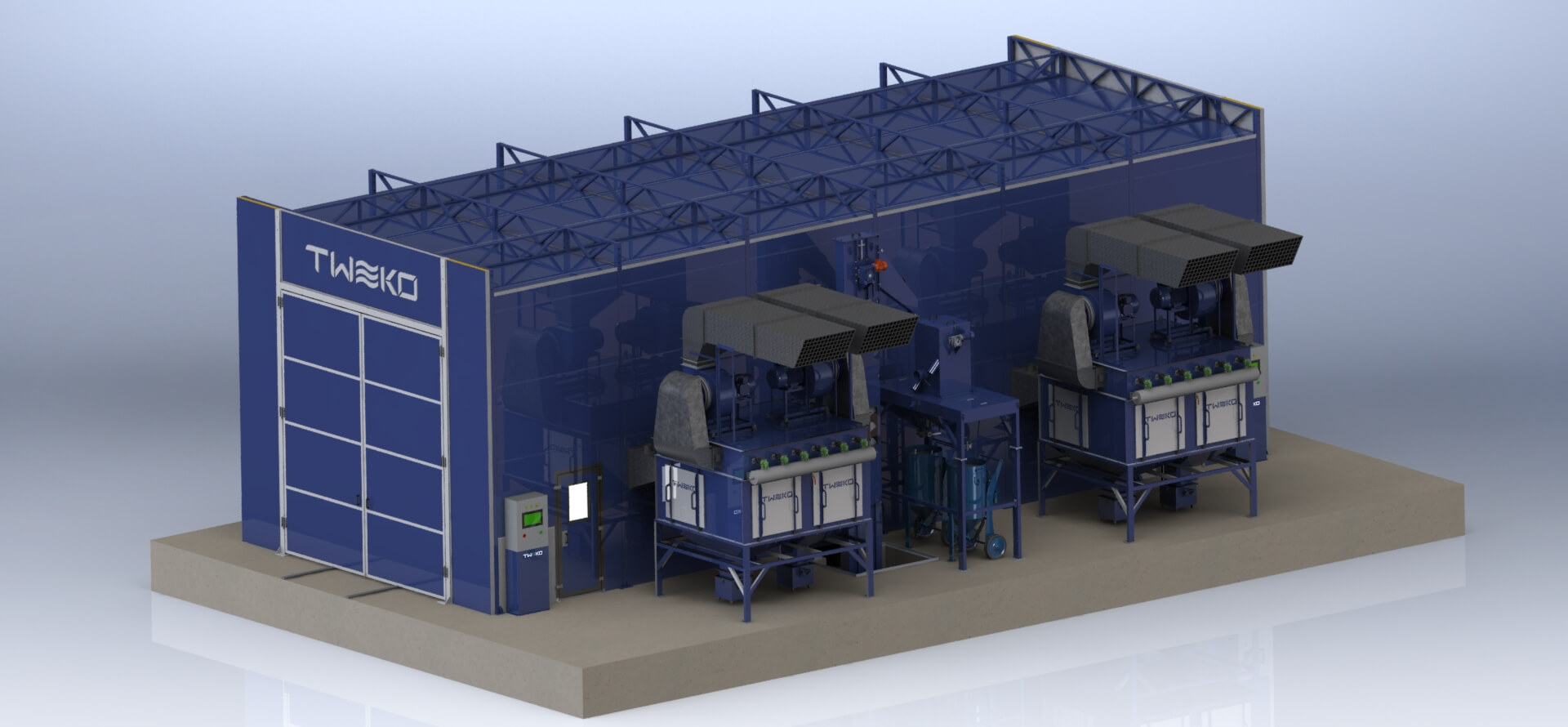
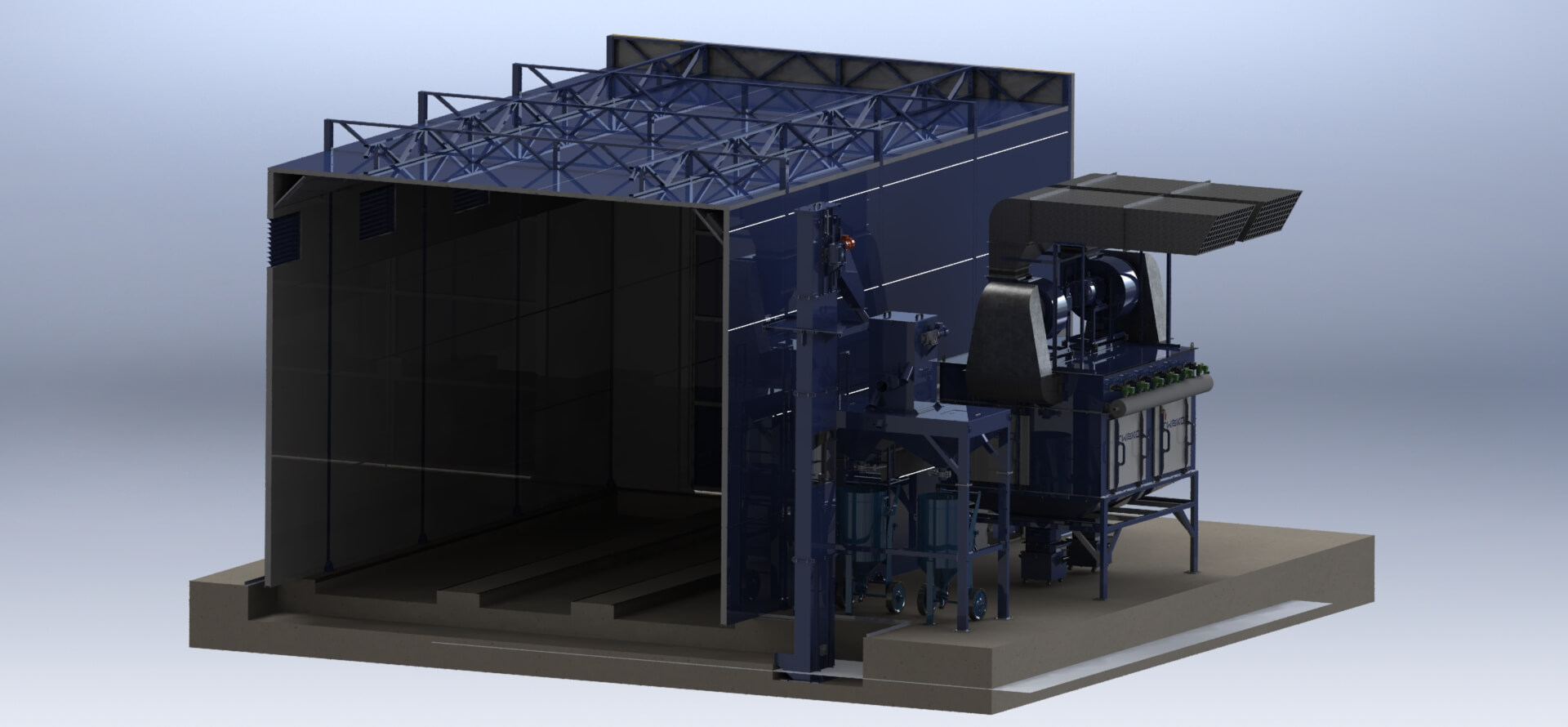
- Камера абразивоструйной очисткиДля этапа подготовки поверхности была внедрена дробеструйная камера абразивоструйной очистки серии КАСО производства TWEKO — модель KASO-15 проходного типа с единой рабочей зоной абразивоструйной очистки. Камеры серии КАСО предназначены для промышленной очистки металлических изделий от ржавчины, окалины, старых покрытий и других загрязнений с обеспечением стабильного качества поверхности перед последующими технологическими операциями.Компоновка камеры KASO-15 по проходной схеме обеспечивает непрерывную обработку крупногабаритных узлов и агрегатов и интеграцию оборудования в поточную логику производства с минимизацией простоев и ручных операций. Конструктив и инженерные системы камеры адаптированы к интенсивной промышленной эксплуатации и соответствуют требованиям предприятий тяжелого машиностроения и серийного производства.

Камера оснащена:
- Механизированной системой сбора и регенерации абразива с замкнутым циклом, включающей скребковый пол, ковшовый элеватор, сепаратор и бункер-накопитель и обеспечивающей автоматический возврат очищенного абразива в рабочий процесс.
- Фильтровентиляционными установками с картриджной фильтрацией и импульсной регенерацией фильтров, предназначенными для эффективной очистки запыленного воздуха рабочей зоны во время абразивоструйной обработки.
- Системой вентиляции с организацией контролируемого отвода запыленного воздуха, обеспечивающей соблюдение допустимых санитарных и акустических параметров в зоне обслуживания.
- Автоматизированным пультом управления с индикацией состояния основных узлов камеры, контролем работы вентиляционных установок, систем регенерации абразива и транспортных механизмов.
- Въездными и выездными воротами проходного типа, рассчитанными на обработку крупногабаритных изделий в поточном режиме, а также сервисными дверями для персонала с элементами межблокировки.
- Внутренней износостойкой защитной обшивкой и системой промышленного освещения рабочей зоны, адаптированными к условиям интенсивной абразивоструйной эксплуатации.
Конструкция камеры, инженерные системы и автоматика управления реализованы с учетом требований технологического процесса и условий эксплуатации предприятия, что обеспечило стабильную работу оборудования в промышленном режиме и его полноценную интеграцию в производственную инфраструктуру предприятия.
- Камера абразивоструйной очисткиДля этапа подготовки поверхности была внедрена дробеструйная камера абразивоструйной очистки серии КАСО производства TWEKO — модель KASO-15 проходного типа с единой рабочей зоной абразивоструйной очистки. Камеры серии КАСО предназначены для промышленной очистки металлических изделий от ржавчины, окалины, старых покрытий и других загрязнений с обеспечением стабильного качества поверхности перед последующими технологическими операциями.Компоновка камеры KASO-15 по проходной схеме обеспечивает непрерывную обработку крупногабаритных узлов и агрегатов и интеграцию оборудования в поточную логику производства с минимизацией простоев и ручных операций. Конструктив и инженерные системы камеры адаптированы к интенсивной промышленной эксплуатации и соответствуют требованиям предприятий тяжелого машиностроения и серийного производства.
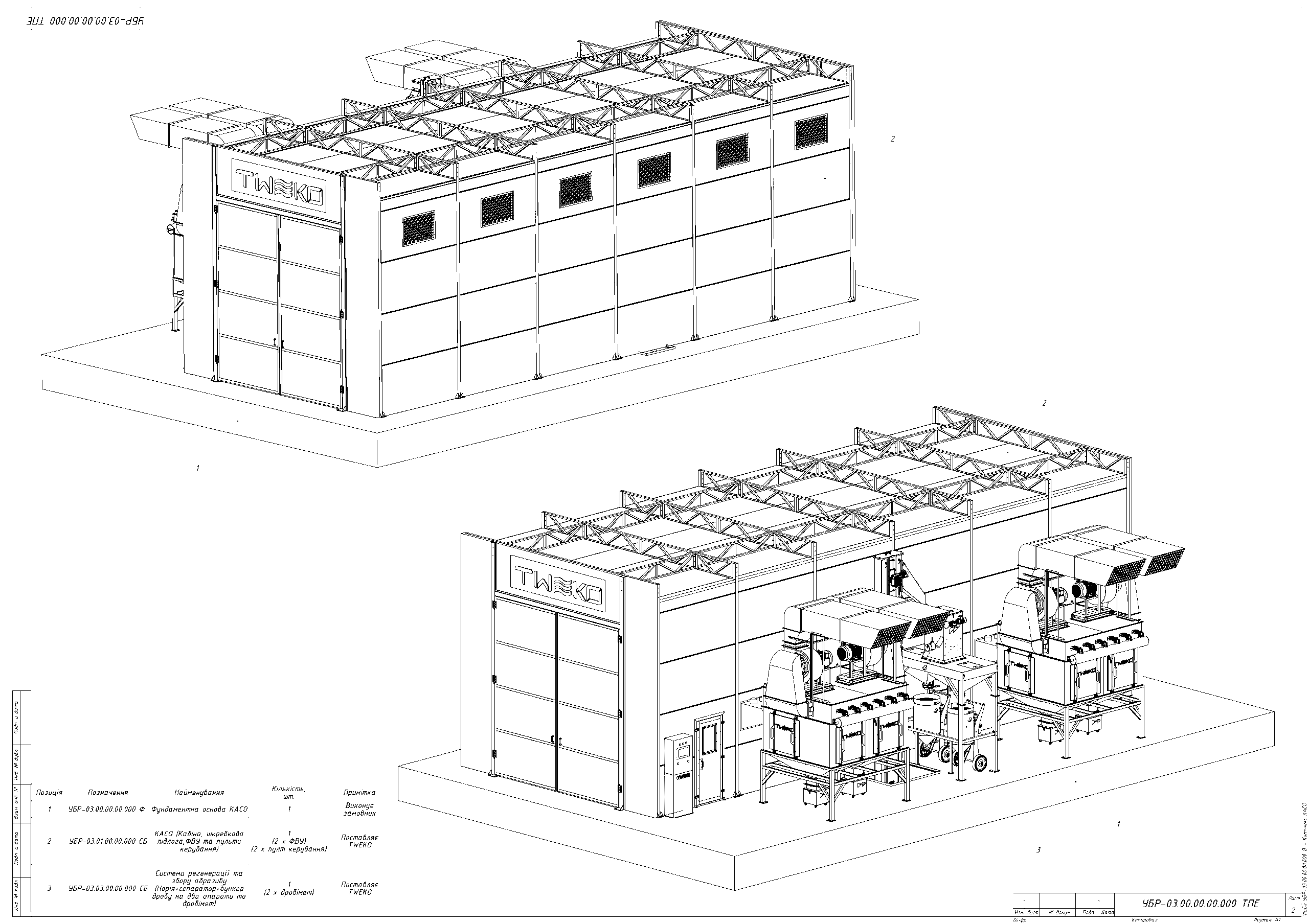

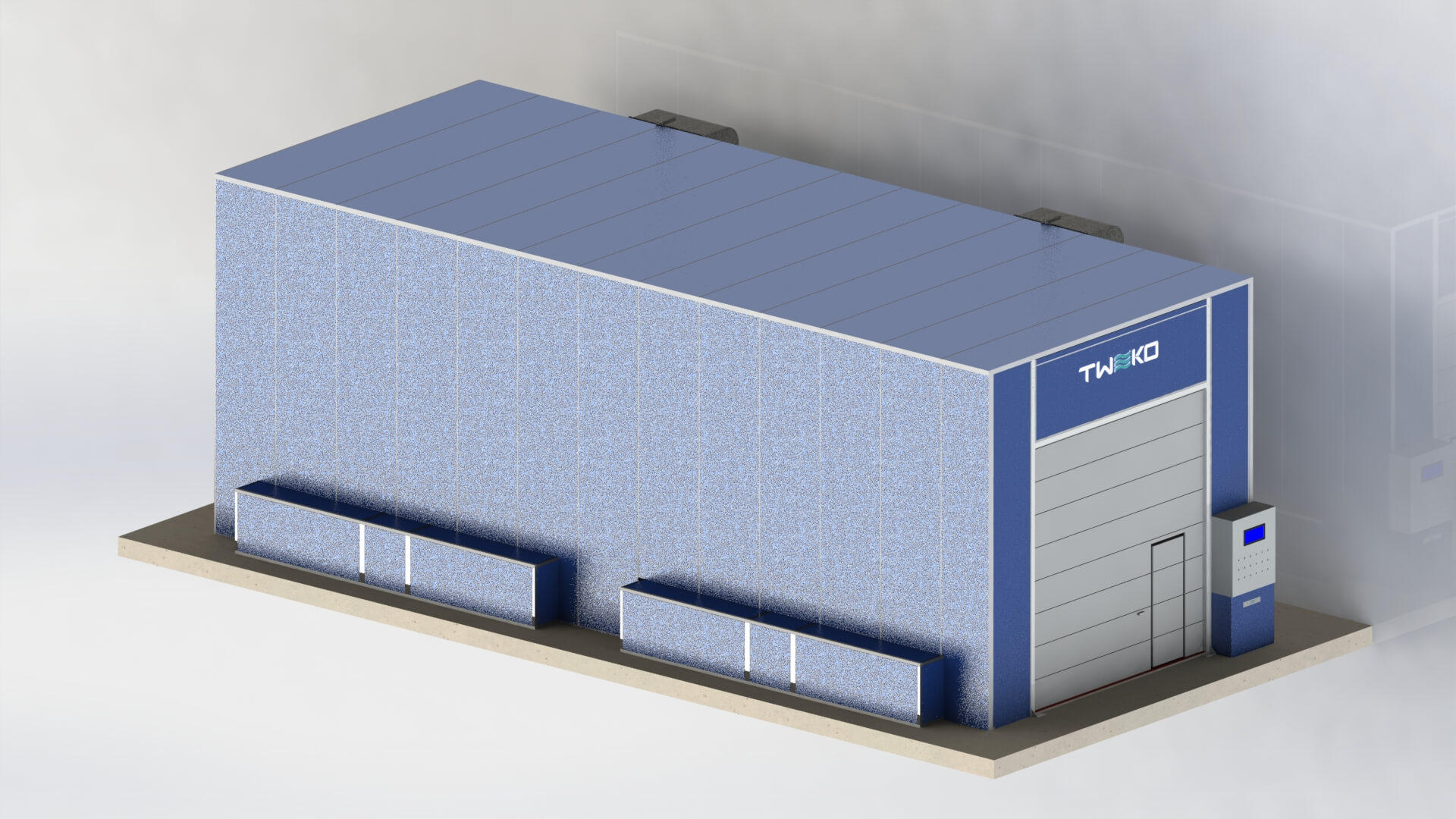
- Окрасочно-сушильная камераДля этапов нанесения лакокрасочных покрытий и сушки изделий в составе комплекса была реализована окрасочно-сушильная камера серии IKFS Diagonal модели IKFS-2-15, предназначенная для работы с крупногабаритными изделиями в условиях промышленного производства.
Камера выполнена по проходной схеме с двумя рабочими зонами и диагональной организацией воздушных потоков, что обеспечивает равномерное распределение воздуха при окраске, эффективное удаление аэрозолей лакокрасочных материалов и стабильные условия сушки по всему объему изделия независимо от его габаритов и геометрии.
Камера оснащена:
- Приточно-вытяжной вентиляцией с контролируемым воздухообменом, обеспечивающей равномерное распределение воздушных потоков в рабочих зонах и стабильные условия нанесения лакокрасочных покрытий.
- Системами фильтрации подаваемого и отработанного воздуха, предназначенными для очистки воздушной среды рабочей зоны и снижения выбросов аэрозолей лакокрасочных материалов.
- Термовентиляционными шкафами, интегрированными в конструкцию камеры, обеспечивающими нагрев, циркуляцию воздуха и автоматическое поддержание заданных температурных режимов в процессе сушки.
- Автоматизированной системой управления с пультом оператора, позволяющей управлять режимами окраски, сушки, продувки и охлаждения, а также контролировать работу вентиляционных и тепловых систем.
- Системами технологических блокировок и контроля, исключающими работу оборудования при недопустимых параметрах температуры, давления или состоянии инженерных систем.
- Въездными, выездными и межзонными воротами, рассчитанными на проход крупногабаритных изделий в поточном режиме и обеспечивающими герметичность рабочих зон при окраске и сушке.
Конструкция камеры, система воздухообмена и автоматика управления реализованы в соответствии с техническим заданием и проектной документацией, что обеспечило стабильную работу окрасочно-сушильного оборудования в условиях промышленной эксплуатации и его интеграцию в единый технологический процесс предприятия.

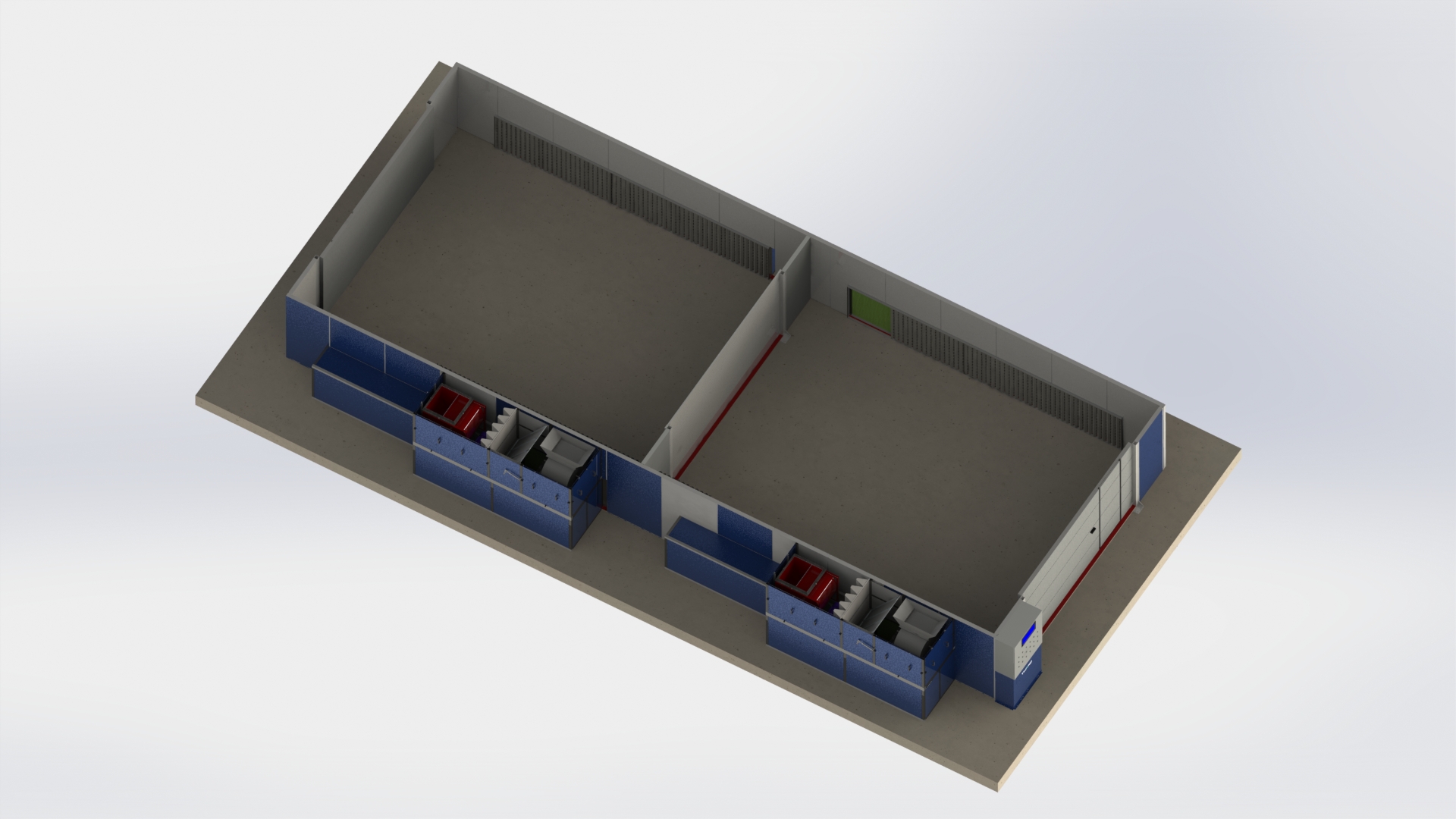
Все технологические модули — камера абразивоструйной очистки, окрасочно-сушильная камера и вспомогательные инженерные системы — были объединены в единый технологический комплекс. В рамках проекта выполнены прокладка инженерных коммуникаций, электромонтажные и пусконаладочные работы, после чего оборудование было введено в промышленную эксплуатацию в установленные сроки.
Технические характеристики комплекса
| Компонент | Камера абразивоструйной очистки | Окрасочно-сушильная камера |
|---|---|---|
| Общие характеристики | ||
| Тип камеры | Проходная, однозонная | Проходная, двухзонная |
| Общая длина* | ≈ 11,5 м | ≈ 15,2 м |
| Габариты | ||
| Внутренние размеры (рабочая зона) | ≈ 11,0 × 6,5 × 5,2 м | ≈ 7,5 × 6,0 × 5,0 м (каждая зона) |
| Наружные размеры | ≈ 11,5 × 10,1 × 5,8 м | ≈ 15,2 × 7,3 × 5,7 м |
| Сервисный доступ | ||
| Сервисные двери | 840 × 1 975 мм, 2 шт. | Предусмотрены |
| Вентиляция и воздухообмен | ||
| Тип вентиляции | Фильтровентиляционная | Приточно-вытяжная |
| Производительность вентиляции | 30 000 м³/ч × 2 установки | 32 500 м³/ч — приток 25 000 м³/ч — вытяжка |
| Технологические системы | ||
| Основное назначение | Абразивоструйная очистка поверхностей | Окраска и сушка изделий |
| Система нагрева | Не предусмотрена | Дизельные горелки, 2 шт. |
| Максимальная температура в камере | — | до 60 °C |
| Электропитание и освещение | ||
| Электропитание оборудования | 380 В / 50 Гц | 380 В / 50 Гц |
| Электропитание освещения | 220 В / 50 Гц | 220 В / 50 Гц |
| Максимальная мощность освещения | до 2 кВт | до 3 кВт |
| Акустические параметры | ||
| Уровень шума снаружи камеры | до 70 дБ | до 70 дБ |
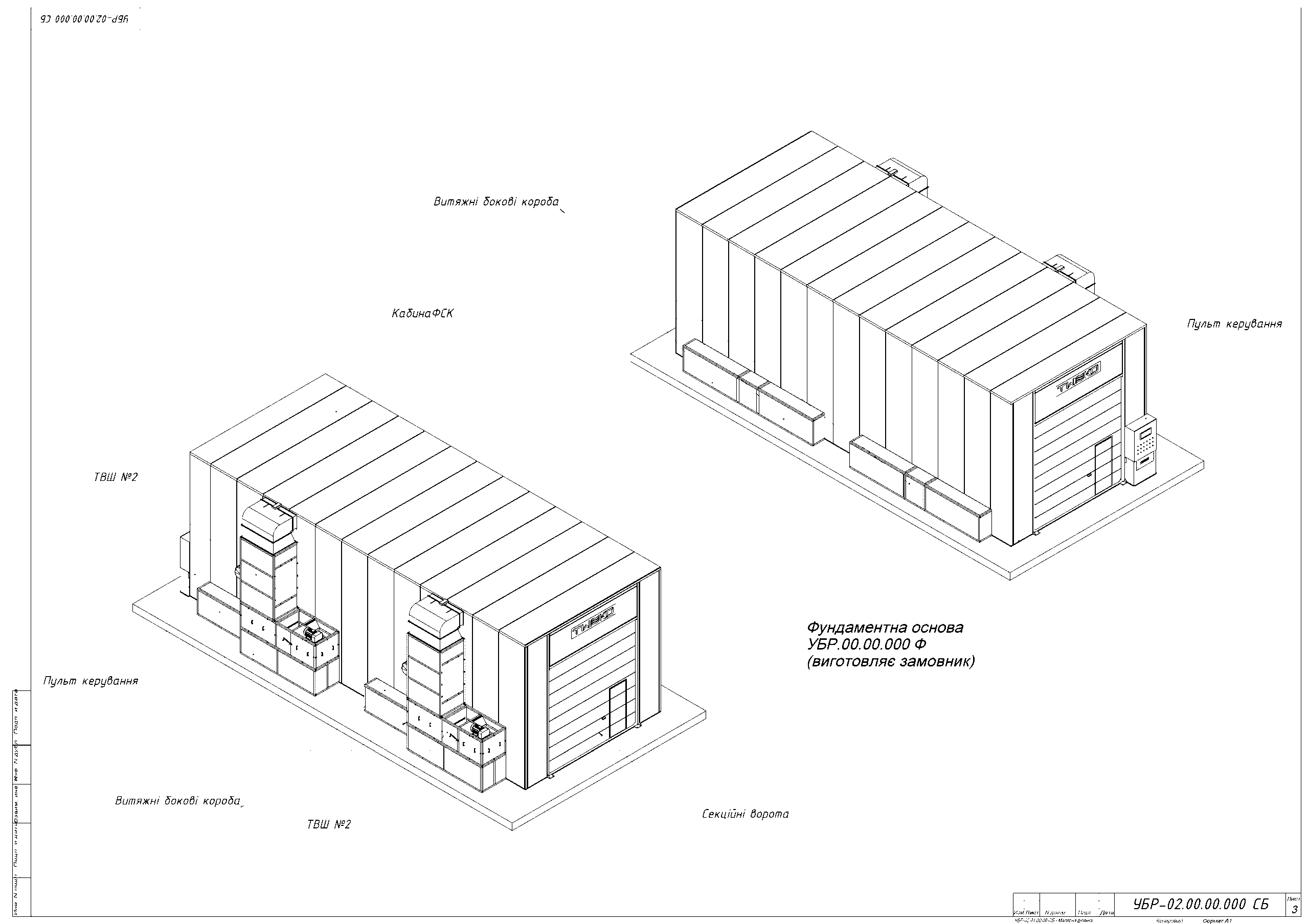
Ключевые компоненты камер абразивоструйной очистки (КАСО) и окрасочно-сушильной (КФС)
| Компонент | КАСО | КФС |
|---|---|---|
| Кабина | Металлическая кабина проходного типа с одной рабочей зоной, въездными и выездными воротами, сервисными дверями для персонала, внутренней износостойкой защитной обшивкой, системой промышленного освещения и элементами герметизации, адаптированными к условиям абразивоструйной обработки. | Металлическая кабина проходного типа с двумя независимыми рабочими зонами, въездными, выездными и межзонными воротами, сервисными дверями для персонала, системами потолочного и настенного освещения и герметизированным конструктивом для режимов окраски и сушки. |
| Система обработки материала | Механизированная система сбора и регенерации абразива с замкнутым циклом, включающая скребковый пол, ковшовый элеватор (норию), сепаратор, бункер-накопитель и автоматический возврат очищенного абразива в рабочий процесс. | Система нанесения лакокрасочных материалов и сушки изделий с использованием термовентиляционных шкафов, управляемого воздухообмена и автоматического поддержания заданных технологических параметров. |
| Фильтровентиляционная система | Фильтровентиляционные установки с картриджной фильтрацией и импульсной регенерацией фильтров, системой воздуховодов и организацией эффективного отвода запыленного воздуха из рабочей зоны. | Приточно-вытяжная вентиляция с боковыми вытяжными коробами, системами фильтрации приточного и отработанного воздуха и контролируемым распределением воздушных потоков в рабочих зонах камеры. |
| Транспорт и рабочая зона | Проходная схема обработки крупногабаритных изделий и узлов значительной массы без выполнения реверсивных или промежуточных технологических операций. | Проходная схема окраски и сушки изделий крупного формата с разделением на две независимые рабочие зоны для последовательной или параллельной обработки. |
| Система отопления / сушки | Не предусмотрена. Камера предназначена исключительно для абразивоструйной очистки поверхностей без тепловой обработки изделий. | Термовентиляционные шкафы, интегрированные в конструкцию камеры, обеспечивающие нагрев, циркуляцию воздуха и автоматическое поддержание режимов сушки. |
| Система управления | Автоматизированные пульты управления с индикацией состояния основных узлов, контролем работы вентиляции, систем регенерации абразива и транспортных механизмов. | Автоматизированный пульт управления с программируемым логическим контроллером, датчиками контроля давления и температуры, терморегулятором, таймерами и счетчиком моточасов. |
| Безопасность и эксплуатация | Ударозащищенное промышленное освещение, защитные элементы внутренней обшивки, системы блокировок, централизованный контроль работы оборудования и межблокировка технологических узлов. | Противопожарные клапаны, контроль давления в рабочих зонах, системы технологических блокировок, управление воздушными потоками и защита от работы оборудования при недопустимых параметрах. |
Реализация проекта
Реализация проекта выполнялась поэтапно и охватывала период с сентября 2024 года по октябрь 2025 года, с привлечением инженерных, конструкторских, производственных и сервисных подразделений компании TWEKO, а также строительных и монтажных подрядчиков заказчика.
На начальном этапе было проработано техническое задание заказчика с учетом габаритов и массы изделий крупного формата, способа их транспортирования внутри камер, а также особенностей производственной площадки.
- разработка компоновочных решений камер абразивоструйной очистки и окрасочно-сушильной камеры проходного типа с разделением на две рабочие зоны;
- определение размещения термовентиляционных шкафов, систем вентиляции и фильтрации;
- формирование требований к фундаментам, приямкам, навесу и инженерным коммуникациям;
- подготовка рекомендаций по компрессорной (габариты помещения, условия эксплуатации, температурный режим).
Проектные решения уточнялись во взаимодействии с заказчиком и его строительной организацией.
- чертежи кабин КАСО и КФС;
- чертежи каркасов, ворот, перегородок и потолочных конструкций;
- документация на скребковый пол, сепаратор, норию и бункер абразива;
- схемы вентиляционных систем, боковых коробов и воздуховодов;
- рекомендации по пневмомагистралям и компрессорной обвязке.
Документация использовалась для собственного производства оборудования и координации работ с подрядчиками.
- металлоконструкций камер;
- систем сбора и регенерации абразива;
- вентиляционных и фильтрационных узлов;
- элементов автоматики и управления.
Выполнялась поэтапная комплектация и отгрузка оборудования в соответствии с готовностью строительной части.
- установка каркасов и ограждающих конструкций камер;
- монтаж скребкового пола, транспортеров, сепаратора и бункера абразива;
- монтаж вентиляционных установок, воздуховодов и фильтрационных систем;
- установка термовентиляционных шкафов окрасочно-сушильной камеры;
- прокладка электрических и пневматических коммуникаций;
- интеграция пультов управления и систем автоматики.
Монтаж выполнялся в соответствии с утвержденными регламентами с техническим сопровождением.
- проверка работы вентиляционных и фильтрационных систем;
- настройка автоматики и систем управления;
- проверка работы систем сбора и регенерации абразива;
- подготовка комплекса к эксплуатации с однозонной КАСО и двухзонной КФС.
Комплекс введен в промышленную эксплуатацию в октябре 2025 года с оформлением технической документации.
Принцип работы комплекса
Технологический комплекс построен по проходной схеме и обеспечивает последовательное выполнение операций подготовки поверхности, нанесения покрытий и сушки изделий крупногабаритных узлов и агрегатов.
Абразивоструйная очистка (KASO-15)
Изделие подается в рабочую зону камеры абразивоструйной очистки через въездные ворота и размещается в рабочей зоне камеры. Обработка выполняется с использованием абразивоструйных аппаратов с централизованной системой подачи и регенерации абразива.
В процессе очистки:
- отработанный абразив попадает на скребковый пол;
- механически транспортируется к сепаратору;
- проходит очистку и отделение загрязнений;
- возвращается в бункер-накопитель для повторного использования.
Запыленный воздух из рабочей зоны отводится через фильтровентиляционные установки, где проходит очистку перед выбросом. Работа систем сбора абразива, вентиляции и вспомогательных механизмов координируется через пульты управления.
Окраска и сушка (КФС IKFS-2-15)
После завершения подготовки поверхности изделие перемещается в окрасочно-сушильную камеру, которая также выполнена в проходном двухзонном исполнении. Камера позволяет организовать окраску и сушку в отдельных зонах либо работать с двумя изделиями параллельно.
Во время окраски:
- в камере поддерживается контролируемый воздухообмен;
- воздух подается через систему приточной вентиляции и отводится через боковые вытяжные короба;
- отработанный воздух проходит фильтрацию.
В режиме сушки:
- включаются термовентиляционные шкафы;
- система управления обеспечивает циркуляцию воздуха и поддержание заданных параметров процесса;
- после завершения сушки камера переходит в режим продувки и охлаждения.
Управление и взаимодействие систем
Все этапы работы комплекса объединены в единую систему управления, которая позволяет:
- управлять режимами работы каждой камеры;
- координировать вентиляцию, регенерацию абразива и сушку;
- обеспечивать безопасную и стабильную эксплуатацию оборудования.
Благодаря проходной схеме и двухзонной организации рабочих пространств комплекс интегрируется в поточную логику производства и адаптируется к фактическим потребностям заказчика.
Результат для заказчика
В результате реализации проекта заказчик получил полноценный технологический комплекс, интегрированный в производственную инфраструктуру предприятия и адаптированный к обработке крупногабаритных изделий и узлов сложной геометрии и значительных габаритов.
Внедренное решение обеспечило:
- Замкнутый производственный цикл подготовки поверхности, окраски и сушки изделий в рамках одного комплекса без необходимости привлечения сторонних производственных участков.
- Проходную логику обработки с двухзонной организацией окрасочно-сушильного участка, что позволяет гибко планировать производственные операции и адаптироваться к текущим задачам.
- Стабильную работу оборудования в условиях интенсивной эксплуатации благодаря промышленному конструктиву, автоматизированным системам управления и регламентированному монтажу.
- Контролируемые условия обработки на каждом этапе технологического процесса — от абразивоструйной очистки до окраски и сушки.
- Возможность дальнейшего развития производственного участка с учетом заложенных инженерных решений и резервов для модернизации.
- Снижение технологических рисков за счет использования согласованных проектных решений, стандартизированных регламентов монтажа и пусконаладочных работ.
Комплекс был введен в промышленную эксплуатацию с передачей полного комплекта технической документации, что позволило заказчику перейти к штатному режиму работы без дополнительных доработок оборудования.
Вывод
Реализованный проект продемонстрировал возможности TWEKO в выполнении комплексных инженерных решений для промышленных предприятий — от проработки технического задания и проектирования до изготовления, монтажа и ввода оборудования в промышленную эксплуатацию.
В рамках проекта был создан и интегрирован технологический комплекс абразивоструйной очистки и окрасочно-сушильной обработки, адаптированный для работы с крупногабаритными изделиями и реальными условиями производства заказчика. Проходная схема, двухзонная организация рабочих пространств и согласованное взаимодействие всех инженерных систем обеспечили стабильную и управляемую работу комплекса.
Проект реализован с учетом действующих технических требований, нормативов безопасности и индивидуальных особенностей производственной площадки, что подтвердило эффективность системного подхода к сложным промышленным задачам. Полученный результат создает надежную основу для дальнейшего развития производства заказчика и масштабирования технологических процессов.
Если вашему предприятию требуется индивидуальное технологическое решение для подготовки поверхности, окраски и сушки изделий, команда TWEKO готова предложить оптимальную конфигурацию оборудования с учетом специфики производства и реальных условий эксплуатации.