У вересні 2024 року велике машинобудівне підприємство звернулося до компанії TWEKO із запитом на розробку та постачання комплексу технологічного обладнання для організації повного циклу підготовки поверхні, абразивоструменевого очищення, мийки, фарбування та сушіння виробів великого формату.
У межах проєкту TWEKO підібрала оптимальну конфігурацію обладнання, що включала камеру абразивоструменевого очищення, фарбувально-сушильну камеру та допоміжні модулі, з подальшою інтеграцією, монтажем і введенням комплексу в експлуатацію у жовтні 2025 року.
Про клієнта
Замовник — українське конструкторсько-виробниче підприємство машинобудівного профілю, що спеціалізується на розробці, виробництві, технічному обслуговуванні та ремонті спеціалізованої автотранспортної і промислової техніки, а також постачанні комплектуючих.
Підприємство здійснює повний комплекс робіт, включно з проєктуванням, виробництвом, технічним обслуговуванням і ремонтом техніки, а також постачанням комплектуючих і сервісною підтримкою.
Завдяки розвиненій виробничій базі та впровадженню інженерних інновацій компанія є одним із стабільних системних виробників у своєму сегменті.
Рішення
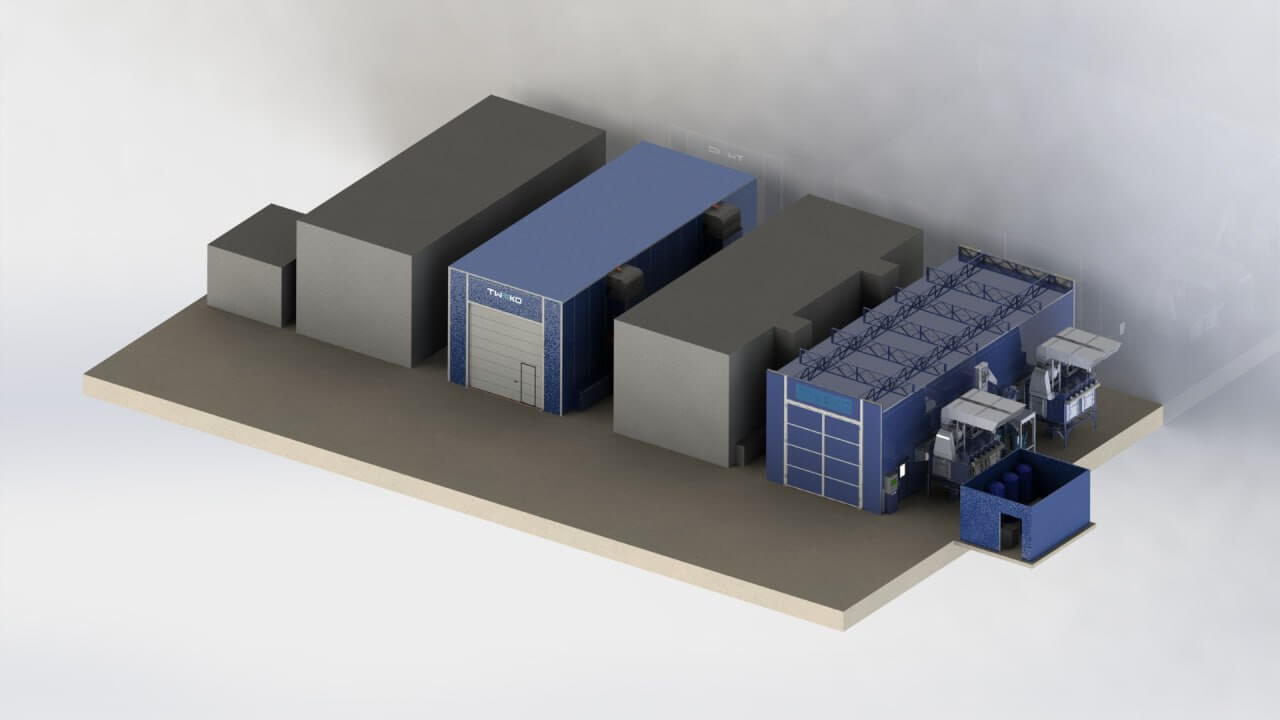
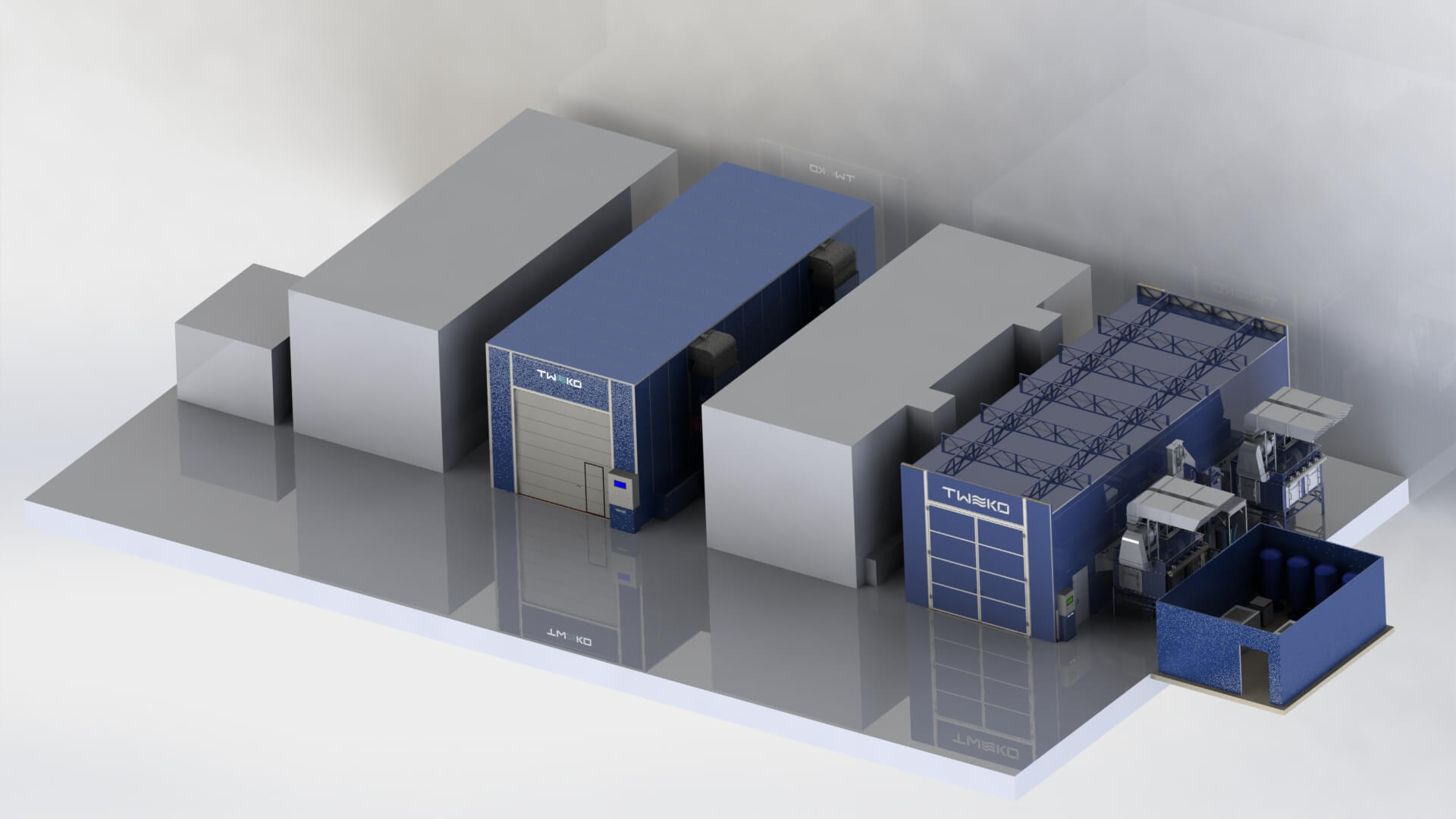
Для забезпечення повного циклу підготовки поверхні та нанесення покриттів компанією TWEKO було реалізовано комплексне технологічне рішення, що включає камеру абразивоструменевого очищення, фарбувально-сушильну камеру прохідного типу, а також допоміжні інженерні та технологічні системи, інтегровані в єдиний виробничий процес.
-
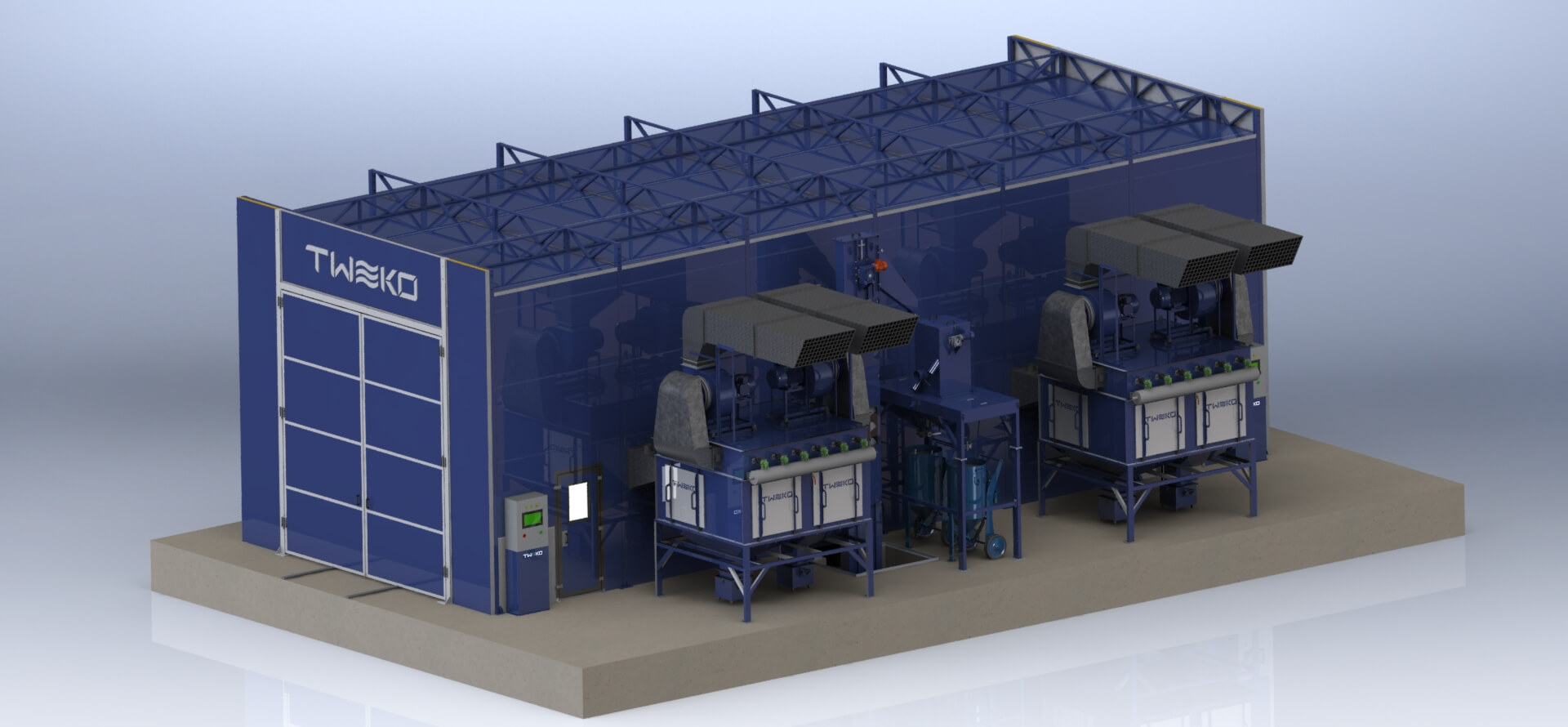
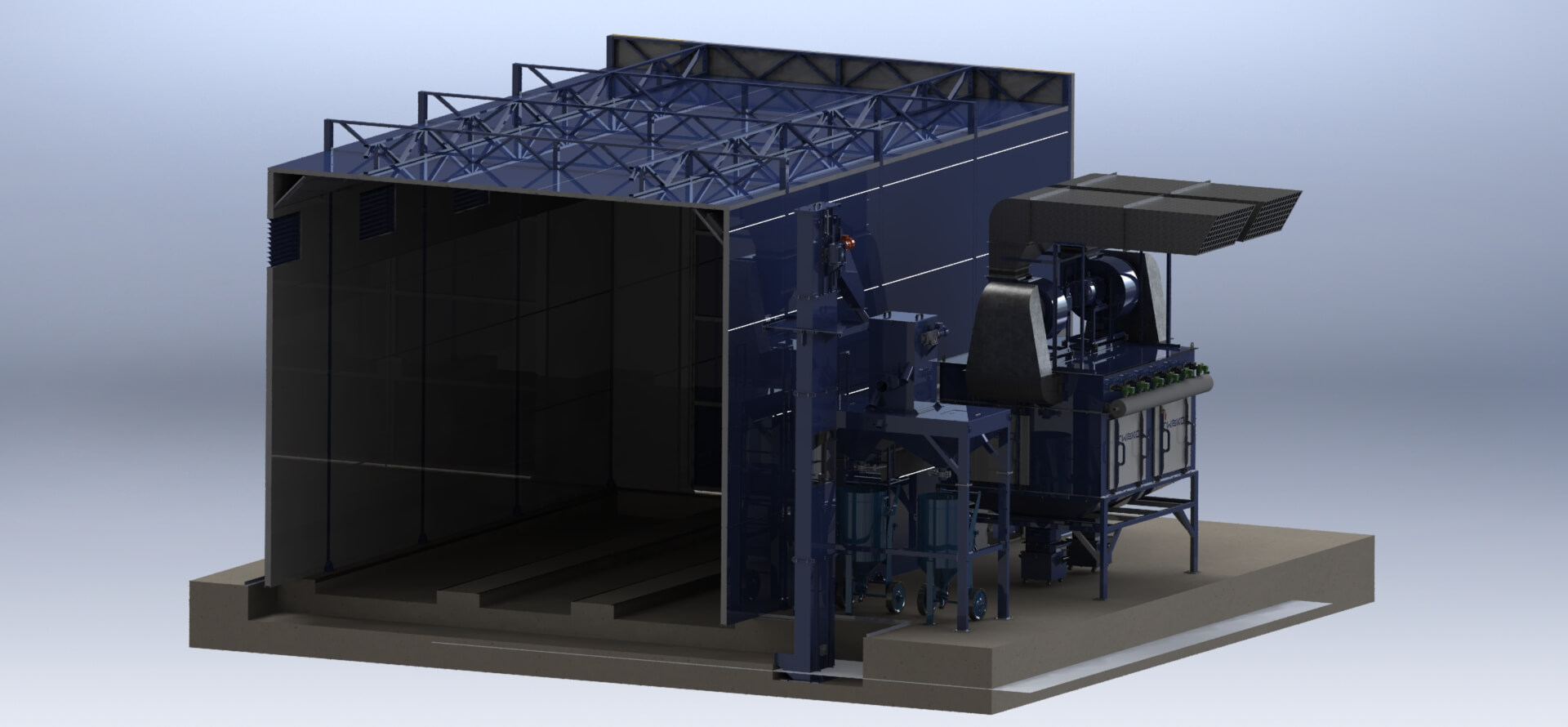
Камера абразивоструменевого очищення
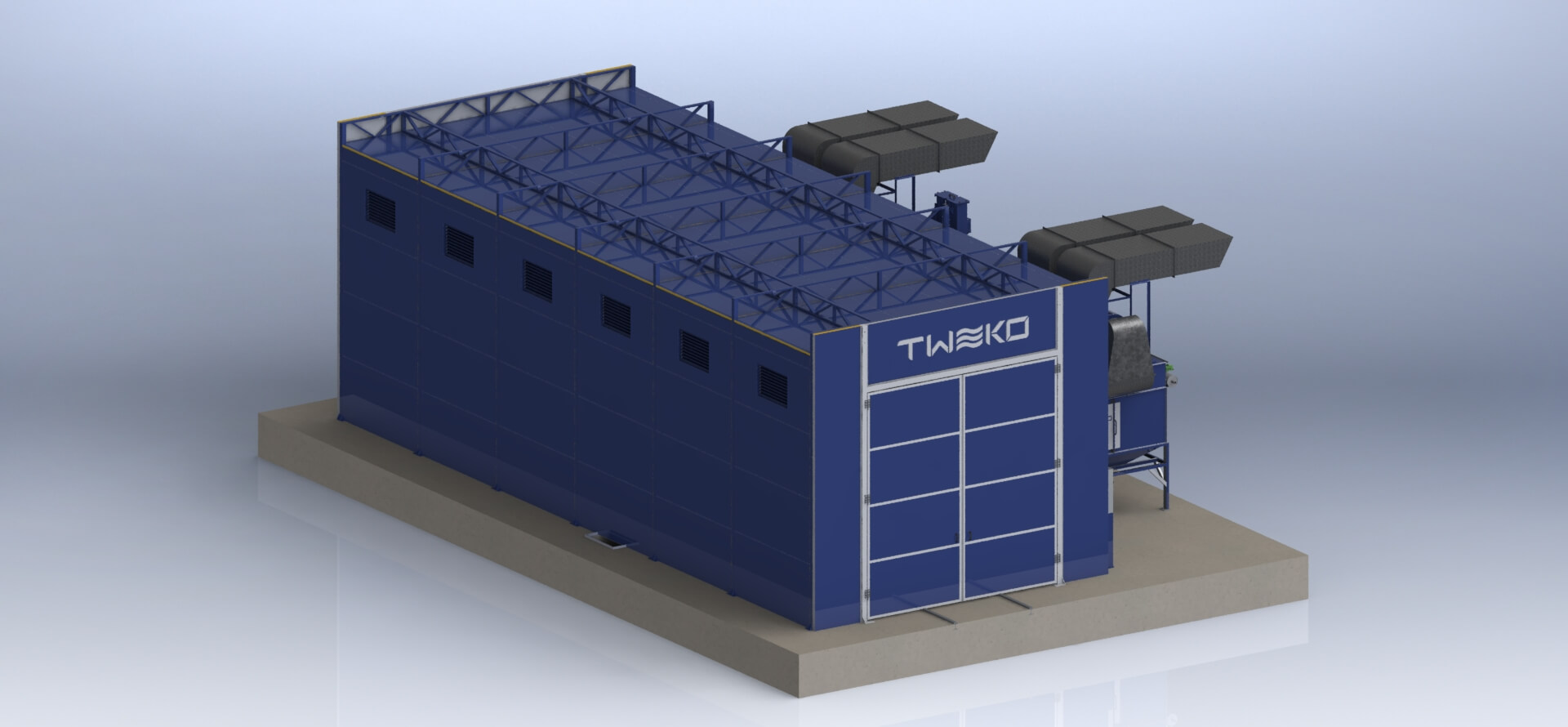
Для етапу підготовки поверхні було впроваджено дробеструйну камеру абразивоструменевого очищення серії КАСО виробництва TWEKO — модель KASO-15 прохідного типу з єдиною робочою зоною абразивоструменевого очищення. Камери серії КАСО призначені для промислового очищення металевих виробів від іржі, окалини, старих покриттів та інших забруднень із забезпеченням стабільної якості поверхні перед подальшими технологічними операціями.
Компоновка камери KASO-15 за прохідною схемою забезпечує безперервну обробку великогабаритних вузлів і агрегатів та інтеграцію обладнання в потокову логіку виробництва з мінімізацією простоїв і ручних операцій. Конструктив та інженерні системи камери адаптовані до інтенсивної промислової експлуатації та відповідають вимогам підприємств важкого машинобудування й серійного виробництва.

Камера оснащена:
- Механізованою системою збору та регенерації абразиву із замкненим циклом, що включає шкребкову підлогу, ковшовий елеватор, сепаратор і бункер-накопичувач та забезпечує автоматичне повернення очищеного абразиву в робочий процес.
- Фільтрувально-вентиляційними установками з картриджною фільтрацією та імпульсною регенерацією фільтрів, призначеними для ефективного очищення запиленого повітря робочої зони під час абразивоструменевої обробки.
- Системою вентиляції з організацією контрольованого відведення запиленого повітря, що забезпечує дотримання допустимих санітарних і акустичних параметрів у зоні обслуговування.
- Автоматизованим пультом керування з індикацією стану основних вузлів камери, контролем роботи вентиляційних установок, систем регенерації абразиву та транспортних механізмів.
- В’їзними та виїзними воротами прохідного типу, розрахованими на обробку великогабаритних виробів у потоковому режимі, а також сервісними дверима для персоналу з елементами міжблокування.
- Внутрішньою зносостійкою захисною обшивкою та системою промислового освітлення робочої зони, адаптованими до умов інтенсивної абразивоструменевої експлуатації.
Конструкція камери, інженерні системи та автоматика керування реалізовані з урахуванням вимог технологічного процесу та умов експлуатації підприємства, що забезпечило стабільну роботу обладнання в промисловому режимі та його повноцінну інтеграцію у виробничу інфраструктуру підприємства.
-
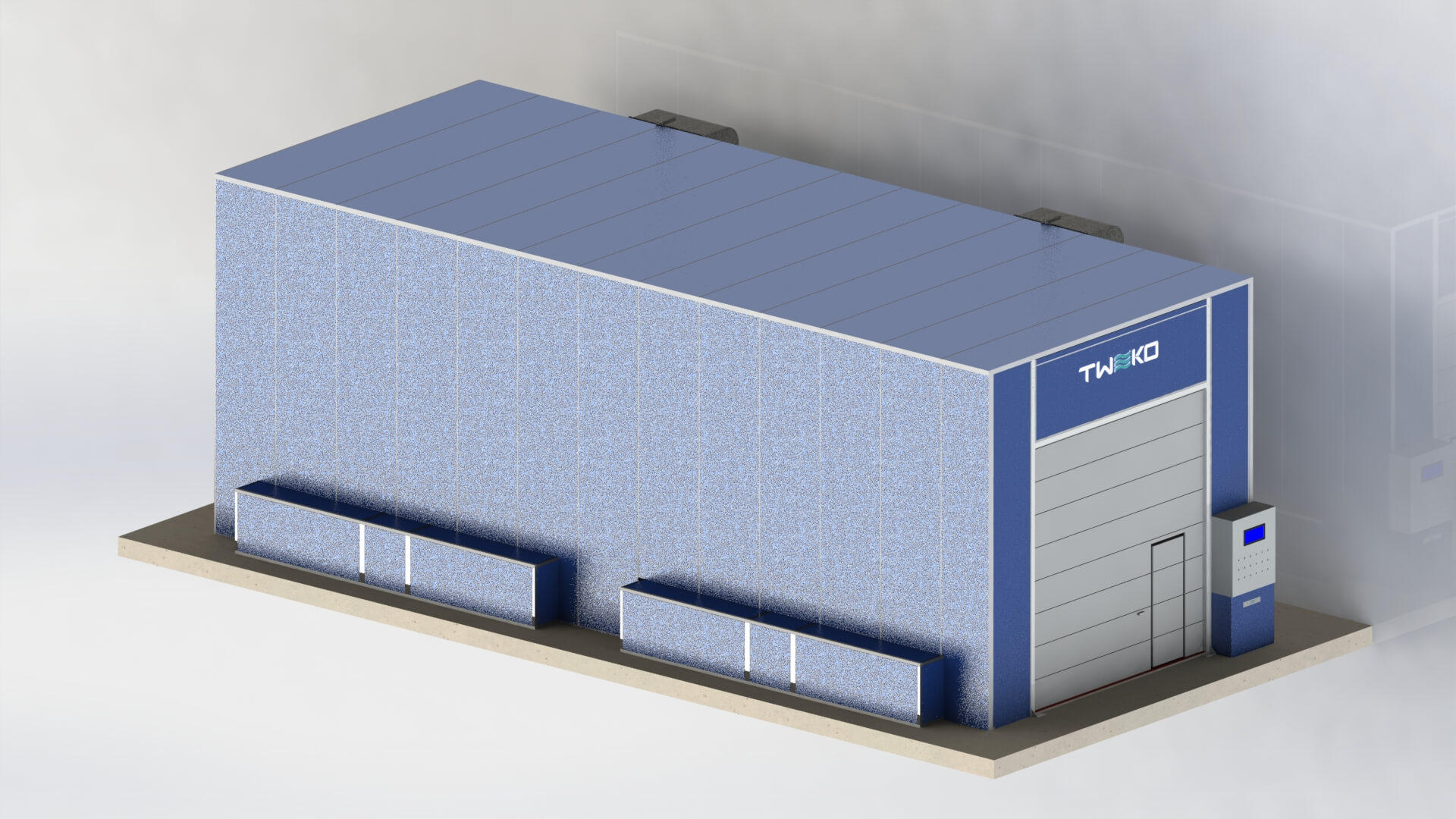
Фарбувально-сушильна камера
Для етапів нанесення лакофарбових покриттів і сушіння виробів у складі комплексу було реалізовано фарбувально-сушильну камеру серії IKFS Diagonal моделі IKFS-2-15, призначену для роботи з великогабаритними виробами в умовах промислового виробництва.
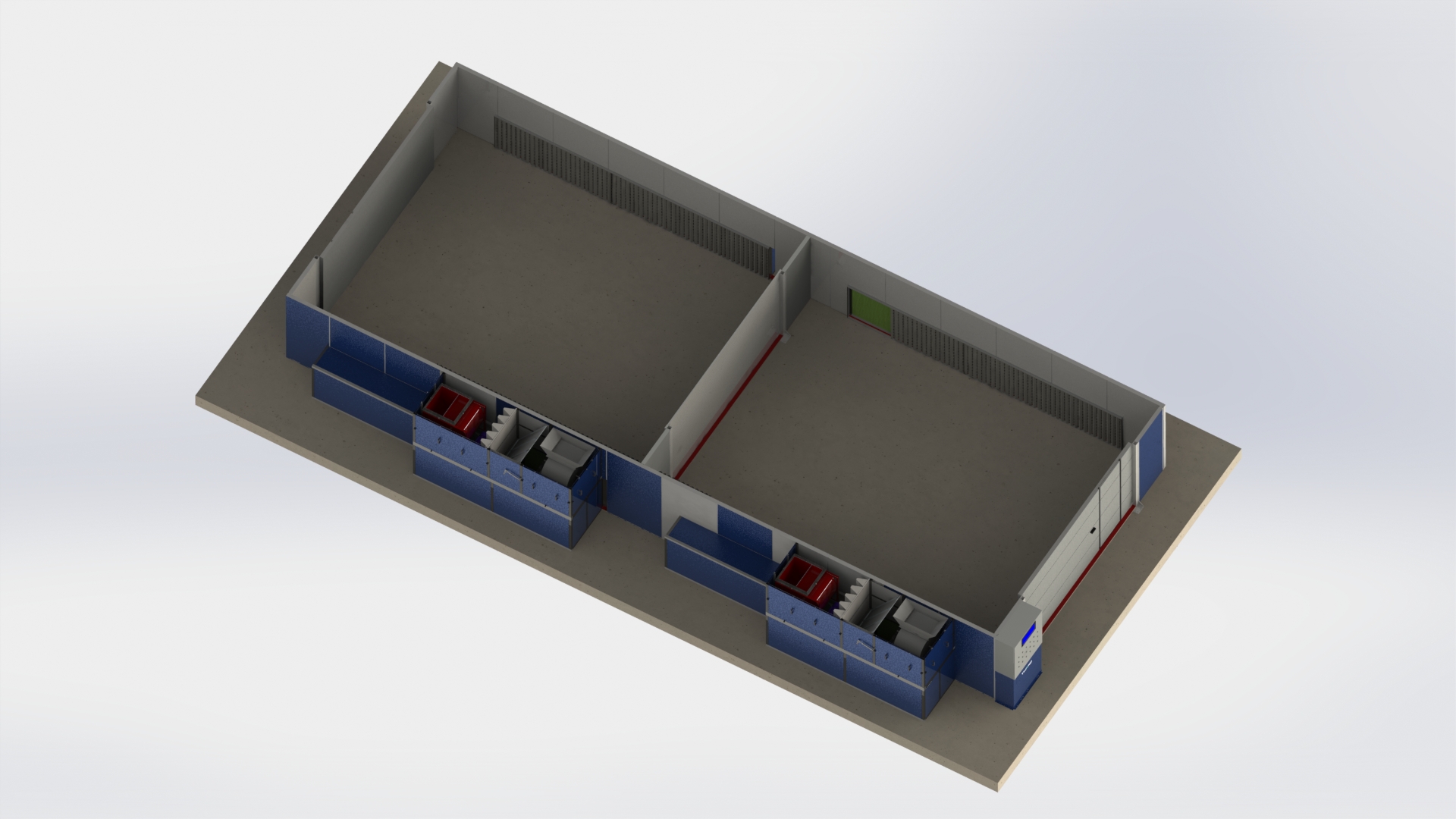
Камера виконана за прохідною схемою з двома робочими зонами та діагональною організацією повітряних потоків, що забезпечує рівномірний розподіл повітря під час фарбування, ефективне видалення аерозолів лакофарбових матеріалів і стабільні умови сушіння по всьому об’єму виробу незалежно від його габаритів і геометрії.
Камера обладнана:
- Припливно-витяжною вентиляцією з контрольованим повітрообміном, що забезпечує рівномірний розподіл повітряних потоків у робочих зонах та стабільні умови нанесення лакофарбових покриттів.
- Системами фільтрації поданого та відпрацьованого повітря, призначеними для очищення повітряного середовища робочої зони та зниження викидів аерозолів лакофарбових матеріалів.
- Термо-вентиляційними шафами, інтегрованими в конструкцію камери, які забезпечують нагрів, циркуляцію повітря та автоматичне підтримання заданих температурних режимів у процесі сушіння.
- Автоматизованою системою керування з пультом оператора, що дозволяє керувати режимами фарбування, сушіння, продувки та охолодження, а також контролювати роботу вентиляційних і теплових систем.
- Системами технологічних блокувань і контролю, які унеможливлюють роботу обладнання за недопустимих параметрів температури, тиску або стану інженерних систем.
- В’їзними, виїзними та міжзонними воротами, розрахованими на прохідність великогабаритних виробів у потоковому режимі та забезпечення герметичності робочих зон під час фарбування і сушіння.
Конструкція камери, система повітрообміну та автоматика керування реалізовані відповідно до технічного завдання та проєктної документації, що забезпечило стабільну роботу фарбувально-сушильного обладнання в умовах промислової експлуатації та його інтеграцію в єдиний технологічний процес підприємства.

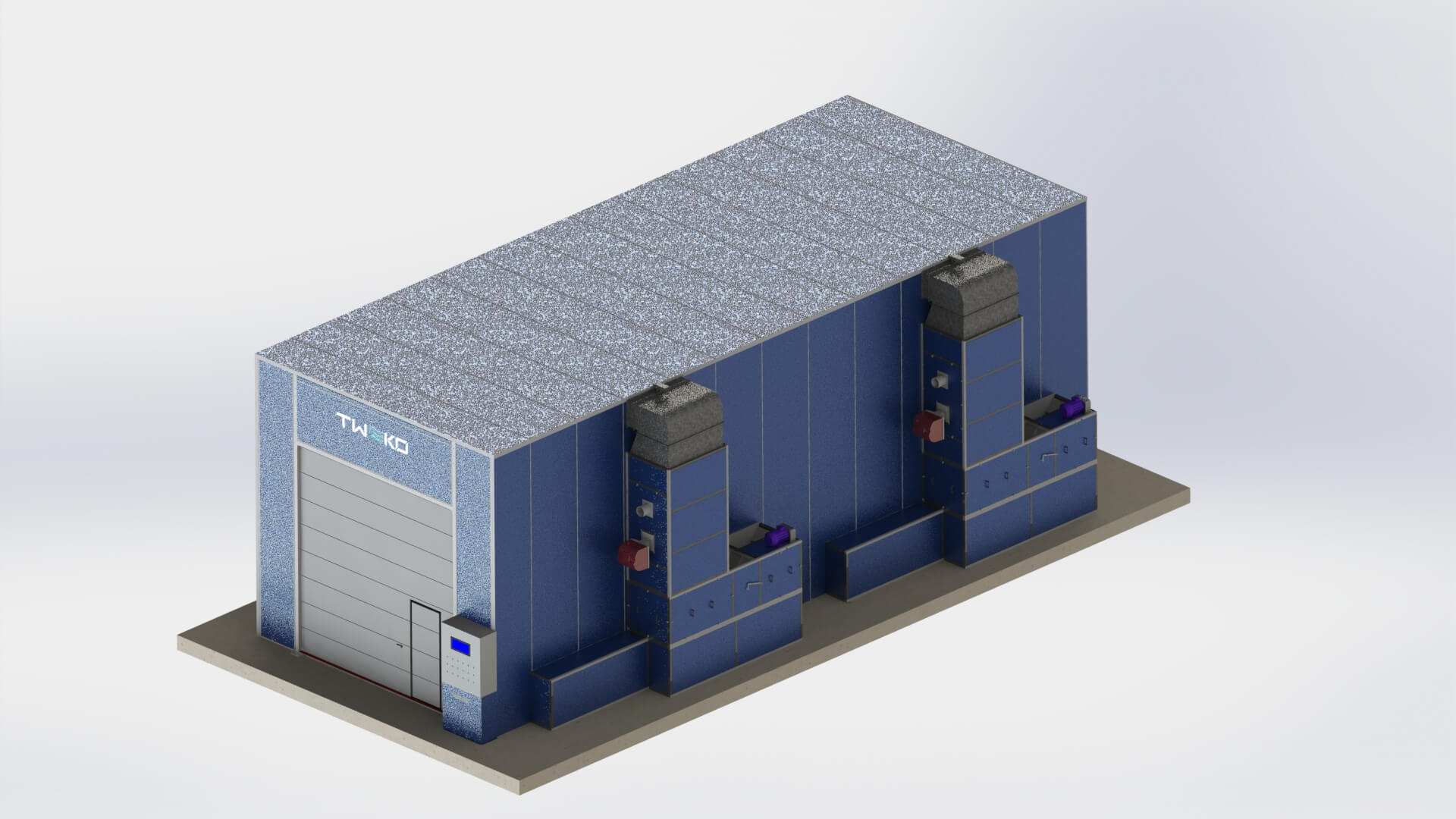

Усі технологічні модулі — камера абразивоструменевого очищення, фарбувально-сушильна камера та допоміжні інженерні системи — були об’єднані в єдиний технологічний комплекс. У межах проєкту виконано прокладання інженерних комунікацій, електромонтажні та пусконалагоджувальні роботи, після чого обладнання було введено в промислову експлуатацію у встановлені строки.
Технічні характеристики комплексу
| Компонент | Камера абразивоструменевого очищення | Фарбувально-сушильна камера |
|---|---|---|
| Загальні характеристики | ||
| Тип камери | Прохідна, однозонна | Прохідна, двозонна |
| Загальна довжина* | ≈ 11,5 м | ≈ 15,2 м |
| Габарити | ||
| Внутрішні розміри (робоча зона) | ≈ 11,0 × 6,5 × 5,2 м | ≈ 7,5 × 6,0 × 5,0 м (кожна зона) |
| Зовнішні розміри | ≈ 11,5 × 10,1 × 5,8 м | ≈ 15,2 × 7,3 × 5,7 м |
| Сервісний доступ | ||
| Сервісні двері | 840 × 1 975 мм, 2 шт. | Передбачені |
| Вентиляція та повітрообмін | ||
| Тип вентиляції | Фільтрувально-вентиляційна | Припливно-витяжна |
| Продуктивність вентиляції | 30 000 м³/год × 2 установки |
32 500 м³/год — приплив 25 000 м³/год — витяжка |
| Технологічні системи | ||
| Основне призначення | Абразивоструменеве очищення поверхонь | Фарбування та сушіння виробів |
| Система нагріву | Не передбачена | Дизельні пальники, 2 шт. |
| Максимальна температура в камері | — | до 60 °C |
| Електроживлення та освітлення | ||
| Електроживлення обладнання | 380 В / 50 Гц | 380 В / 50 Гц |
| Електроживлення освітлення | 220 В / 50 Гц | 220 В / 50 Гц |
| Максимальна потужність освітлення | до 2 кВт | до 3 кВт |
| Акустичні параметри | ||
| Рівень шуму ззовні камери | до 70 дБ | до 70 дБ |
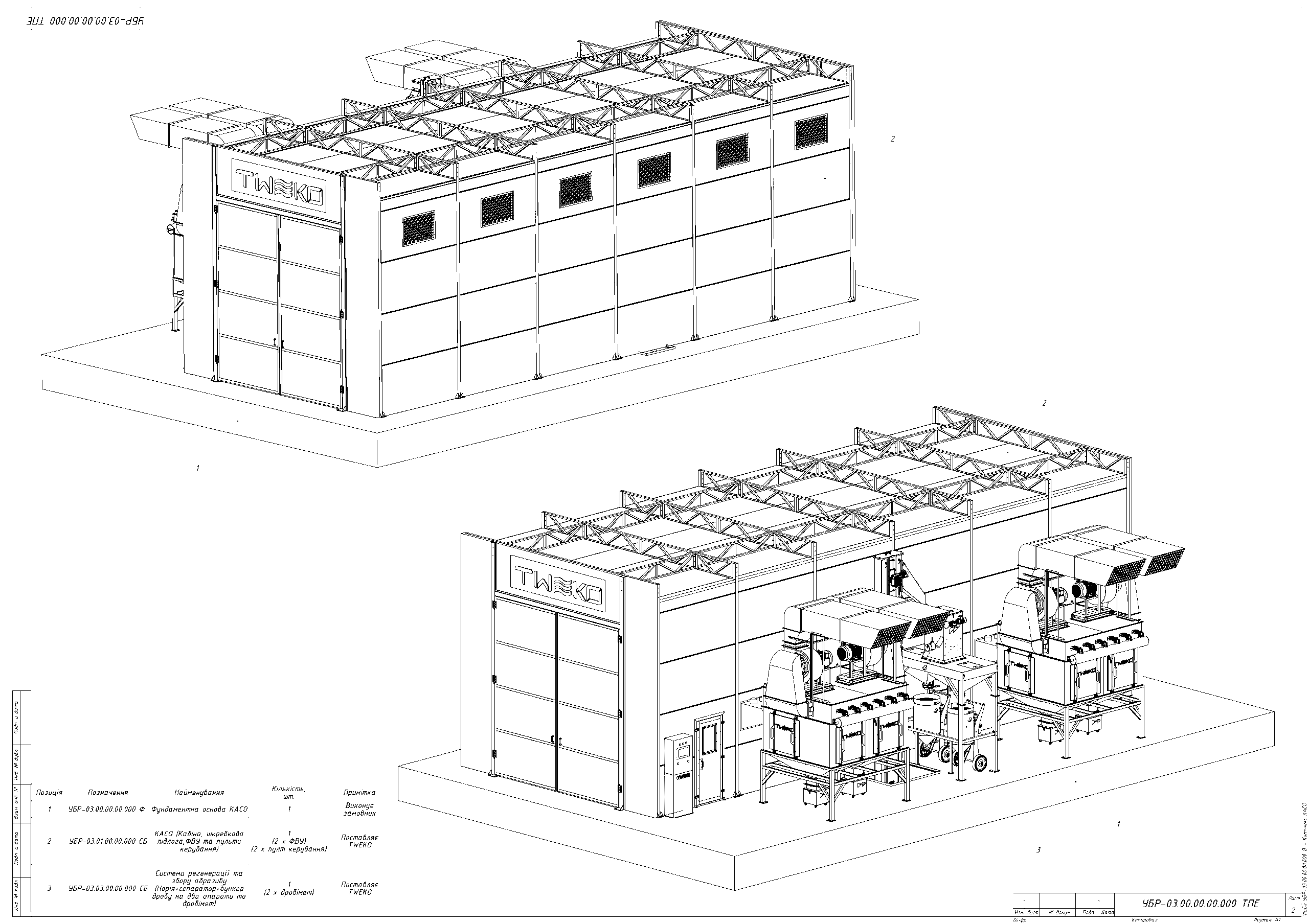
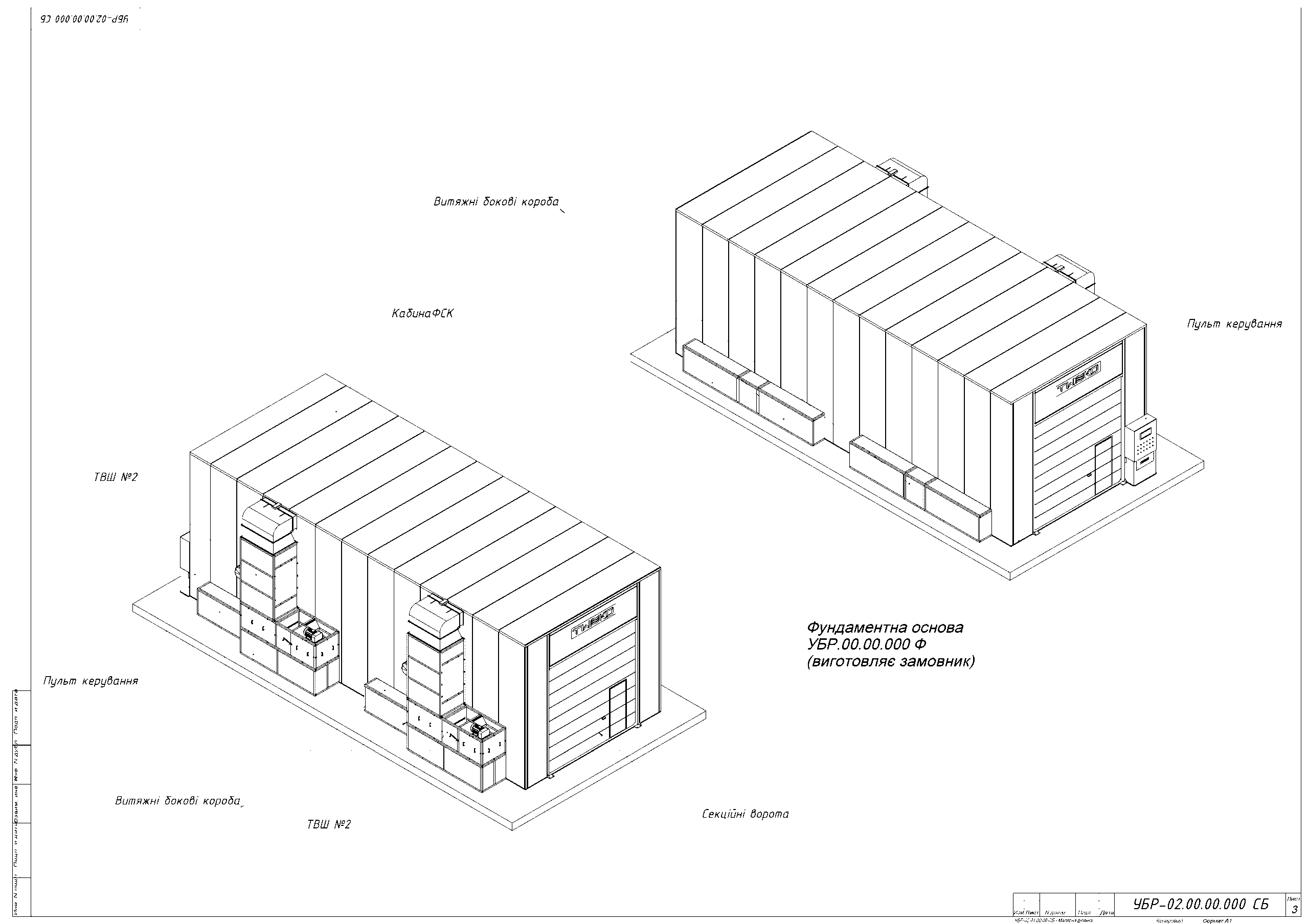
Ключові компоненти камер абразивоструменевого очищення (КАСО) та фарбувально-сушильної (КФС)
| Компонент | КАСО | КФС |
|---|---|---|
| Кабіна | Металева кабіна прохідного типу з однією робочою зоною, в’їзними та виїзними воротами, сервісними дверима для персоналу, внутрішньою зносостійкою захисною обшивкою, системою промислового освітлення та елементами герметизації, адаптованими до умов абразивоструменевої обробки. | Металева кабіна прохідного типу з двома незалежними робочими зонами, в’їзними, виїзними та міжзонними воротами, сервісними дверима для персоналу, системами стельового та стінового освітлення та герметизованим конструктивом для режимів фарбування і сушіння. |
| Система обробки матеріалу | Механізована система збору та регенерації абразиву із замкненим циклом, що включає шкребкову підлогу, ковшовий елеватор (норію), сепаратор, бункер-накопичувач та автоматичне повернення очищеного абразиву в робочий процес. | Система нанесення лакофарбових матеріалів і сушіння виробів з використанням термо-вентиляційних шаф, керованого повітрообміну та автоматичного підтримання заданих технологічних параметрів. |
| Фільтрувально-вентиляційна система | Фільтрувально-вентиляційні установки з картриджною фільтрацією та імпульсною регенерацією фільтрів, системою повітропроводів і організацією ефективного відведення запиленого повітря з робочої зони. | Припливно-витяжна вентиляція з боковими витяжними коробами, системами фільтрації припливного та відпрацьованого повітря та контрольованим розподілом повітряних потоків у робочих зонах камери. |
| Транспорт і робоча зона | Прохідна схема обробки великогабаритних виробів і вузлів значної маси без виконання реверсивних або проміжних технологічних операцій. | Прохідна схема фарбування та сушіння виробів великого формату з поділом на дві незалежні робочі зони для послідовної або паралельної обробки. |
| Система опалення / сушіння | Не передбачена. Камера призначена виключно для абразивоструменевого очищення поверхонь без теплової обробки виробів. | Термо-вентиляційні шафи, інтегровані в конструкцію камери, що забезпечують нагрів, циркуляцію повітря та автоматичне підтримання режимів сушіння. |
| Система керування | Автоматизовані пульти керування з індикацією стану основних вузлів, контролем роботи вентиляції, систем регенерації абразиву та транспортних механізмів. | Автоматизований пульт керування з програмованим логічним контролером, датчиками контролю тиску та температури, терморегулятором, таймерами та лічильником мотогодин. |
| Безпека та експлуатація | Ударозахищене промислове освітлення, захисні елементи внутрішньої обшивки, системи блокування, централізований контроль роботи обладнання та міжблокування технологічних вузлів. | Протипожежні клапани, контроль тиску в робочих зонах, системи технологічних блокувань, керування повітряними потоками та захист від роботи обладнання за недопустимих параметрів. |
Реалізація проєкту
Реалізація проєкту виконувалась поетапно та охоплювала період з вересня 2024 року по жовтень 2025 року, із залученням інженерних, конструкторських, виробничих і сервісних підрозділів компанії TWEKO, а також будівельних і монтажних підрядників замовника.
На початковому етапі було опрацьовано технічне завдання замовника з урахуванням габаритів і маси виробів великого формату, способу їх транспортування всередині камер, а також особливостей виробничого майданчика.
- розробку компоновочних рішень камер абразивоструменевого очищення та фарбувально-сушильної камери прохідного типу з поділом на дві робочі зони;
- визначення розміщення термо-вентиляційних шаф, систем вентиляції та фільтрації;
- формування вимог до фундаментів, приямків, навісу та інженерних комунікацій;
- підготовку рекомендацій щодо компресорної (габарити приміщення, умови експлуатації, температурний режим).
Проєктні рішення уточнювались у взаємодії з замовником та його будівельною організацією.
- креслення кабін КАСО та КФС;
- креслення каркасів, воріт, перегородок і стельових конструкцій;
- документацію на шкребкову підлогу, сепаратор, норію та бункер абразиву;
- схеми вентиляційних систем, бокових коробів і повітропроводів;
- рекомендації щодо пневмомагістралей та компресорної обв’язки.
Документація використовувалась для власного виробництва обладнання та координації робіт із підрядниками.
- металоконструкцій камер;
- систем збору та регенерації абразиву;
- вентиляційних і фільтраційних вузлів;
- елементів автоматики та керування.
Виконувалась поетапна комплектація та відвантаження обладнання відповідно до готовності будівельної частини.
- встановлення каркасів і огороджувальних конструкцій камер;
- монтаж шкребкової підлоги, транспортерів, сепаратора та бункера абразиву;
- монтаж вентиляційних установок, повітропроводів і фільтраційних систем;
- установку термо-вентиляційних шаф фарбувально-сушильної камери;
- прокладання електричних і пневматичних комунікацій;
- інтеграцію пультів керування та систем автоматики.
Монтаж виконувався відповідно до затверджених регламентів із технічним супроводом.
- перевірку роботи вентиляційних та фільтраційних систем;
- налаштування автоматики й систем керування;
- перевірку роботи систем збору та регенерації абразиву;
- підготовку комплексу до експлуатації з однозонною КАСО та двозонною КФС.
Комплекс введено в промислову експлуатацію у жовтні 2025 року з оформленням технічної документації.
Принцип роботи комплексу
Технологічний комплекс побудований за прохідною схемою та забезпечує послідовне виконання операцій підготовки поверхні, нанесення покриттів і сушіння виробів великогабаритних вузлів та агрегатів.
Абразивоструменеве очищення (KASO-15)
Виріб подається у робочу зону камери абразивоструменевого очищення через в’їзні ворота та розміщується в робочій зоні камери. Обробка виконується з використанням абразивоструменевих апаратів із централізованою системою подачі та регенерації абразиву.
У процесі очищення:
- відпрацьований абразив потрапляє на шкребкову підлогу;
- механічно транспортується до сепаратора;
- проходить очищення та відділення забруднень;
- повертається у бункер-накопичувач для повторного використання.
Запилене повітря з робочої зони відводиться через фільтрувально-вентиляційні установки, де проходить очищення перед викидом. Робота систем збору абразиву, вентиляції та допоміжних механізмів координується через пульти керування.
Фарбування та сушіння (КФС IKFS-2-15)
Після завершення підготовки поверхні виріб переміщується до фарбувально-сушильної камери, яка також виконана у прохідному двозонному виконанні. Камера дозволяє організувати фарбування та сушіння в окремих зонах або працювати з двома виробами паралельно.
Під час фарбування:
- у камері підтримується контрольований повітрообмін;
- повітря подається через систему припливної вентиляції та відводиться через бокові витяжні короба;
- відпрацьоване повітря проходить фільтрацію.
У режимі сушіння:
- вмикаються термо-вентиляційні шафи;
- система керування забезпечує циркуляцію повітря та підтримання заданих параметрів процесу;
- після завершення сушіння камера переходить у режим продувки та охолодження.
Керування та взаємодія систем
Усі етапи роботи комплексу об’єднані в єдину систему керування, що дозволяє:
- керувати режимами роботи кожної камери;
- координувати вентиляцію, регенерацію абразиву та сушіння;
- забезпечувати безпечну та стабільну експлуатацію обладнання.
Завдяки прохідній схемі та двозонній організації робочих просторів комплекс інтегрується в потокову логіку виробництва та адаптується до фактичних потреб замовника.
Результат для замовника
У результаті реалізації проєкту замовник отримав повноцінний технологічний комплекс, інтегрований у виробничу інфраструктуру підприємства та адаптований до обробки великогабаритних виробів і вузлів складної геометрії та значних габаритів.
Впроваджене рішення забезпечило:
- Замкнений виробничий цикл підготовки поверхні, фарбування та сушіння виробів у межах одного комплексу без потреби залучення сторонніх виробничих дільниць.
- Прохідну логіку обробки з двозонною організацією фарбувально-сушильної дільниці, що дозволяє гнучко планувати виробничі операції та адаптуватися до поточних завдань.
- Стабільну роботу обладнання в умовах інтенсивної експлуатації завдяки промисловому конструктиву, автоматизованим системам керування та регламентованому монтажу.
- Контрольовані умови обробки на кожному етапі технологічного процесу — від абразивоструменевого очищення до фарбування та сушіння.
- Можливість подальшого розвитку виробничої дільниці з урахуванням закладених інженерних рішень і резервів для модернізації.
- Зниження технологічних ризиків за рахунок використання узгоджених проєктних рішень, стандартизованих регламентів монтажу та пусконалагоджувальних робіт.
Комплекс було введено в промислову експлуатацію з передачею повного комплекту технічної документації, що дозволило замовнику перейти до штатного режиму роботи без додаткових доопрацювань обладнання.
Висновок
Реалізований проєкт продемонстрував можливості TWEKO у виконанні комплексних інженерних рішень для промислових підприємств — від опрацювання технічного завдання та проєктування до виготовлення, монтажу й введення обладнання в промислову експлуатацію.
У межах проєкту було створено та інтегровано технологічний комплекс абразивоструменевого очищення та фарбувально-сушильної обробки, адаптований до роботи з великогабаритними виробами та реальних умов виробництва замовника. Прохідна схема, двозонна організація робочих просторів і узгоджена взаємодія всіх інженерних систем забезпечили стабільну та керовану роботу комплексу.
Проєкт реалізовано з урахуванням чинних технічних вимог, нормативів безпеки та індивідуальних особливостей виробничого майданчика, що підтвердило ефективність системного підходу до складних промислових завдань. Отриманий результат створює надійну основу для подальшого розвитку виробництва замовника та масштабування технологічних процесів.
Якщо ваше підприємство потребує індивідуального технологічного рішення для підготовки поверхні, фарбування та сушіння виробів, команда TWEKO готова запропонувати оптимальну конфігурацію обладнання з урахуванням специфіки виробництва та реальних умов експлуатації.