
Компанія TWEKO виконала повний комплекс робіт з проєктування, виготовлення та інтеграції технологічної дільниці підготовки поверхні та фарбувально-сушильної обробки виробів спеціальної техніки для сервісного підприємства групи TDC.
Про клієнта
ТОВ «ТДС Укрспецтехніка» входить до групи компаній TDC та працює з 2010 року. Підприємство спеціалізується на сервісному обслуговуванні, ремонті й постачанні запасних частин для спеціальної техніки, що використовується в сільському господарстві, комунальному секторі, будівництві, дорожніх роботах, кар’єрній та навантажувально-розвантажувальній галузях.
Компанія виконує професійний ремонт силових агрегатів, трансмісій і гідравлічних систем провідних світових виробників, зокрема двигунів WEICHAI, CUMMINS, PERKINS, DEUTZ, CAT, JCB, трансмісій ZF, CARRARO, DANA-SPICER та гідравлічного обладнання DANFOSS, BOSCH REXROTH, KAWASAKI та інших брендів.
Розгалужена мережа філій у Дніпрі, Львові, Одесі, Харкові та Хмельницькому забезпечує оперативне виконання сервісних і виробничих завдань по всій території України.
Завдання та вибір підрядника
У межах розвитку сервісної інфраструктури компанії виникла потреба системно організувати дільницю підготовки поверхні та фарбування виробів із урахуванням реальних ремонтних процесів, логістики переміщення та інтеграції обладнання в існуючі виробничі приміщення.
Для вирішення цього завдання було обрано TWEKO як інженерного підрядника, здатного забезпечити комплексне опрацювання рішення — від концептуального й компонувального проєктування до підготовки повного комплекту конструкторської та технічної документації.
Рішення
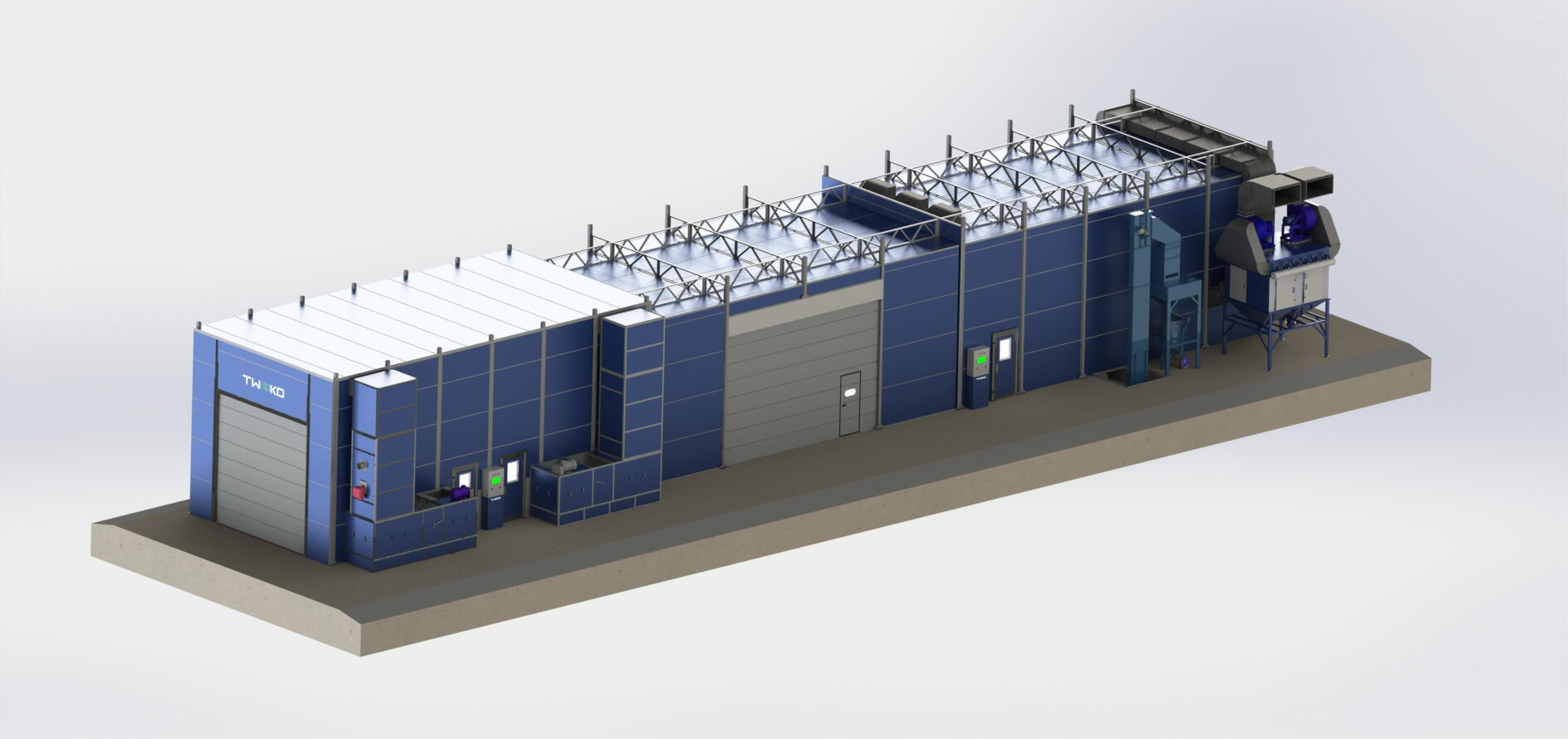
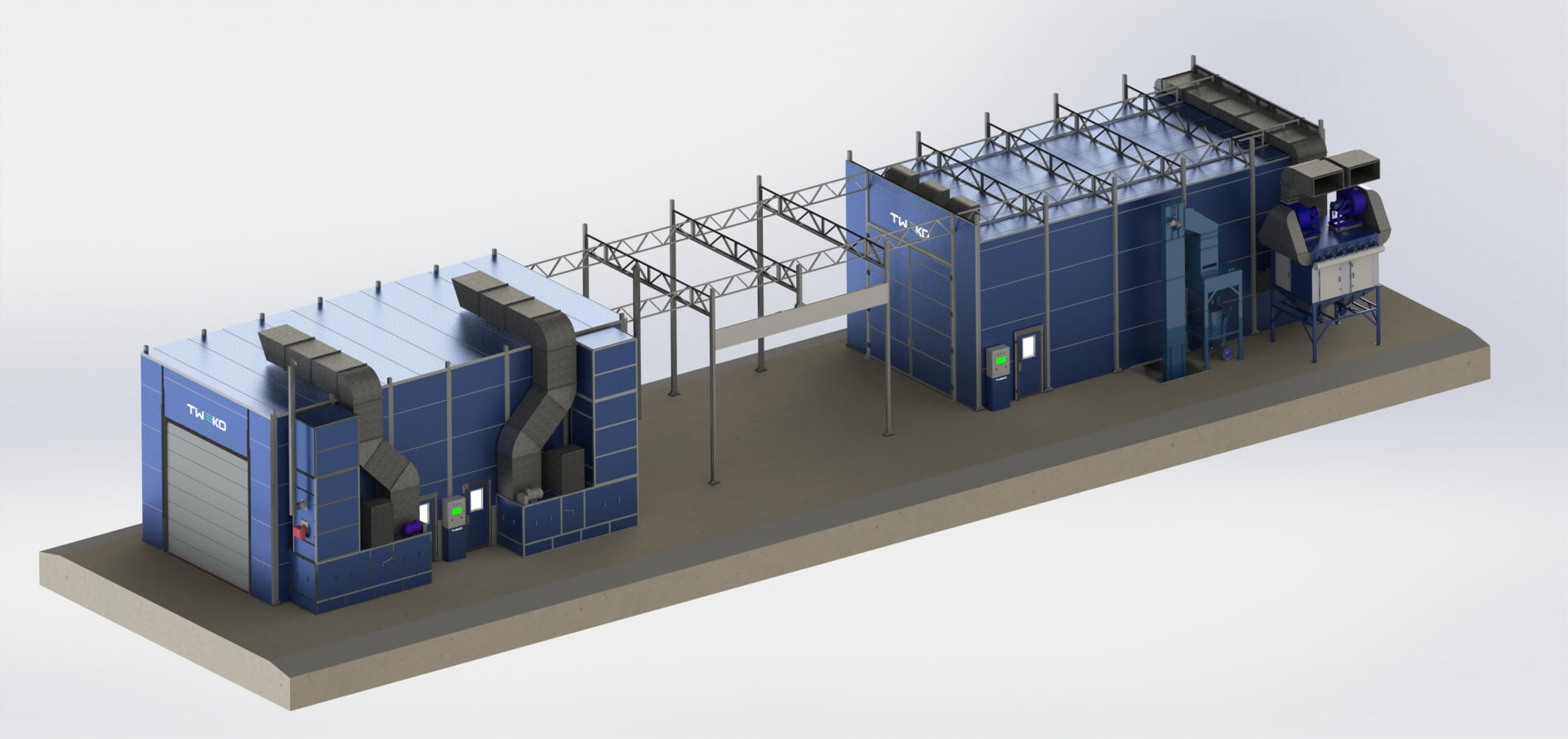
Фахівцями TWEKO було розроблено комплексне інженерне рішення для організації технологічної дільниці підготовки поверхні та фарбування виробів у межах одного виробничого комплексу.
Конфігурація обладнання, компоновка приміщень і взаємодія інженерних систем сформовані відповідно до узгодженої технологічної концепції та логістики переміщення виробів.
-
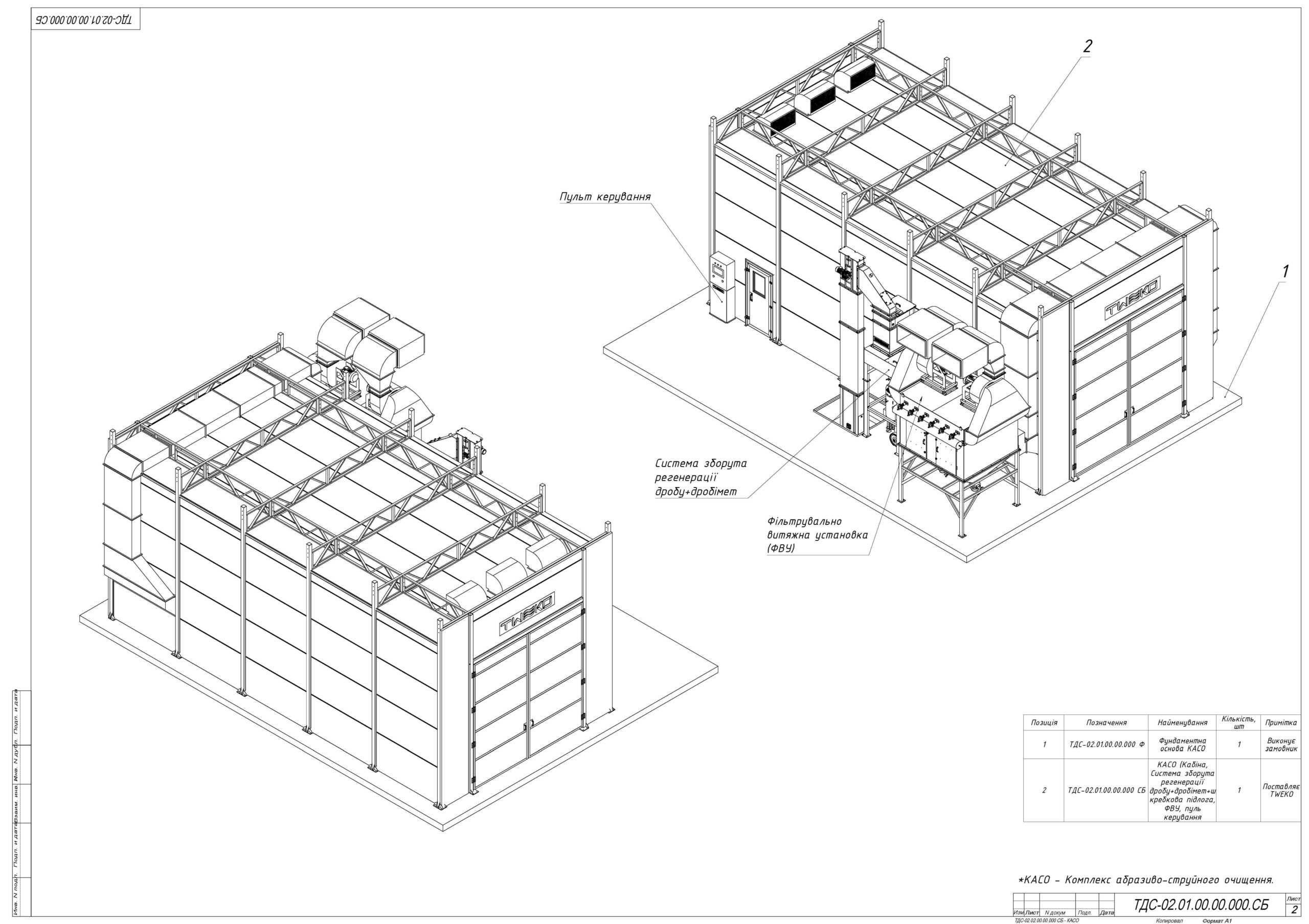
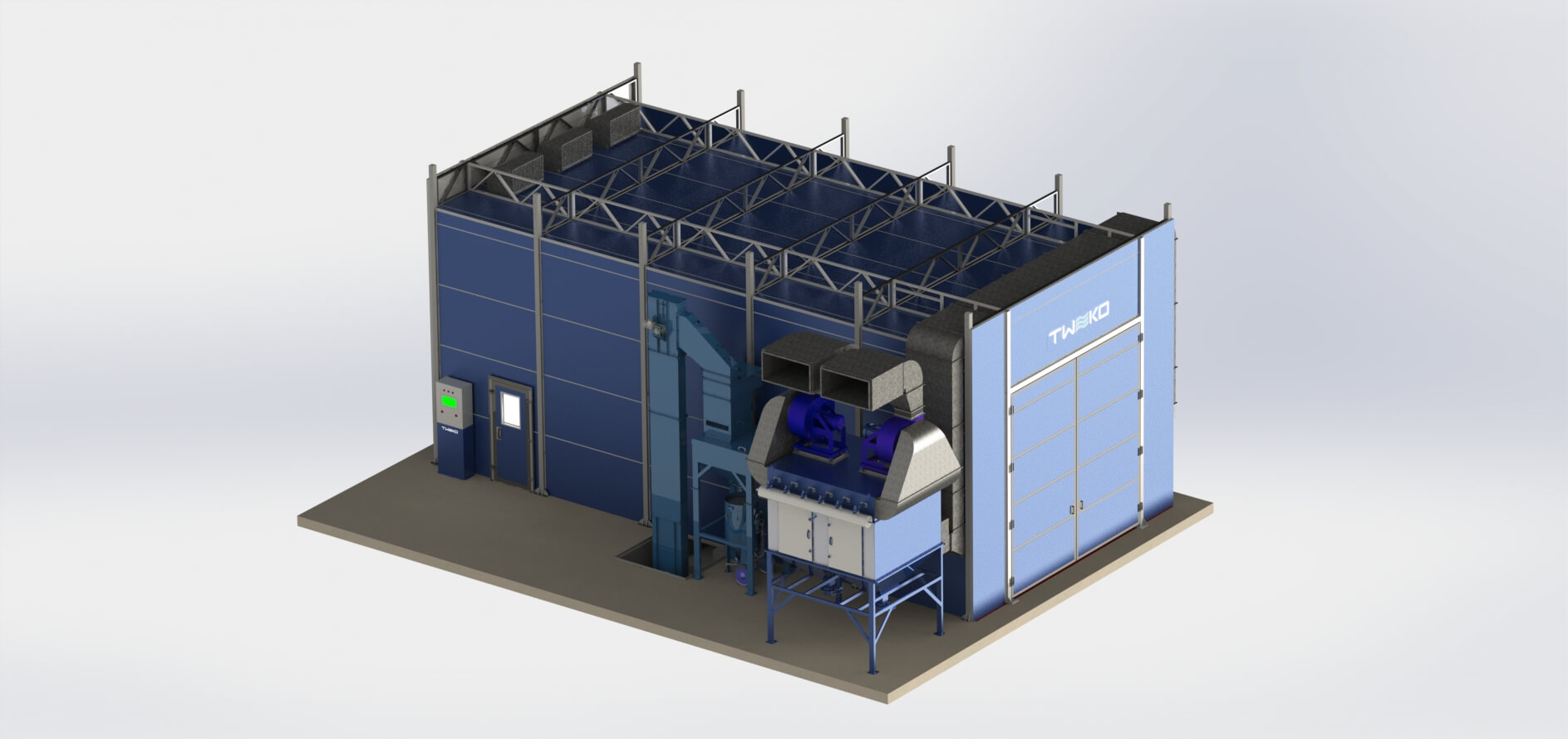
Камера абразивоструменевого очищення
Першим етапом технологічного маршруту передбачено камеру абразивоструменевого очищення серії КАСО, модель KASO-12, призначену для підготовки поверхні виробів перед подальшими ремонтними та фарбувальними операціями.
Камера використовується для видалення корозії, залишків старих покриттів та експлуатаційних забруднень з металоконструкцій, рам і компонентів різних типорозмірів.

Камера оснащена:
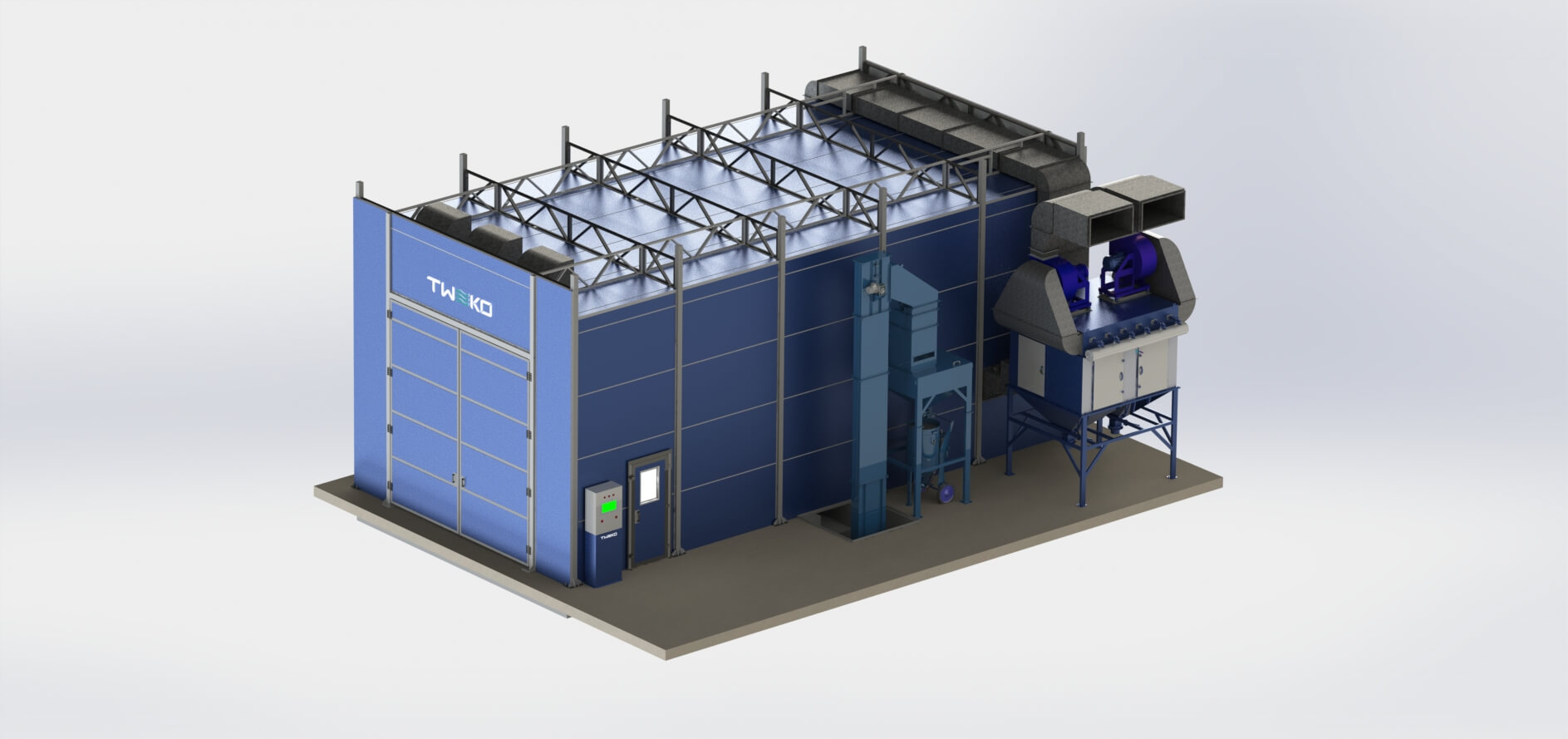
- Механізованою системою збору та регенерації абразиву із замкненим циклом, до складу якої входять шкребкова підлога, ковшовий елеватор, вібраційний сепаратор та бункер-накопичувач для повторного використання абразиву.
- Фільтровентиляційною установкою з картриджними фільтрувальними елементами та імпульсною регенерацією для очищення запиленого повітря робочої зони.
- Системою організованого відведення запиленого повітря з робочої зони відповідно до вимог промислової вентиляції.
- В’їзними воротами для завантаження виробів і сервісними дверима для персоналу з елементами міжблокування.
- Внутрішньою зносостійкою захисною обшивкою стін і конструктивних елементів, розрахованою на інтенсивну абразивоструменеву експлуатацію.
- Системою промислового освітлення, адаптованою до роботи в умовах підвищеної запиленості.
- Автоматизованим пультом керування з контролем роботи вентиляційної установки та системи регенерації абразиву.
-
Вентиляційна камера-тамбур
Між камерою абразивоструменевого очищення та фарбувально-сушильним комплексом передбачено вентиляційну камеру-тамбур, яка забезпечує технологічне та повітряне розділення етапів обробки.
Камера-тамбур виконує роль перехідної зони між процесами підготовки поверхні та фарбування, обмежуючи перенесення пилу, залишків абразиву й продуктів очищення до наступних технологічних ділянок.
Функції вентиляційної камери-тамбура:
- Зменшення міграції запиленого повітря між камерами та локалізація «брудної» зони в межах абразивоструменевого очищення.
- Вирівнювання та стабілізація повітряних потоків перед подачею виробів у фарбувально-сушильний комплекс.
- Формування контрольованої перехідної зони для переміщення виробів без порушення режимів роботи суміжних камер.
- Підтримання загальної технологічної дисципліни та чистоти повітряного середовища в зоні фарбування.
-
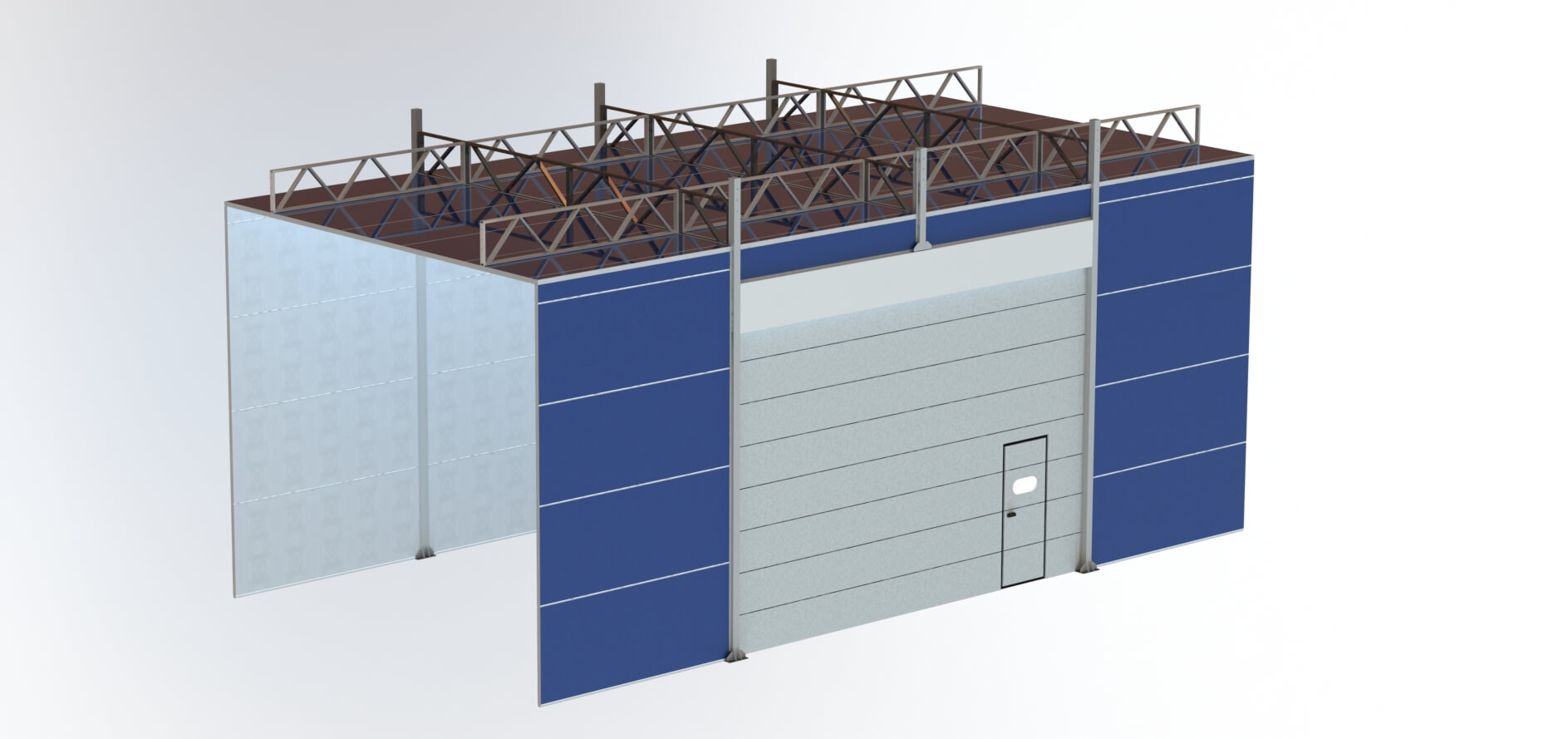
Фарбувально-сушильний комплекс
Завершальним етапом технологічного маршруту є фарбувально-сушильна камера серії IKFS моделі IKFS-Z-12 з поділом на окремі робочі зони, призначена для нанесення лакофарбових покриттів і подальшої термічної обробки виробів.
Компоновка камери забезпечує організацію фарбування та сушіння в контрольованих умовах повітрообміну з можливістю послідовної або паралельної обробки виробів залежно від виробничих задач.
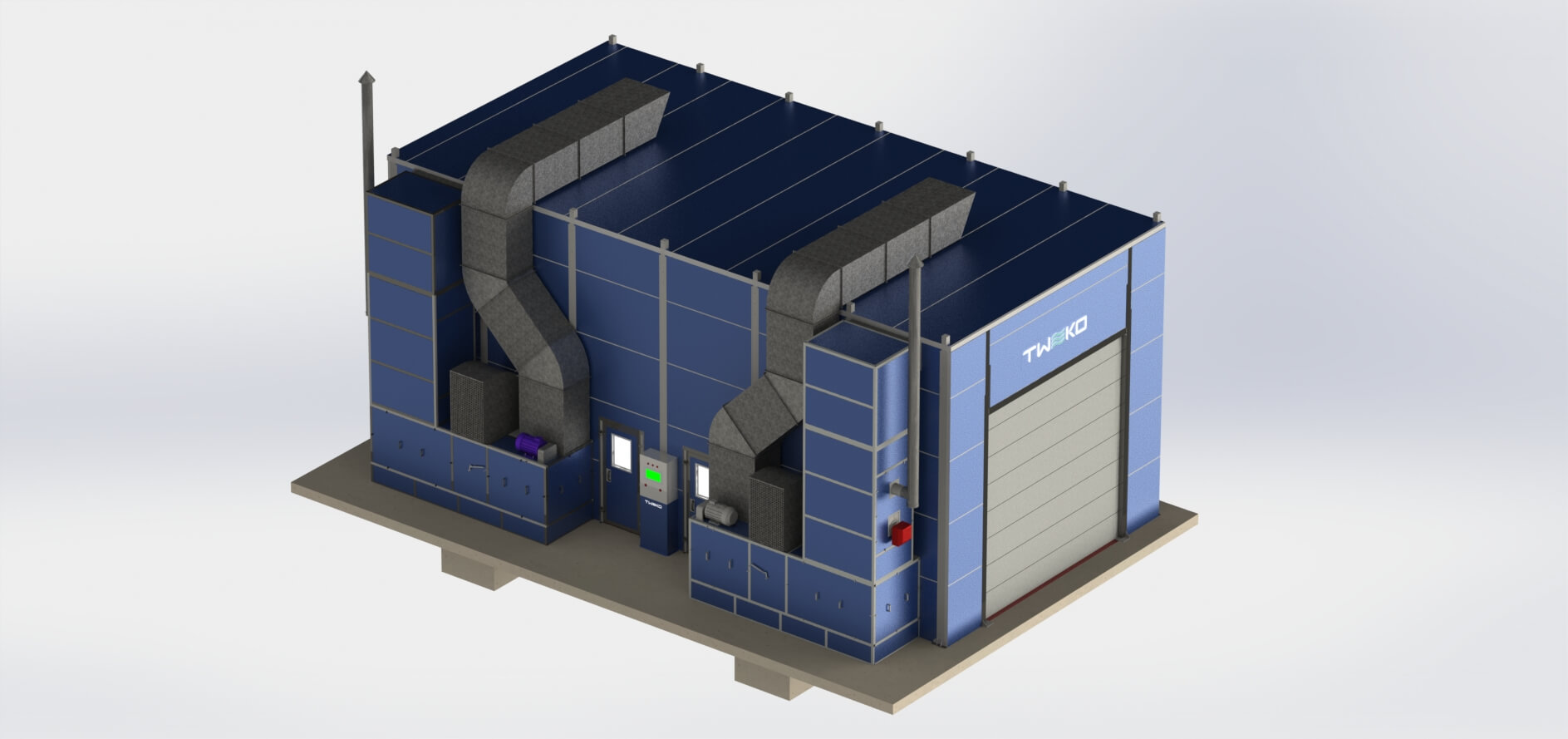
Фарбувально-сушильний комплекс оснащений:
- Припливно-витяжною вентиляційною системою з організованим повітрообміном, що забезпечує рівномірний розподіл повітря в робочих зонах під час фарбування та ефективне відведення аерозолів лакофарбових матеріалів.
- Системами фільтрації припливного та відпрацьованого повітря, призначеними для зниження концентрації аерозолів і захисту суміжних виробничих приміщень.
- Термо-вентиляційними вузлами, інтегрованими в конструкцію камери, які забезпечують нагрів, циркуляцію повітря та підтримання заданих режимів сушіння після завершення фарбування.
- Автоматизованою системою керування з пультом оператора, що дозволяє задавати та контролювати режими фарбування, сушіння, продувки й охолодження, а також відслідковувати стан інженерних систем.
- Системами технологічних блокувань і контролю, які унеможливлюють роботу камери за недопустимих параметрів температури, тиску або стану вентиляційних і теплових вузлів.
- В’їзними, виїзними та міжзонними воротами, що забезпечують прохідну логіку переміщення виробів і герметизацію робочих зон під час виконання технологічних операцій.
- Системою промислового освітлення робочих зон, адаптованою до умов фарбування та тривалої експлуатації.
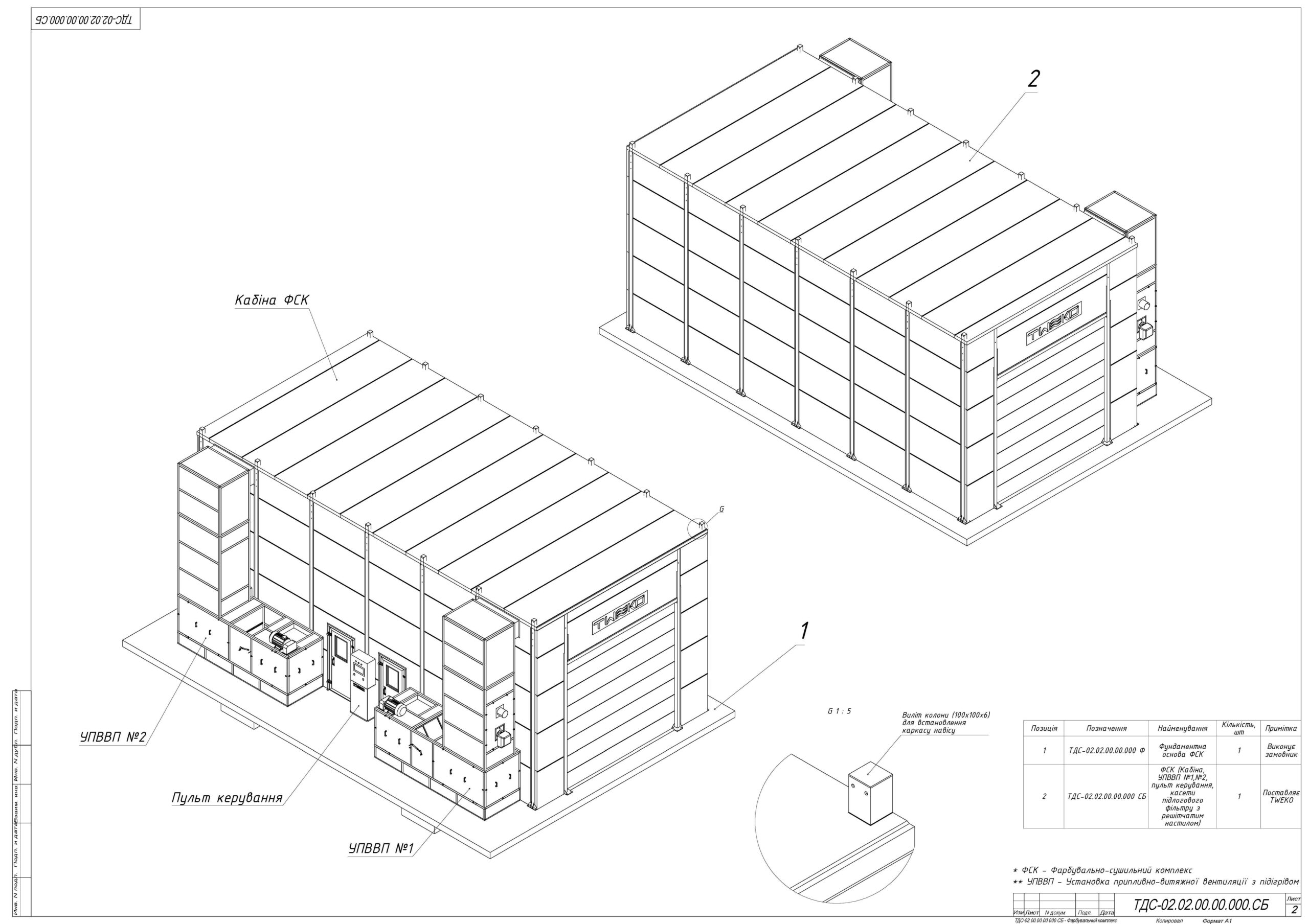
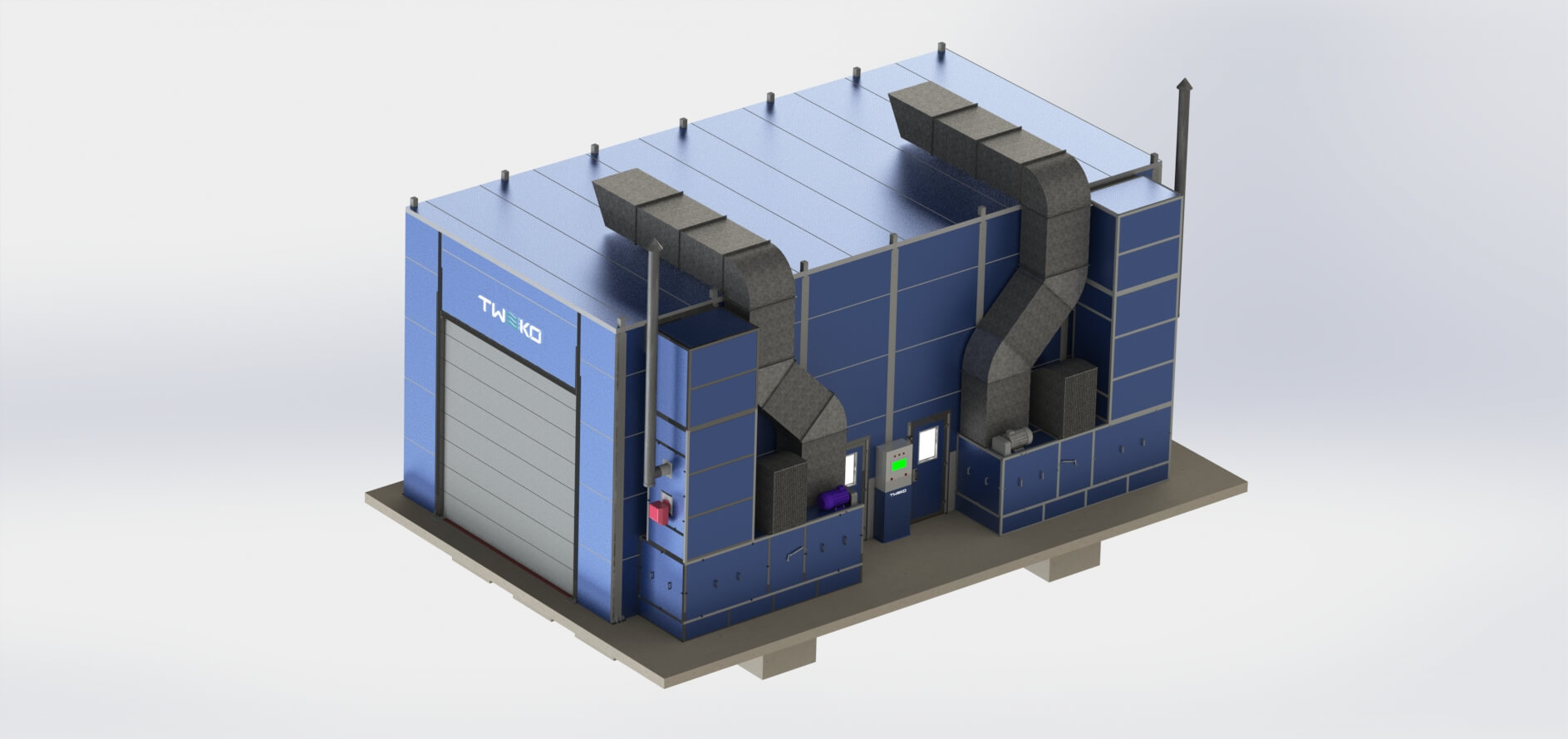
Запропоноване рішення сформовано як єдиний технологічний комплекс із послідовною прохідною логікою обробки, що об’єднує етапи абразивоструменевого очищення, перехідної зони та фарбувально-сушильної обробки в межах узгодженої компоновки обладнання.
Комплекс розроблений з урахуванням габаритів приміщень, логістики переміщення виробів і вимог до інженерних комунікацій, що забезпечує можливість подальшої реалізації проєкту на майданчику замовника без коригування базових технічних рішень.
Технічні характеристики комплексу
| Параметр | Фарбувально-сушильний комплекс (КФС) | Камера абразивоструменевого очищення (КАСО) |
|---|---|---|
| Габарити та конструкція | ||
| Внутрішні розміри (робоча зона) | 12 100 × 6 000 × 5 000 мм | 12 000 × 6 000 × 5 000 мм |
| Зовнішні розміри | 12 360 × 5 870 × 7 500 мм | — |
| Сервісні двері | 840 × 1 975 мм (2 шт.) | 840 × 1 975 мм (1 шт.) |
| Вентиляція та повітрообмін | ||
| Тип вентиляційних установок | Припливні та витяжні | Фільтрувально-вентиляційна установка |
| Продуктивність вентиляції | 32 500 м³/год | 30 000 м³/год |
| Електродвигуни вентиляції |
15 кВт / 1 500 об/хв (2 шт.) 15 кВт / 1 500 об/хв (2 шт.) |
15 кВт / 1 455 об/хв (2 шт.) |
| Теплова та технологічна частина | ||
| Тип нагріву | Дизельні пальники (2 шт.) | Не передбачено |
| Температура в робочій зоні | До 60 °C | — |
| Система регенерації абразиву | — | Шкребкова підлога, норія, сепаратор |
| Приводи технологічних механізмів | — |
Шкребкова підлога — 1,1 кВт / 1 500 об/хв (4 шт.) Норія — 1,1 кВт / 1 440 об/хв (1 шт.) Вібратор — 0,18 кВт / 3 000 об/хв (1 шт.) |
| Електроживлення та освітлення | ||
| Електроживлення обладнання | 380 В / 50 Гц | 380 В / 50 Гц |
| Електроживлення освітлення | 220 В / 50 Гц | 220 В / 50 Гц |
| Максимальна потужність освітлення | До 3 кВт | До 3 кВт |
| Світловий потік | 6 500 лм | — |
| Загальна споживана потужність | 64 кВт | — |
| Акустичні та масові параметри | ||
| Рівень шуму всередині камери | До 65 дБ | — |
| Рівень шуму ззовні камери | До 70 дБ | До 70 дБ |
| Маса обладнання | ≈ 5 630 кг | ≈ 11 000 кг |
Принцип роботи комплексу
Технологічний комплекс побудований за прохідною схемою та забезпечує послідовне виконання операцій підготовки поверхні, нанесення лакофарбових покриттів і сушіння виробів у межах єдиного виробничого маршруту.
Обробка розділена на окремі етапи з чіткою ізоляцією технологічних зон, що дозволяє мінімізувати взаємний вплив процесів і забезпечити відтворювані умови на кожній стадії.
На першому етапі вироби подаються в камеру абразивоструменевого очищення, де виконується механічне видалення корозії, старих покриттів і забруднень. Відпрацьований абразив збирається, регенерується та повертається в робочий процес, а запилене повітря проходить очищення у фільтровентиляційній системі.
Після очищення вироби переміщуються через вентиляційну камеру-тамбур, яка формує перехідну зону між етапами підготовки поверхні та фарбування, обмежуючи перенесення пилу та стабілізуючи повітряні потоки.
На завершальному етапі у фарбувально-сушильному комплексі виконується нанесення покриттів у контрольованих умовах повітрообміну з подальшим сушінням виробів у заданих температурних режимах. Після завершення сушіння система переходить у режими продувки та охолодження.
Керування всіма етапами здійснюється через узгоджену систему автоматики, що забезпечує синхронну роботу обладнання та дотримання заданої технологічної послідовності.
Результат для замовника
У результаті реалізації проєкту компанія TDC отримала узгоджене інженерне рішення для організації технологічної дільниці підготовки поверхні та фарбувально-сушильної обробки виробів у межах сервісного виробництва.
Розроблена конфігурація комплексу враховує реальні умови експлуатації, різнотипність об’єктів обробки та вимоги до послідовної організації технологічних процесів.
- Сформований чіткий технологічний маршрут із логічною послідовністю операцій та розділенням функціональних зон.
- Знижені ризики негативного взаємовпливу процесів підготовки поверхні та фарбування за рахунок правильного зонування дільниці.
- Створені контрольовані умови для нанесення покриттів і сушіння виробів, необхідні для стабільної якості результату.
- Підготовлений повний комплект конструкторської та технічної документації для подальшого виготовлення, монтажу та експлуатації обладнання.
- Закладена інженерна основа для подальшого розвитку та масштабування дільниці відповідно до виробничих потреб підприємства.
Отримане рішення дозволяє замовнику системно підійти до організації процесів відновлення та фарбування виробів, зменшуючи технологічні ризики на етапі реалізації та експлуатації дільниці.
Висновок
Проєкт для компанії TDC підтвердив можливості TWEKO у розробці комплексних інженерних рішень для сервісного та ремонтного виробництва — від аналізу вихідних умов і формування концепції до підготовки повного комплекту проєктної та технічної документації.
Запропоноване рішення поєднує раціональну компоновку обладнання, узгоджену логіку технологічних процесів і вимоги до інженерних систем, створюючи надійну основу для подальшої реалізації дільниці та її розвитку відповідно до виробничих задач замовника.
Системний підхід до проєктування дозволяє мінімізувати ризики на етапах виготовлення, монтажу та експлуатації обладнання, а також забезпечує прогнозованість результату ще до початку реалізації проєкту.
Потрібне індивідуальне інженерне рішення для підготовки поверхні та фарбування?
Команда TWEKO розробляє технологічні рішення з абразивоструменевого очищення та фарбувально-сушильної обробки з урахуванням реальних умов експлуатації, логістики виробництва та вимог до інтеграції обладнання у наявні приміщення.











