
Компания TWEKO выполнила полный комплекс работ по проектированию, изготовлению и интеграции технологического участка подготовки поверхности и окрасочно-сушильной обработки изделий специальной техники для сервисного предприятия группы TDC.
О клиенте
ООО «ТДС Укрспецтехника» входит в группу компаний TDC и работает с 2010 года. Предприятие специализируется на сервисном обслуживании, ремонте и поставке запасных частей для специальной техники, используемой в сельском хозяйстве, коммунальном секторе, строительстве, дорожных работах, карьерной и погрузочно-разгрузочной отраслях.
Компания выполняет профессиональный ремонт силовых агрегатов, трансмиссий и гидравлических систем ведущих мировых производителей, в частности двигателей WEICHAI, CUMMINS, PERKINS, DEUTZ, CAT, JCB, трансмиссий ZF, CARRARO, DANA-SPICER, а также гидравлического оборудования DANFOSS, BOSCH REXROTH, KAWASAKI и других брендов.
Разветвлённая сеть филиалов в Днепре, Львове, Одессе, Харькове и Хмельницком обеспечивает оперативное выполнение сервисных и производственных задач по всей территории Украины.
Задача и выбор подрядчика
В рамках развития сервисной инфраструктуры компании возникла необходимость системно организовать участок подготовки поверхности и окраски изделий с учётом реальных ремонтных процессов, логистики перемещения и интеграции оборудования в существующие производственные помещения.
Для решения данной задачи была выбрана компания TWEKO как инженерный подрядчик, способный обеспечить комплексную проработку решения — от концептуального и компоновочного проектирования до подготовки полного комплекта конструкторской и технической документации.
Решение
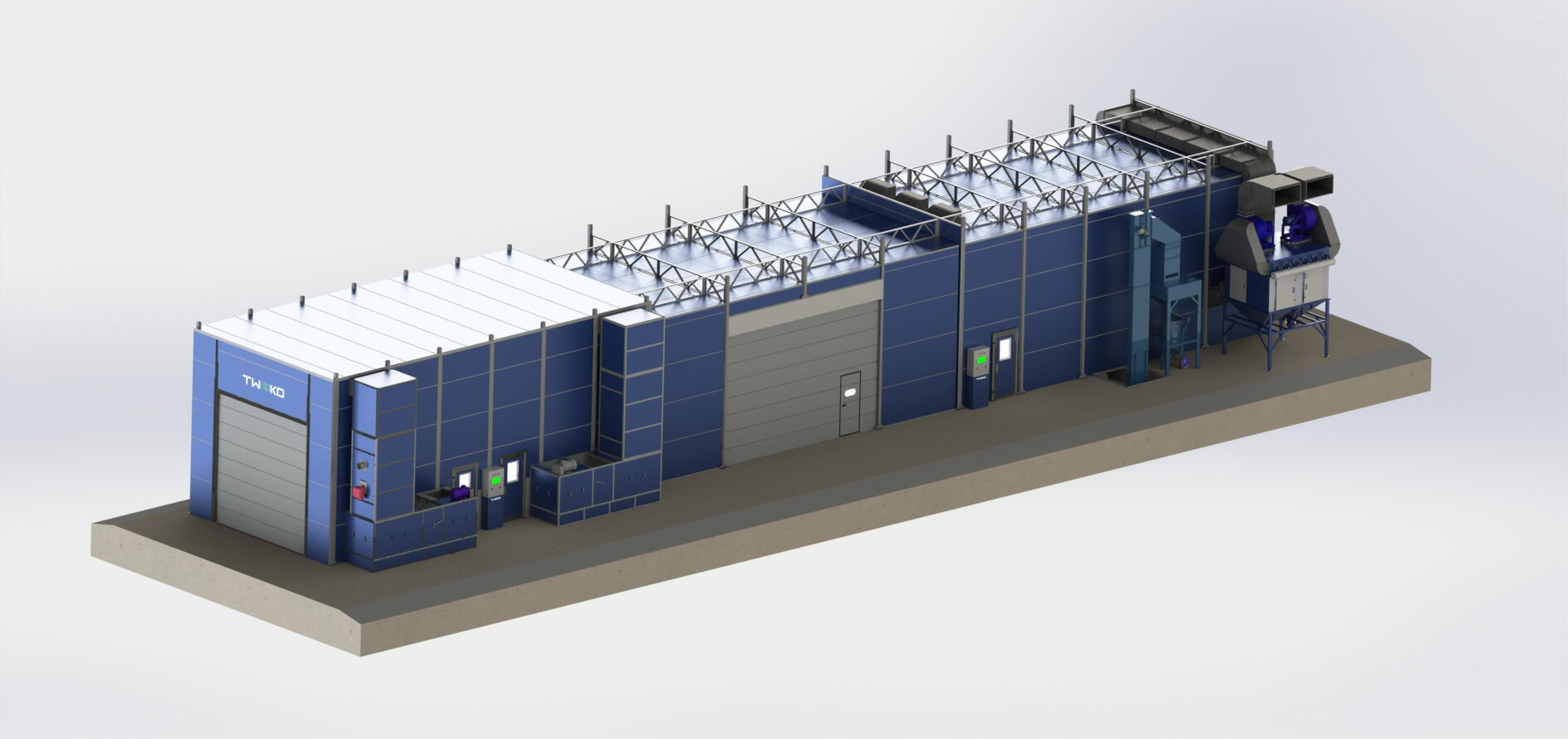
Специалистами TWEKO было разработано комплексное инженерное решение для организации технологического участка подготовки поверхности и окраски изделий в рамках одного производственного комплекса.
Конфигурация оборудования, компоновка помещений и взаимодействие инженерных систем сформированы в соответствии с согласованной технологической концепцией и логистикой перемещения изделий.
-
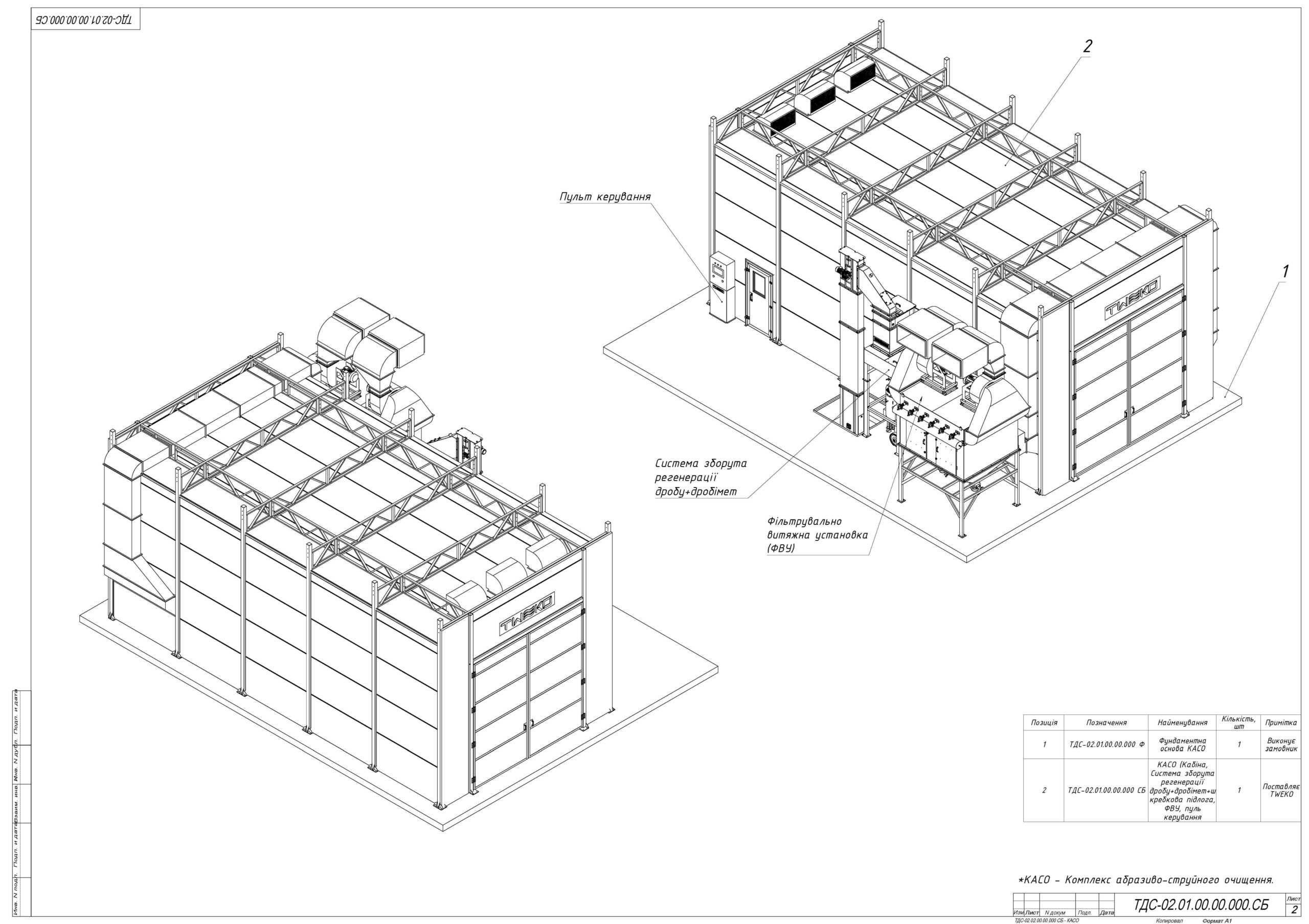
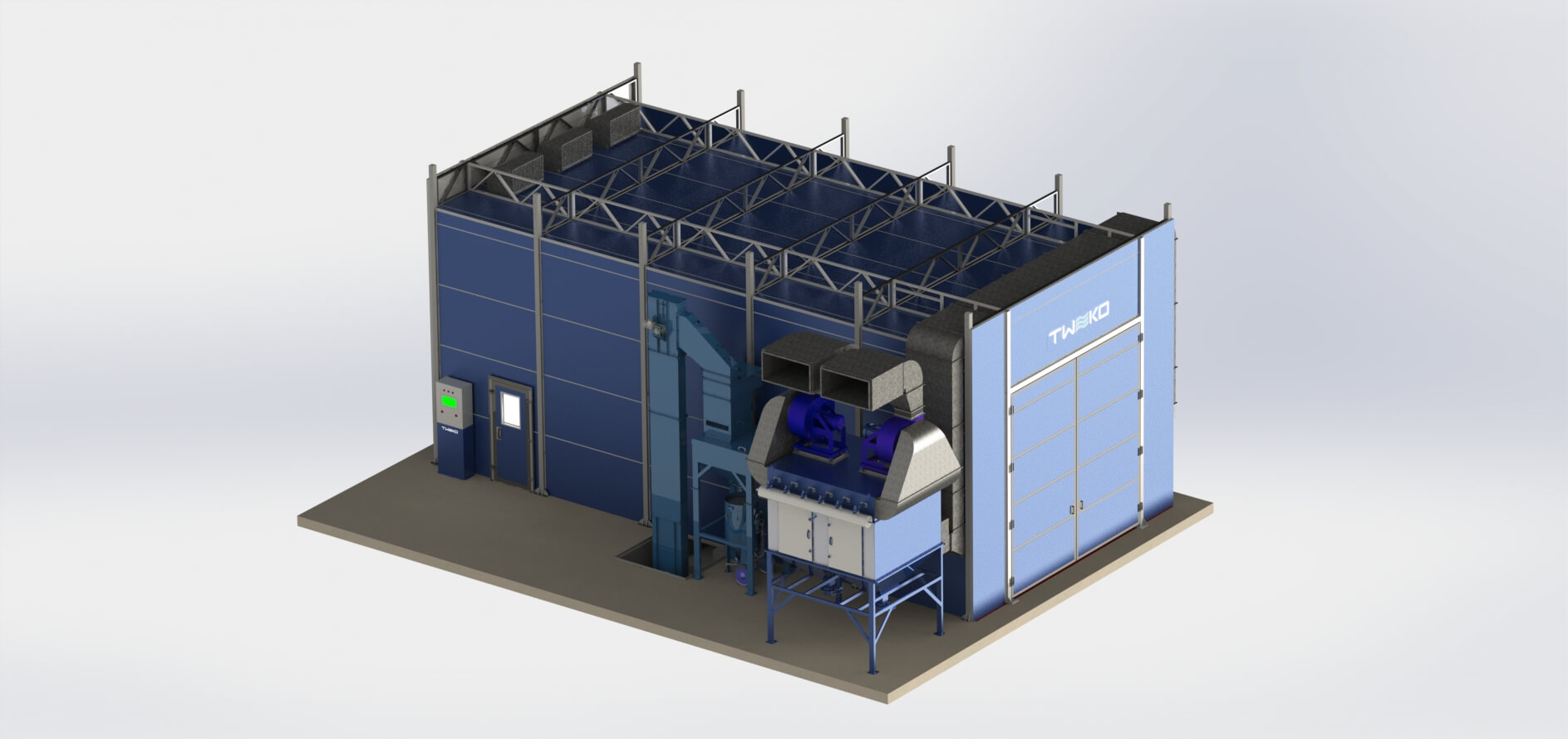
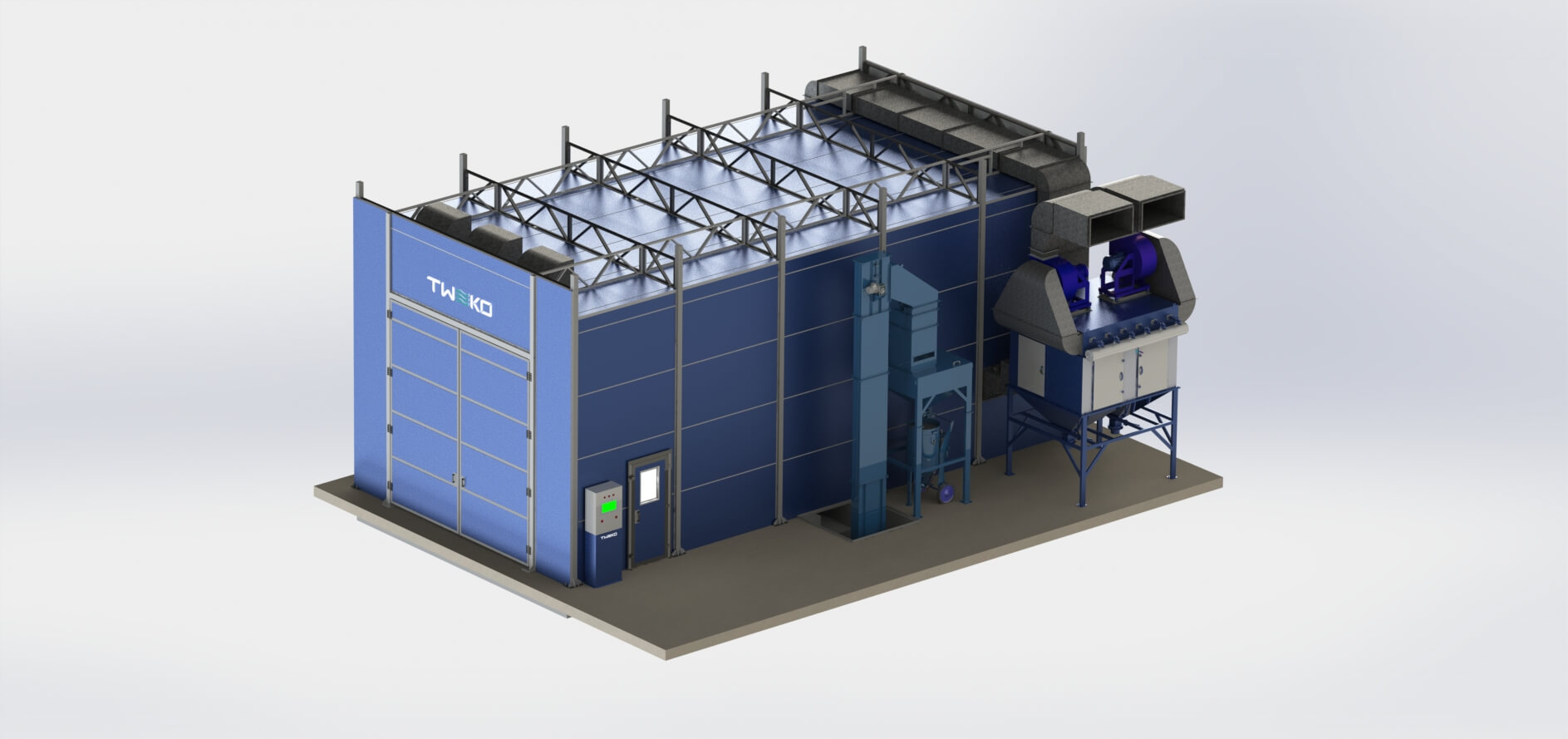
Камера абразивоструйной очистки
Первым этапом технологического маршрута предусмотрена камера абразивоструйной очистки серии KASO, модель KASO-12, предназначенная для подготовки поверхности изделий перед последующими ремонтными и окрасочными операциями.
Камера используется для удаления коррозии, остатков старых покрытий и эксплуатационных загрязнений с металлоконструкций, рам и компонентов различных типоразмеров.

Камера оснащена:
- Механизированной системой сбора и регенерации абразива с замкнутым циклом, в состав которой входят скребковый пол, ковшовый элеватор, вибрационный сепаратор и бункер-накопитель для повторного использования абразива.
- Фильтровентиляционной установкой с картриджными фильтрующими элементами и импульсной регенерацией для очистки запылённого воздуха рабочей зоны.
- Системой организованного отвода запылённого воздуха из рабочей зоны в соответствии с требованиями промышленной вентиляции.
- Въездными воротами для загрузки изделий и сервисными дверями для персонала с элементами межблокировок.
- Внутренней износостойкой защитной обшивкой стен и конструктивных элементов, рассчитанной на интенсивную абразивоструйную эксплуатацию.
- Системой промышленного освещения, адаптированной к работе в условиях повышенной запылённости.
- Автоматизированным пультом управления с контролем работы вентиляционной установки и системы регенерации абразива.
-
Вентиляционная камера-тамбур
Между камерой абразивоструйной очистки и окрасочно-сушильным комплексом предусмотрена вентиляционная камера-тамбур, обеспечивающая технологическое и воздушное разделение этапов обработки.
Камера-тамбур выполняет функцию переходной зоны между процессами подготовки поверхности и окраски, ограничивая перенос пыли, остатков абразива и продуктов очистки в последующие технологические участки.
Функции вентиляционной камеры-тамбура:
- Снижение миграции запылённого воздуха между камерами и локализация «грязной» зоны в пределах участка абразивоструйной очистки.
- Выравнивание и стабилизация воздушных потоков перед подачей изделий в окрасочно-сушильный комплекс.
- Формирование контролируемой переходной зоны для перемещения изделий без нарушения режимов работы смежных камер.
- Поддержание общей технологической дисциплины и чистоты воздушной среды в зоне окраски.
-
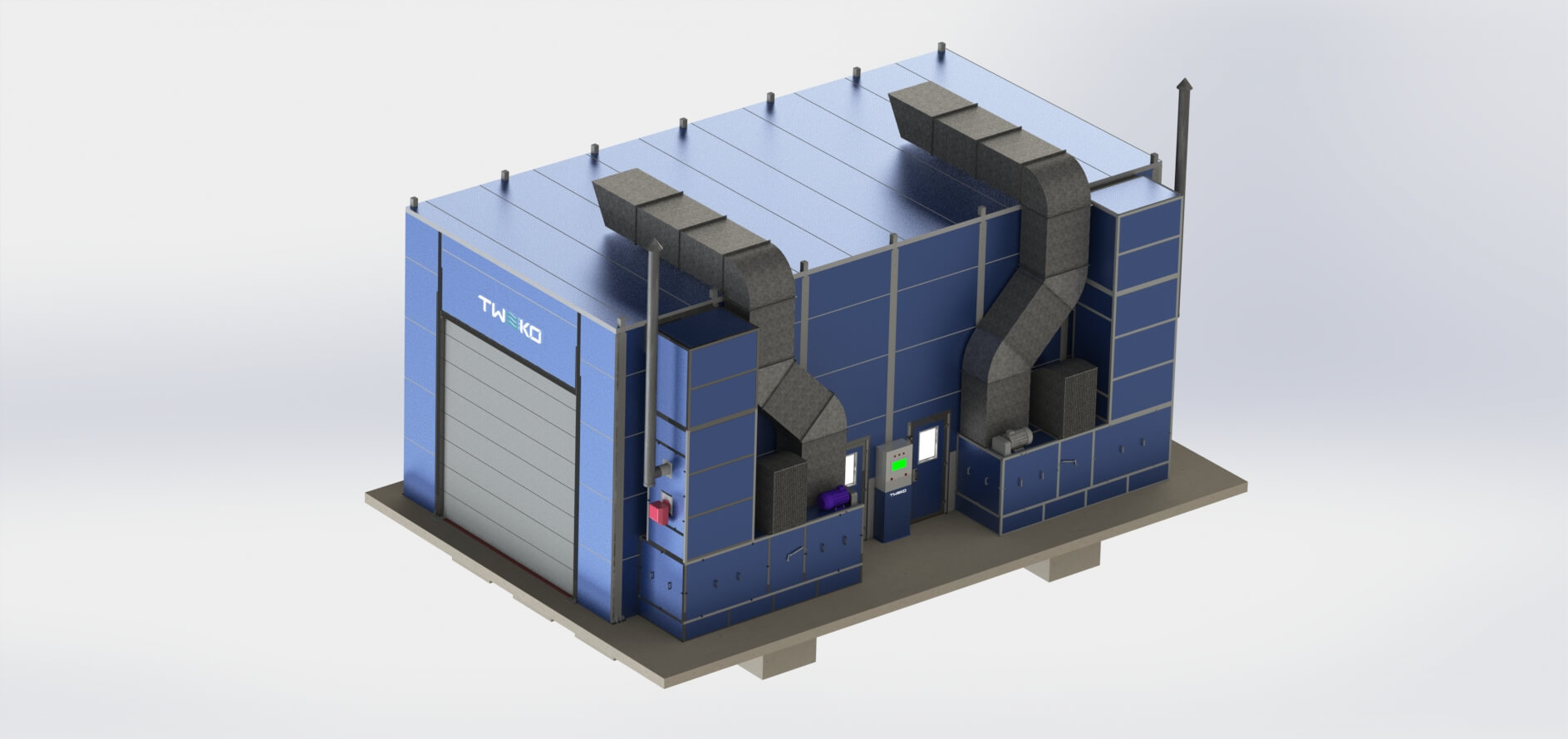
Окрасочно-сушильный комплекс
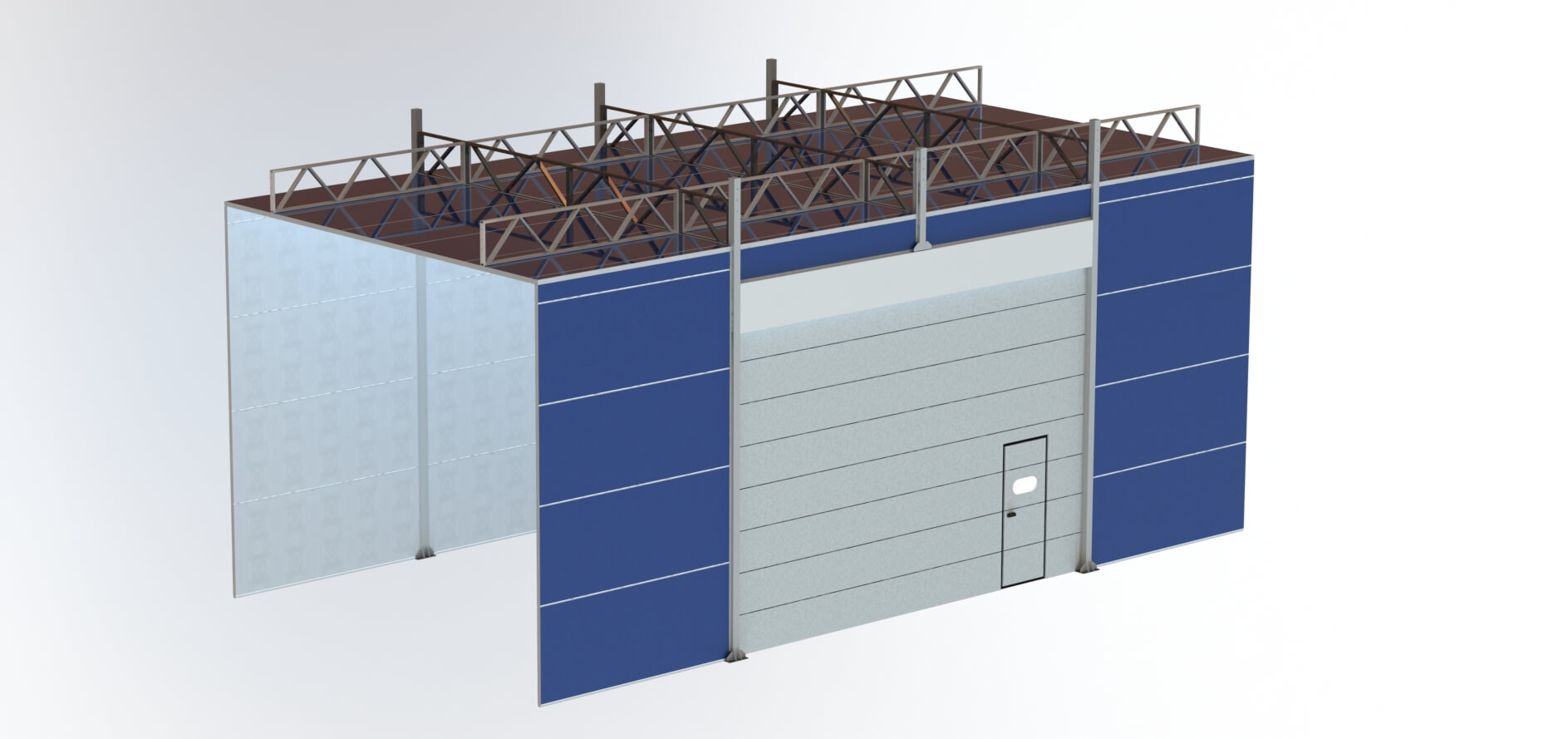
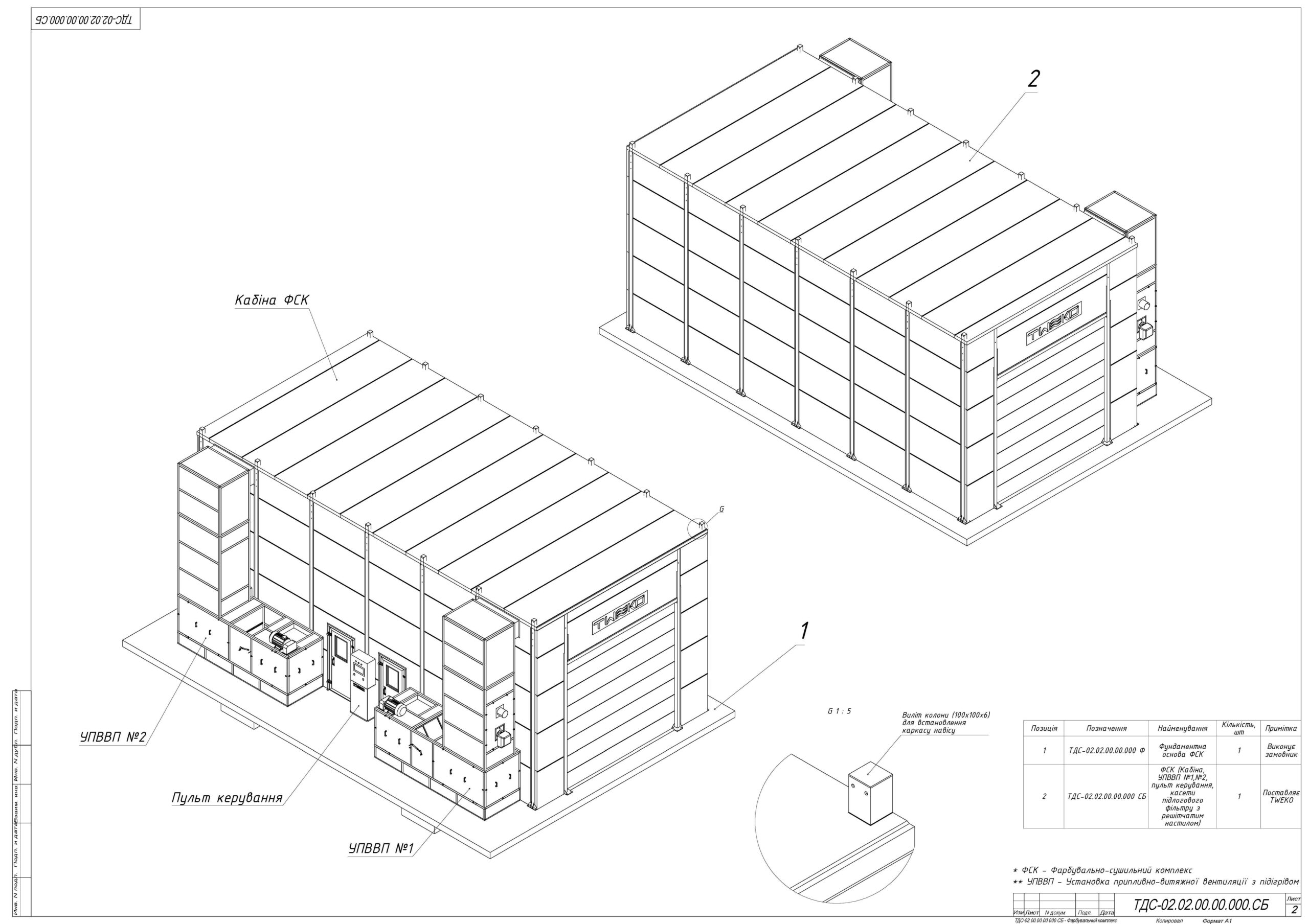
Завершающим этапом технологического маршрута является окрасочно-сушильная камера серии IKFS, модель IKFS-Z-12, с разделением на отдельные рабочие зоны, предназначенная для нанесения лакокрасочных покрытий и последующей термической обработки изделий.
Компоновка камеры обеспечивает организацию процессов окраски и сушки в контролируемых условиях воздухообмена с возможностью последовательной или параллельной обработки изделий в зависимости от производственных задач.
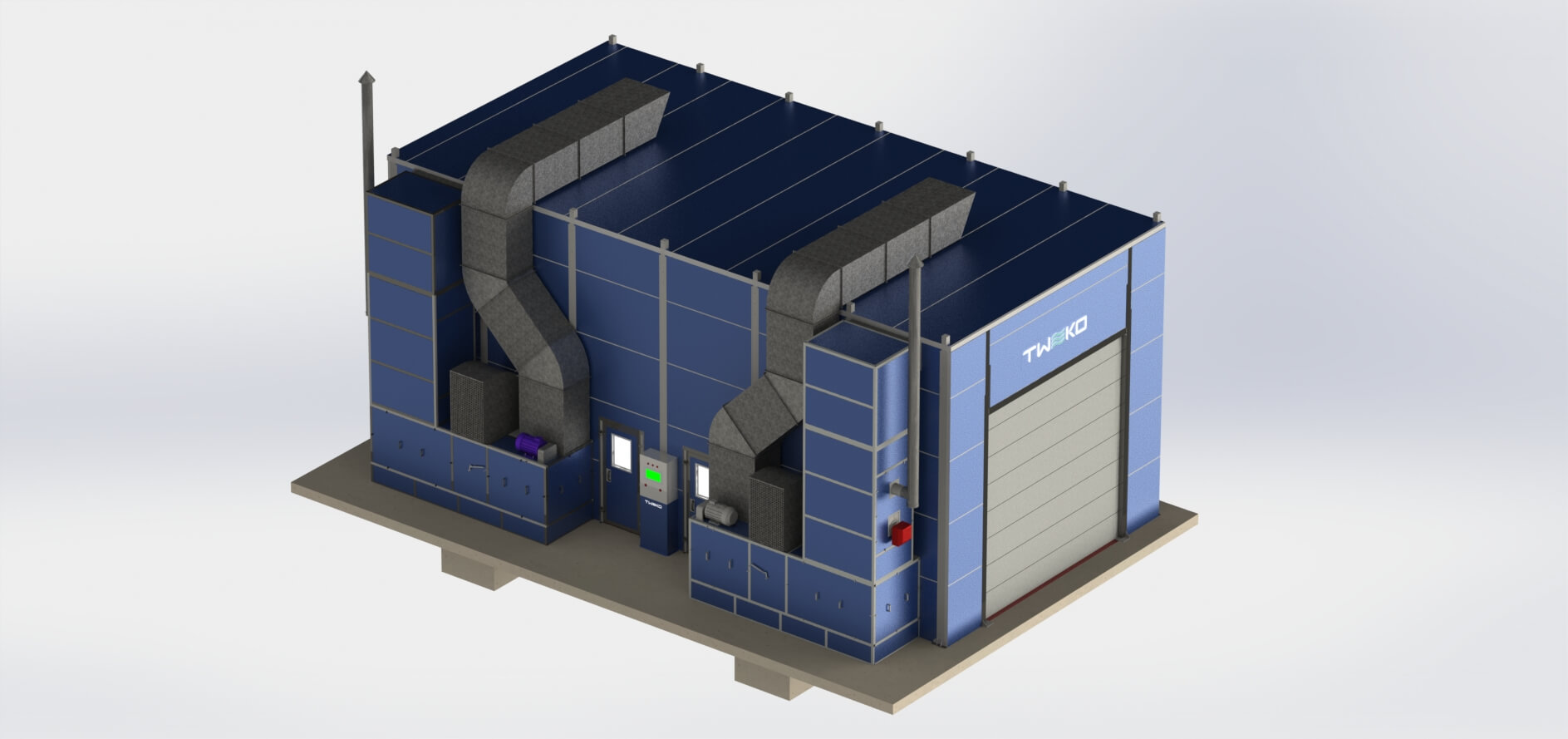
Окрасочно-сушильный комплекс оснащён:
- Приточно-вытяжной вентиляционной системой с организованным воздухообменом, обеспечивающей равномерное распределение воздуха в рабочих зонах во время окраски и эффективный отвод аэрозолей лакокрасочных материалов.
- Системами фильтрации приточного и отработанного воздуха, предназначенными для снижения концентрации аэрозолей и защиты смежных производственных помещений.
- Термо-вентиляционными узлами, интегрированными в конструкцию камеры, обеспечивающими нагрев, циркуляцию воздуха и поддержание заданных режимов сушки после завершения окраски.
- Автоматизированной системой управления с пультом оператора, позволяющей задавать и контролировать режимы окраски, сушки, продувки и охлаждения, а также отслеживать состояние инженерных систем.
- Системами технологических блокировок и контроля, исключающими работу камеры при недопустимых параметрах температуры, давления или состоянии вентиляционных и тепловых узлов.
- Въездными, выездными и межзонными воротами, обеспечивающими проходную логику перемещения изделий и герметизацию рабочих зон при выполнении технологических операций.
- Системой промышленного освещения рабочих зон, адаптированной к условиям окраски и длительной эксплуатации.
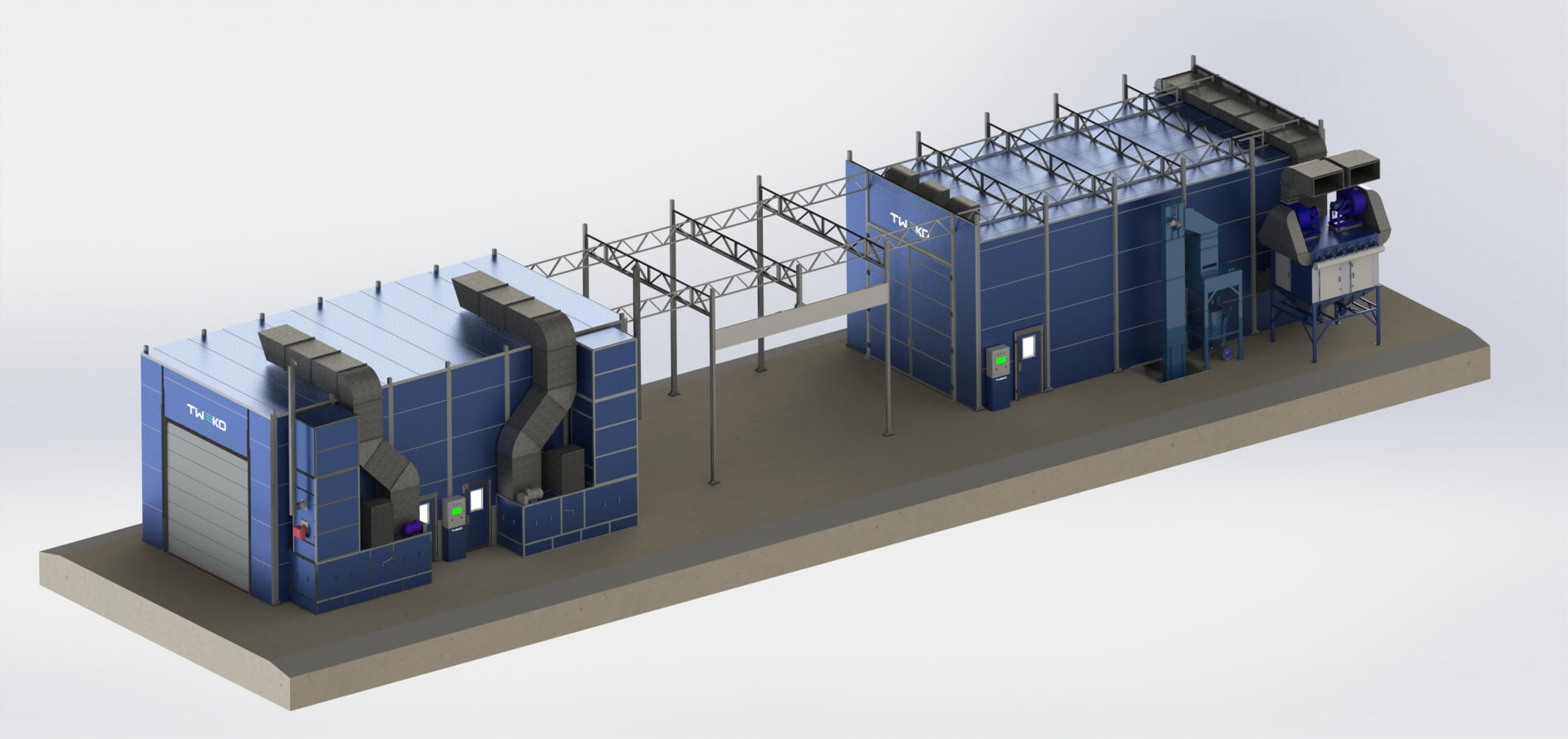
Предложенное решение сформировано как единый технологический комплекс с последовательной проходной логикой обработки, объединяющей этапы абразивоструйной очистки, переходной зоны и окрасочно-сушильной обработки в рамках согласованной компоновки оборудования.
Комплекс разработан с учётом габаритов помещений, логистики перемещения изделий и требований к инженерным коммуникациям, что обеспечивает возможность дальнейшей реализации проекта на площадке заказчика без корректировки базовых технических решений.
Технические характеристики комплекса
| Параметр | Окрасочно-сушильный комплекс (КФС) | Камера абразивоструйной очистки (КАСО) |
|---|---|---|
| Габариты и конструкция | ||
| Внутренние размеры (рабочая зона) | 12 100 × 6 000 × 5 000 мм | 12 000 × 6 000 × 5 000 мм |
| Наружные размеры | 12 360 × 5 870 × 7 500 мм | — |
| Сервисные двери | 840 × 1 975 мм (2 шт.) | 840 × 1 975 мм (1 шт.) |
| Вентиляция и воздухообмен | ||
| Тип вентиляционных установок | Приточные и вытяжные | Фильтровентиляционная установка |
| Производительность вентиляции | 32 500 м³/ч | 30 000 м³/ч |
| Электродвигатели вентиляции |
15 кВт / 1 500 об/мин (2 шт.) 15 кВт / 1 500 об/мин (2 шт.) |
15 кВт / 1 455 об/мин (2 шт.) |
| Тепловая и технологическая часть | ||
| Тип нагрева | Дизельные горелки (2 шт.) | Не предусмотрено |
| Температура в рабочей зоне | До 60 °C | — |
| Система регенерации абразива | — | Скребковый пол, нория, сепаратор |
| Приводы технологических механизмов | — |
Скребковый пол — 1,1 кВт / 1 500 об/мин (4 шт.) Нория — 1,1 кВт / 1 440 об/мин (1 шт.) Вибратор — 0,18 кВт / 3 000 об/мин (1 шт.) |
| Электропитание и освещение | ||
| Электропитание оборудования | 380 В / 50 Гц | 380 В / 50 Гц |
| Электропитание освещения | 220 В / 50 Гц | 220 В / 50 Гц |
| Максимальная мощность освещения | До 3 кВт | До 3 кВт |
| Световой поток | 6 500 лм | — |
| Общая потребляемая мощность | 64 кВт | — |
| Акустические и массовые параметры | ||
| Уровень шума внутри камеры | До 65 дБ | — |
| Уровень шума снаружи камеры | До 70 дБ | До 70 дБ |
| Масса оборудования | ≈ 5 630 кг | ≈ 11 000 кг |
Принцип работы комплекса
Технологический комплекс построен по проходной схеме и обеспечивает последовательное выполнение операций подготовки поверхности, нанесения лакокрасочных покрытий и сушки изделий в рамках единого производственного маршрута.
Обработка разделена на отдельные этапы с четкой изоляцией технологических зон, что позволяет минимизировать взаимное влияние процессов и обеспечить воспроизводимые условия на каждой стадии.
На первом этапе изделия подаются в камеру абразивоструйной очистки, где выполняется механическое удаление коррозии, старых покрытий и загрязнений. Отработанный абразив собирается, регенерируется и возвращается в рабочий процесс, а запыленный воздух проходит очистку в фильтровентиляционной системе.
После очистки изделия перемещаются через вентиляционную камеру-тамбур, которая формирует переходную зону между этапами подготовки поверхности и окрашивания, ограничивая перенос пыли и стабилизируя воздушные потоки.
На завершающем этапе в окрасочно-сушильном комплексе выполняется нанесение покрытий в контролируемых условиях воздухообмена с последующей сушкой изделий в заданных температурных режимах. После завершения сушки система переходит в режимы продувки и охлаждения.
Управление всеми этапами осуществляется через согласованную систему автоматики, обеспечивающую синхронную работу оборудования и соблюдение заданной технологической последовательности.
Результат для заказчика
В результате реализации проекта компания TDC получила согласованное инженерное решение для организации технологического участка подготовки поверхности и окрасочно-сушильной обработки изделий в рамках сервисного производства.
Разработанная конфигурация комплекса учитывает реальные условия эксплуатации, разнообразие объектов обработки и требования к последовательной организации технологических процессов.
- Сформирован четкий технологический маршрут с логической последовательностью операций и разделением функциональных зон.
- Снижены риски негативного взаимного влияния процессов подготовки поверхности и окрашивания за счет корректного зонирования участка.
- Созданы контролируемые условия для нанесения покрытий и сушки изделий, необходимые для стабильного качества результата.
- Подготовлен полный комплект конструкторской и технической документации для последующего изготовления, монтажа и эксплуатации оборудования.
- Заложена инженерная основа для дальнейшего развития и масштабирования участка в соответствии с производственными потребностями предприятия.
Полученное решение позволяет заказчику системно подойти к организации процессов восстановления и окрашивания изделий, снижая технологические риски на этапе реализации и эксплуатации участка.
Вывод
Проект для компании TDC подтвердил возможности TWEKO в разработке комплексных инженерных решений для сервисного и ремонтного производства — от анализа исходных условий и формирования концепции до подготовки полного комплекта проектной и технической документации.
Предложенное решение объединяет рациональную компоновку оборудования, согласованную логику технологических процессов и требования к инженерным системам, формируя надежную основу для последующей реализации участка и его развития в соответствии с производственными задачами заказчика.
Системный подход к проектированию позволяет минимизировать риски на этапах изготовления, монтажа и эксплуатации оборудования, а также обеспечивает прогнозируемость результата еще до начала реализации проекта.
Требуется индивидуальное инженерное решение для подготовки поверхности и окрашивания?
Команда TWEKO разрабатывает технологические решения по абразивоструйной очистке и окрасочно-сушильной обработке с учетом реальных условий эксплуатации, производственной логистики и требований к интеграции оборудования в существующие помещения.











