Компанія TWEKO успішно реалізувала проєкт модернізації малярної ділянки для провідного українського виробника рушникосушарок та дизайн-радіаторів з нержавіючої сталі. На основі попереднього технічного проекту було розроблено, виготовлено та впроваджено комплексне рішення «під ключ» — напівавтоматичний фарбувально-сушильний комплекс прохідного типу. Результат — сучасна прохідна лінія з повним циклом підготовки поверхні, фарбування та полімеризації, що забезпечує стабільно високу якість покриття, відповідає вимогам сертифікованої системи менеджменту якості ISO 9001.
Про клієнта
ТОВ «Виробниче підприємство «Маріо» — один із лідерів українського ринку рушникосушарок та дизайн-радіаторів преміум-класу з нержавіючої сталі. Компанія працює з 1998 року, має власний сучасний завод у смт Літин Вінницької області, повний цикл металообробки та сертифіковану за ISO 9001:2015 систему менеджменту якості.
У 2018–2019 роках підприємство активно збільшувало виробничі обсяги та розширювало палітру декоративних покриттів. Це потребувало забезпечити 100% повторюваність кольору й стабільності покриття, знизити енергоспоживання та оптимізувати логістику малярної ділянки, мінімізувавши вплив людського фактора.
Для виконання цих завдань «Маріо» обрало TWEKO єдиним підрядником з розробки, виготовлення та запуску комплексу, спеціально адаптованого під реальні умови та габарити існуючого виробничого приміщення.
Завдання проєкту
У 2019 році ТОВ «Виробниче підприємство «Маріо» поставило перед TWEKO комплексне завдання — спроєктувати, виготовити та впровадити сучасний фарбувально-сушильний комплекс прохідного типу для повного циклу підготовки поверхні, нанесення та полімеризації декоративного лакофарбового покриття на рушникосушарках і дизайн-радіаторах. Комплекс мав бути повністю адаптований під існуючі виробничі площі підприємства, забезпечувати обробку виробів габаритами до 1 860 × 800 × 350 мм та вагою до 10 кг.
Ключові вимоги Замовника:
- розробити та погодити технічне рішення з урахуванням реальних габаритів виробів та існуючої ділянки;
- забезпечити повний цикл: напівавтоматичне знежирення + промивка → проміжне сушіння → фарбування водорозчинними емалями в електростатичному полі → полімеризація при 150–180 °C тривалістю до 20 хвилин;
- об’єднати чотири технологічні зони в єдиний прохідний технологічний потік;
- реалізувати підвісну транспортну магістраль нескінченного типу з ручним переміщенням та поворотними каретками (360°);
- підтримувати температуру в робочих зонах +18…+24 °C та оптимізувати енергоспоживання;
Рішення
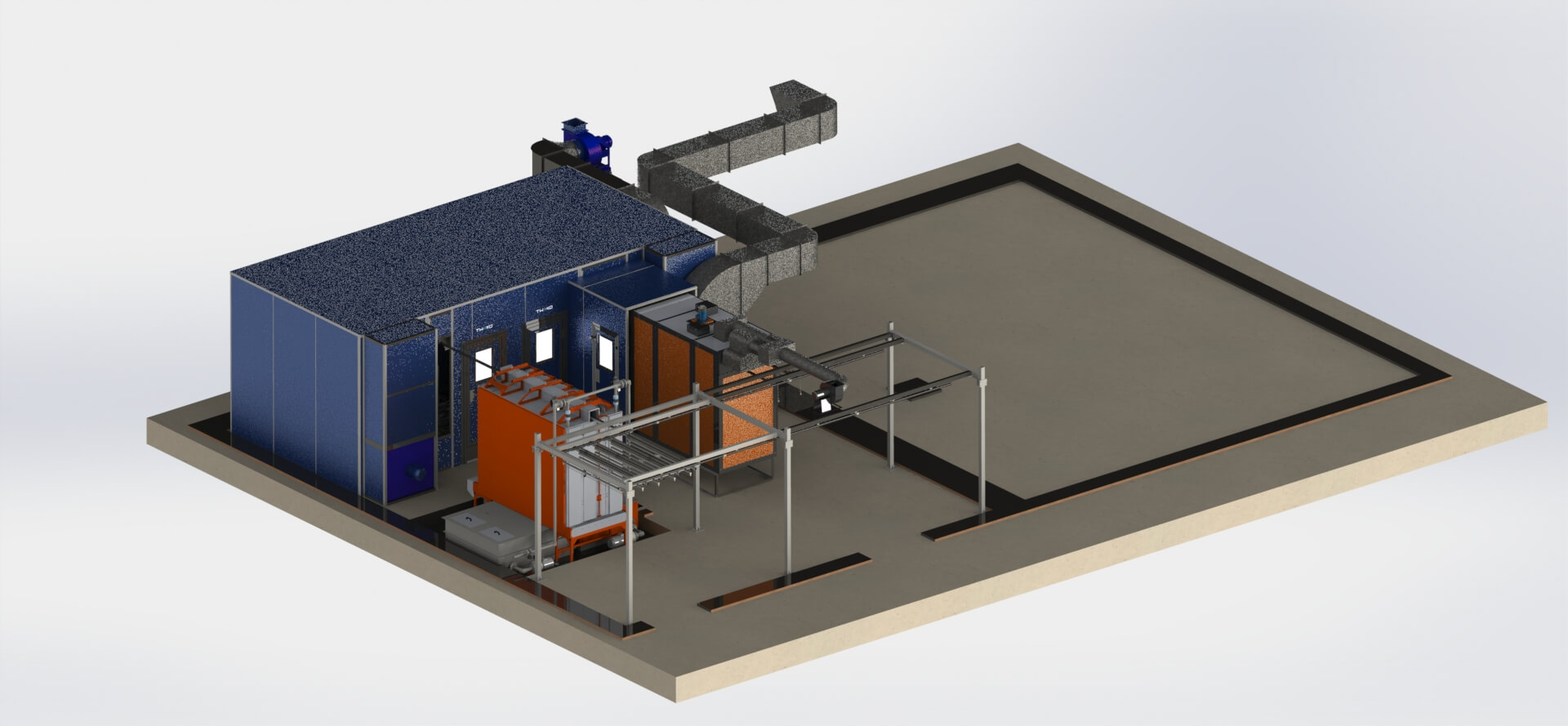
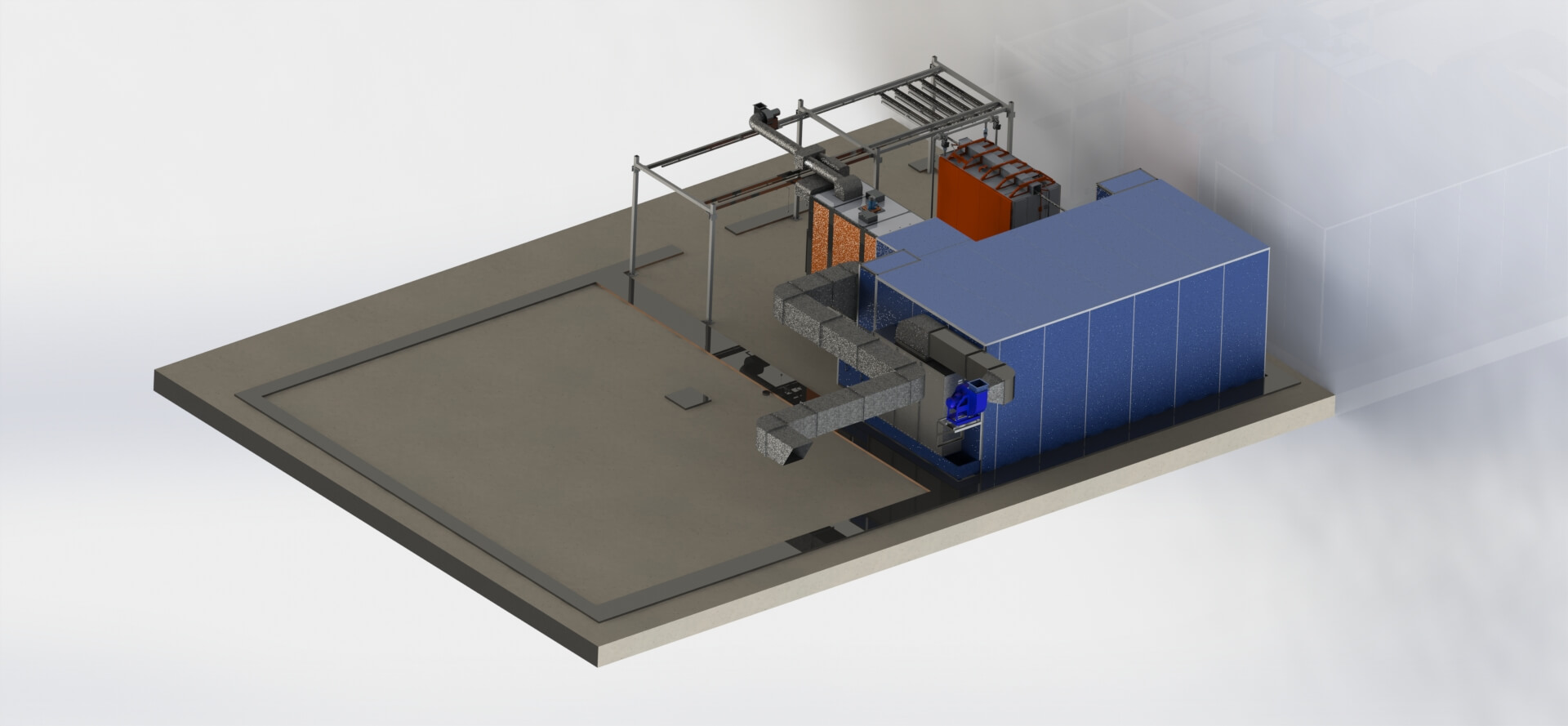
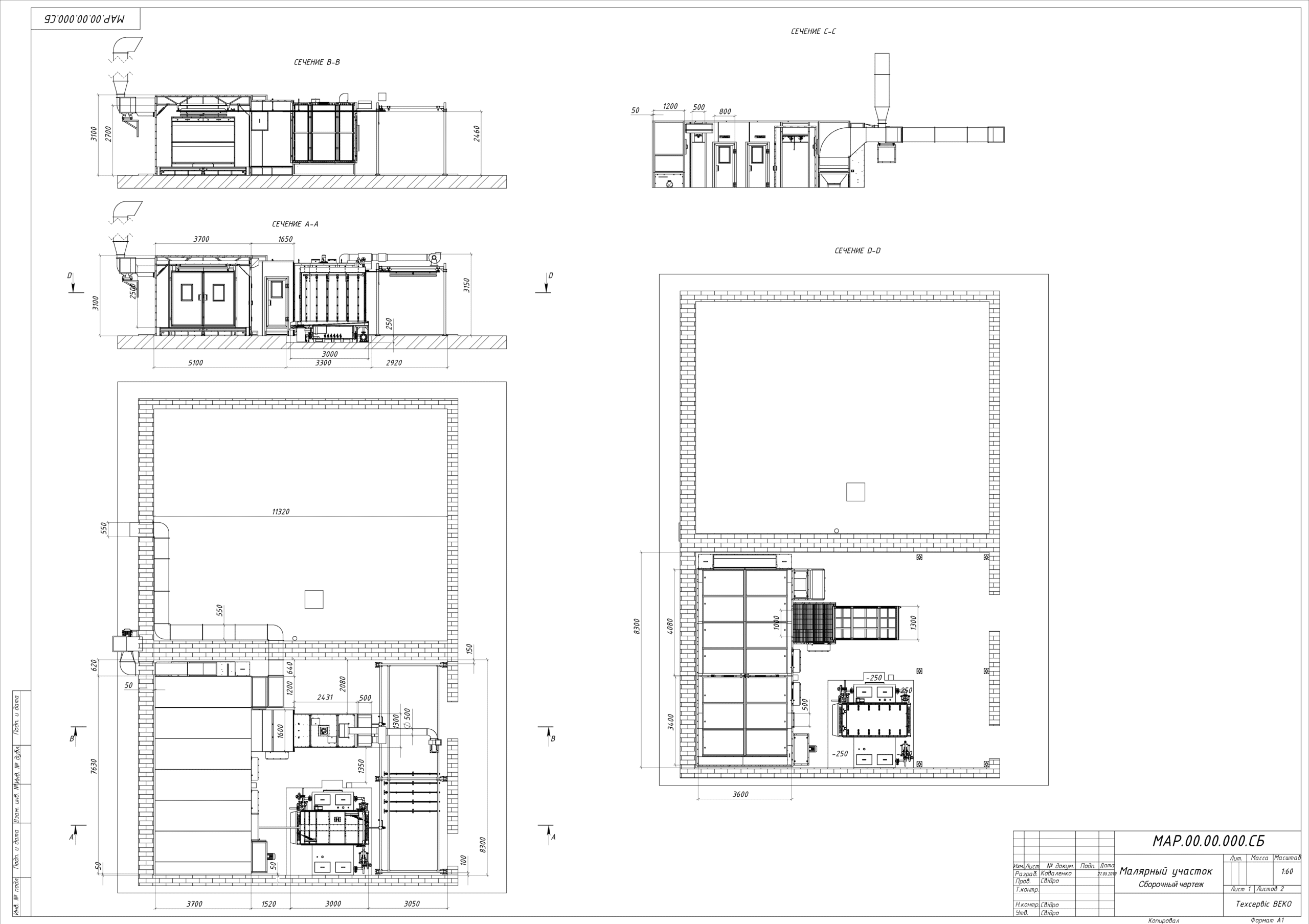
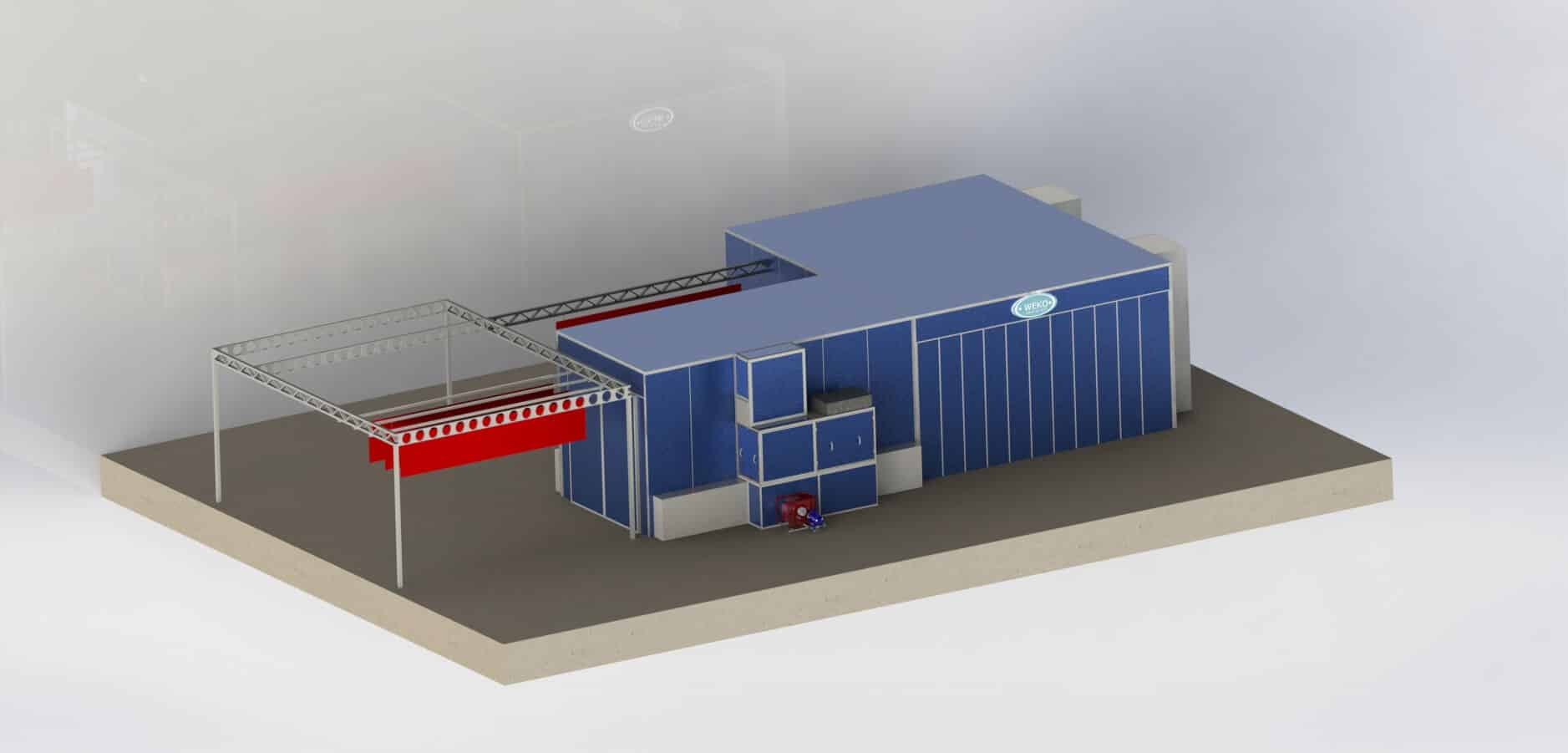
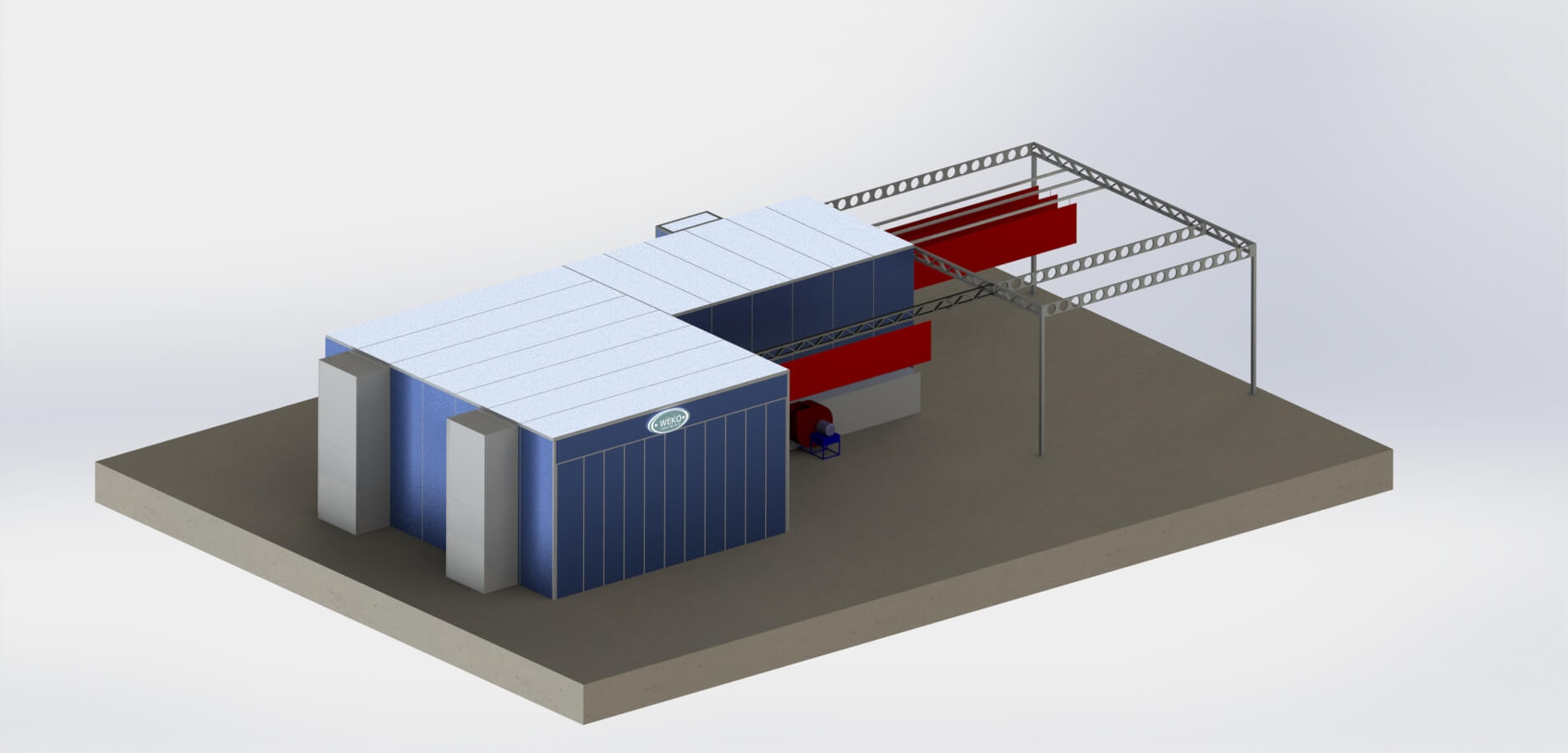
На основі погодженого попереднього технічного проєкту TWEKO розробила, виготовила та запустила індивідуальний фарбувально-сушильний комплекс прохідного типу, повністю адаптований під обмежений простір діючого цеху «Маріо».
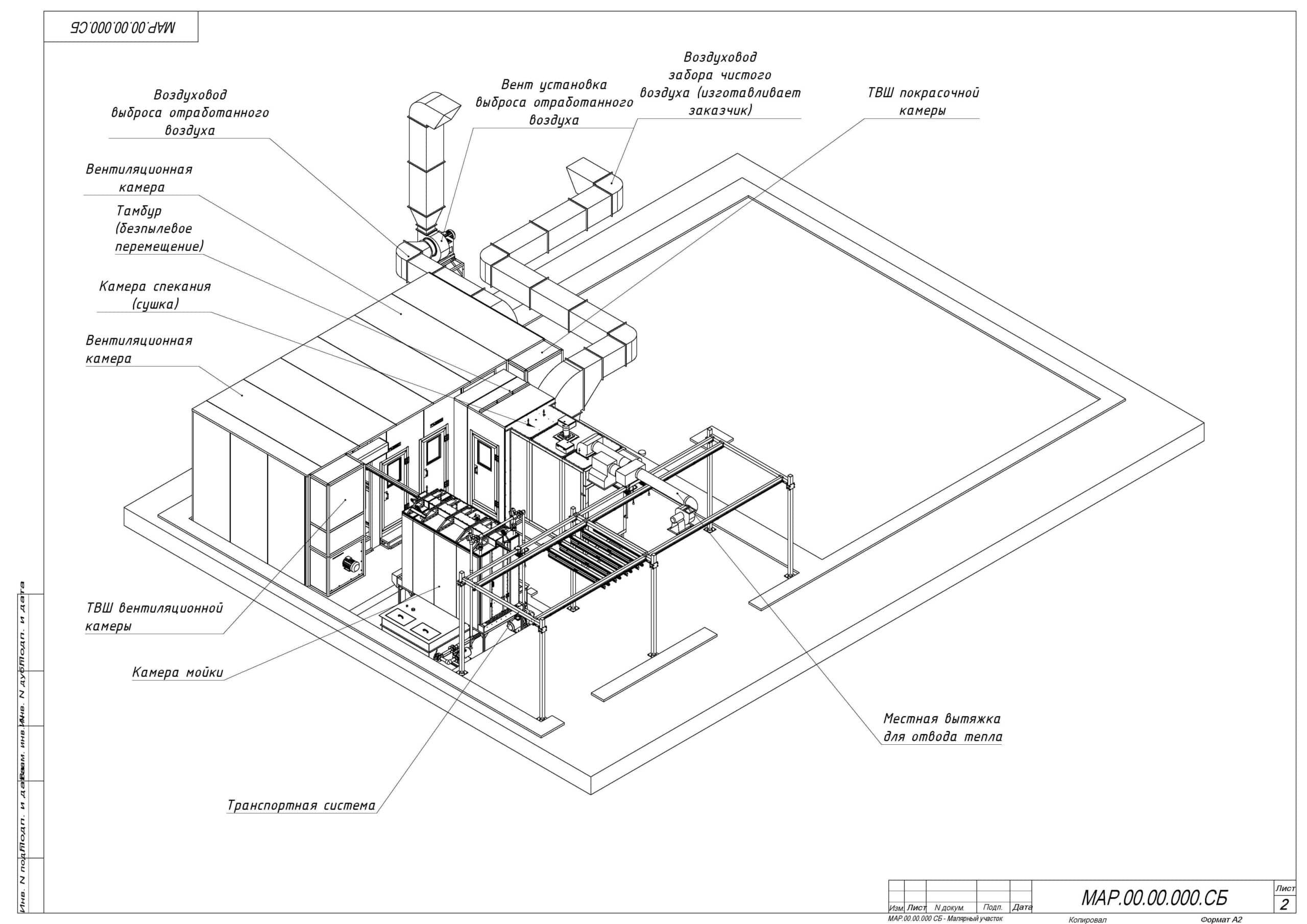
Комплекс складається з чотирьох основних технологічних модулів та двох допоміжних зон, об’єднаних єдиною підвісною транспортною системою
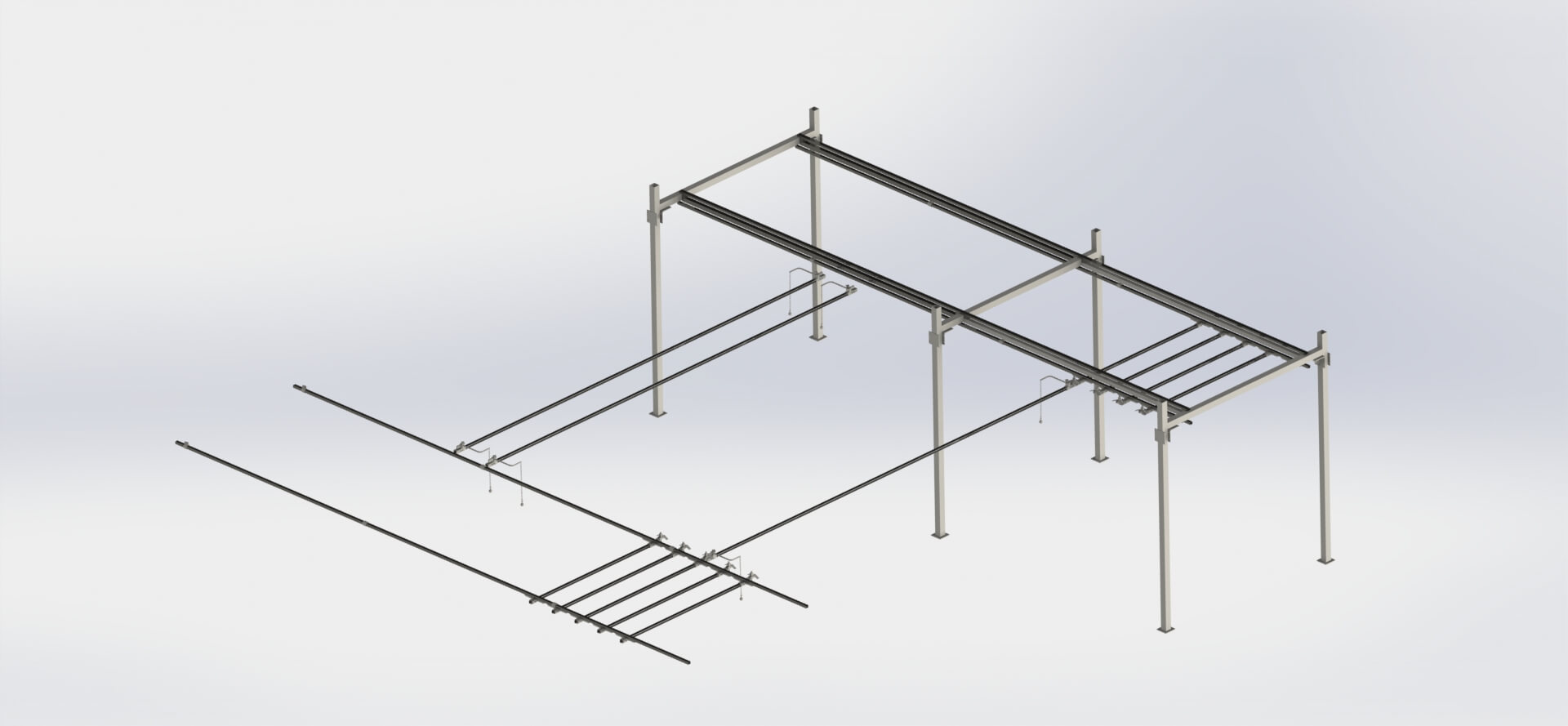
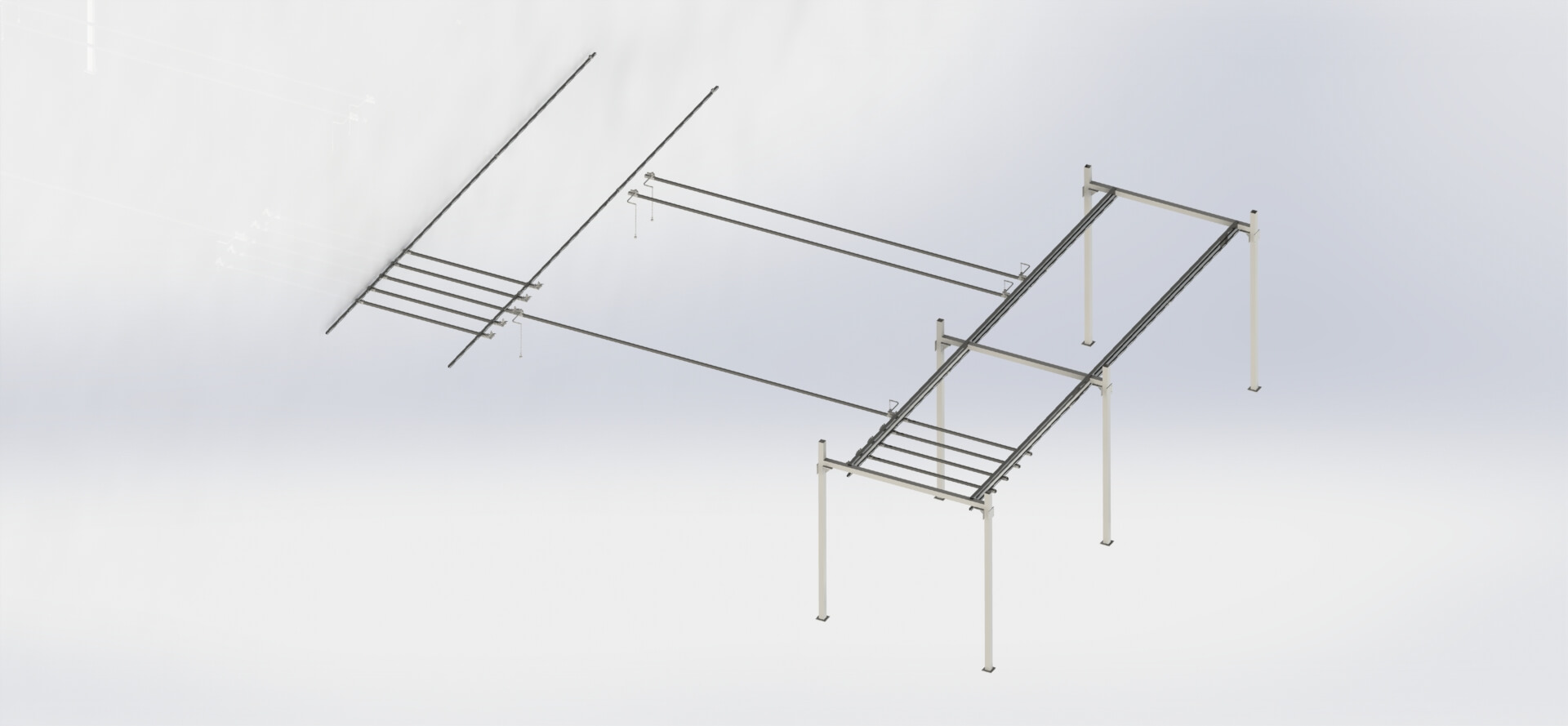
Підвісна магістраль нескінченного типу з ручним переміщенням забезпечує безперервний рух виробів через усі технологічні зони комплексу. Система включає:
- 12 поворотних кареток з механізмом обертання 360° — для рівномірного фарбування з усіх боків;
- по 5 накопичувальних перевантажувальних кареток у зонах навантаження/вивантаження та сушіння.
Транспортна магістраль спроєктована з урахуванням габаритів виробів (до 1 860 × 800 × 350 мм) і маси до 10 кг, а також специфіки їх фіксації на гаках підвісів. Конструкція передбачає зміну напрямку руху кареток та адаптацію геометрії під реальні умови цеху. Монорейкові ділянки виконано у вигляді одного або двох паралельних профілів (з міжосьовою відстанню 500 мм) залежно від зони.
У транспортній системі використано європейські комплектуючі (рейки, ролики, вузли кареток), що забезпечує довговічність, плавне переміщення та мінімальні вимоги до обслуговування.
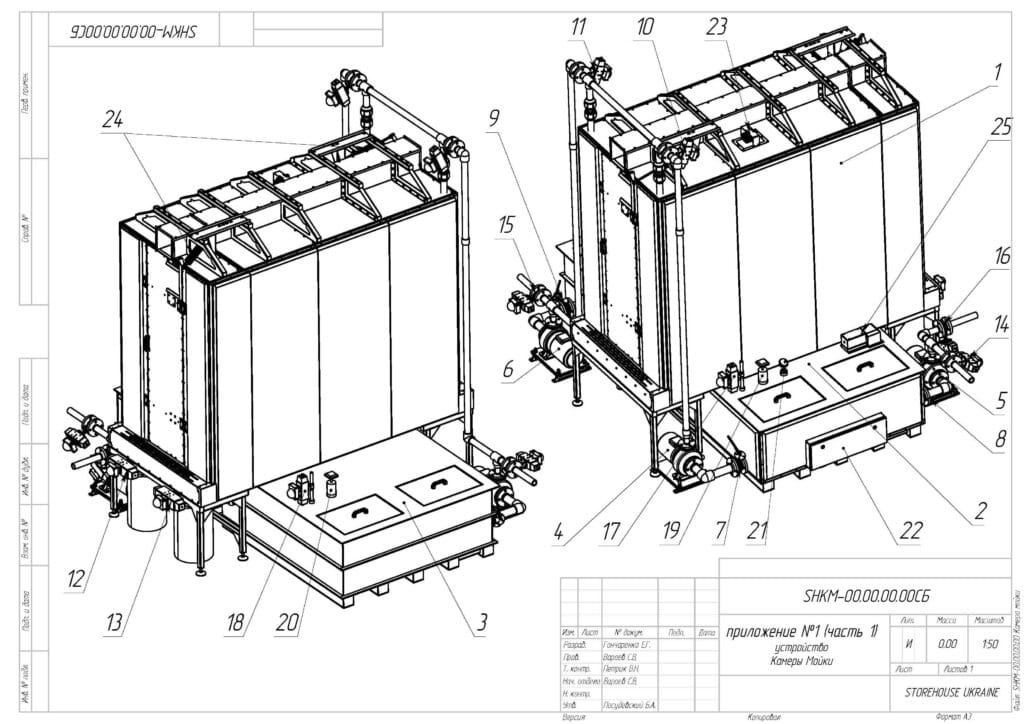
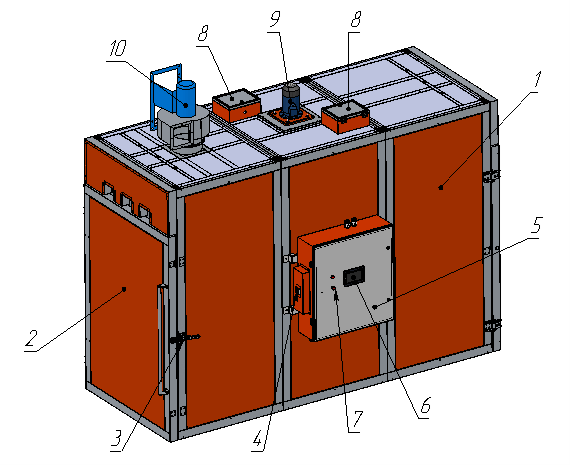
Напівавтоматична камера мийки струменевого (обливного) типу моделі КМП призначена для підготовки металевих виробів перед фарбуванням та забезпечує стабільну якість очищення у напівзамкнутому циклі. Конструктивно камера являє собою термоізольований модуль із системою контурного обливу, де обробка відбувається за рахунок інтенсивного подавання розчинів на деталь через форсунки високої продуктивності. Дві послідовні стадії — хімічне знежирення та промивка — виконуються без переміщення виробу, що знижує трудомісткість та забезпечує повторюваність результату.
Усередині камери організовано примусовий обіг робочих розчинів із рециркуляцією, фільтрацією та автоматично підтримуваними параметрами, що дозволяє працювати у сталому технологічному режимі. Механізм дверей та цикл обробки керуються автоматично, тоді як оператор здійснює лише завантаження й вивантаження. Система оснащена сучасною панеллю керування, яка дозволяє задавати тривалість етапів, контролювати стан обладнання та виконувати сервісні операції.
Камера мийки інтегрується у прохідний фарбувально-сушильний комплекс та відповідає вимогам до передобробки перед нанесенням водорозчинних та полімерних покриттів, забезпечуючи рівномірність очищення й підвищену адгезію подальших шарів.
| Параметр | Значення |
|---|---|
| Габарити та конструкція | |
| Внутрішні робочі розміри (Д × Ш × В) | 2 400 × 900 × 1 800 мм |
| Загальні габарити (Д × Ш × В) | 3 000 × 3 300 × 3 300 мм |
| Маса (без розчинів) | 820 кг |
| Технологічні параметри | |
| Кількість стадій обробки | 2 (лужне знежирення + промивка) |
| Сумарний об’єм баків | 1 900 літрів |
| Діапазон температури розчинів | 0–80 °C |
| Автоматизація та комплектація | |
| Насоси | 3 шт. Pedrollo (Італія) |
| Пневмосистема | Camozzi та Omal (Італія) |
| Керування | Сенсорна панель (Автомат / Налагодження / Обслуговування) |
| Режим дверей | Автоматичний або ручний |
| Додаткові функції | Рециркуляція та фільтрація 1-го контуру, автоматичні паузи на стікання |
| Електроживлення та експлуатація | |
| Встановлена потужність | 38 кВт |
| Живлення | 380 В, 3 фази + N + PE, 50 Гц |
| Тиск стисненого повітря | 6–10 бар |
| Кліматичне виконання | УХЛ4 (+5…+40 °C) |
| Гарантія | 12 місяців |
Кабіна з сендвіч-панелей із термо- та шумоізоляцією має загальну довжину ≈ 8 300 мм і об’єднує в одному прохідному модулі дві ключові технологічні зони — проміжне сушіння та фарбування. Така конфігурація забезпечує безперервний потік виробів без зупинок між операціями та дозволяє компактно інтегрувати комплекс у наявний цех без додаткових будівельних робіт.
1. Зона проміжного сушіння
Розташована одразу після мийки. Забезпечує стікання залишків розчинів та інтенсивне просушування виробів підігрітим повітрям. Критично важлива для уникнення крапель і залишкової вологи перед нанесенням покриття.
- припливно-витяжна вентиляція з підігрівом повітря;
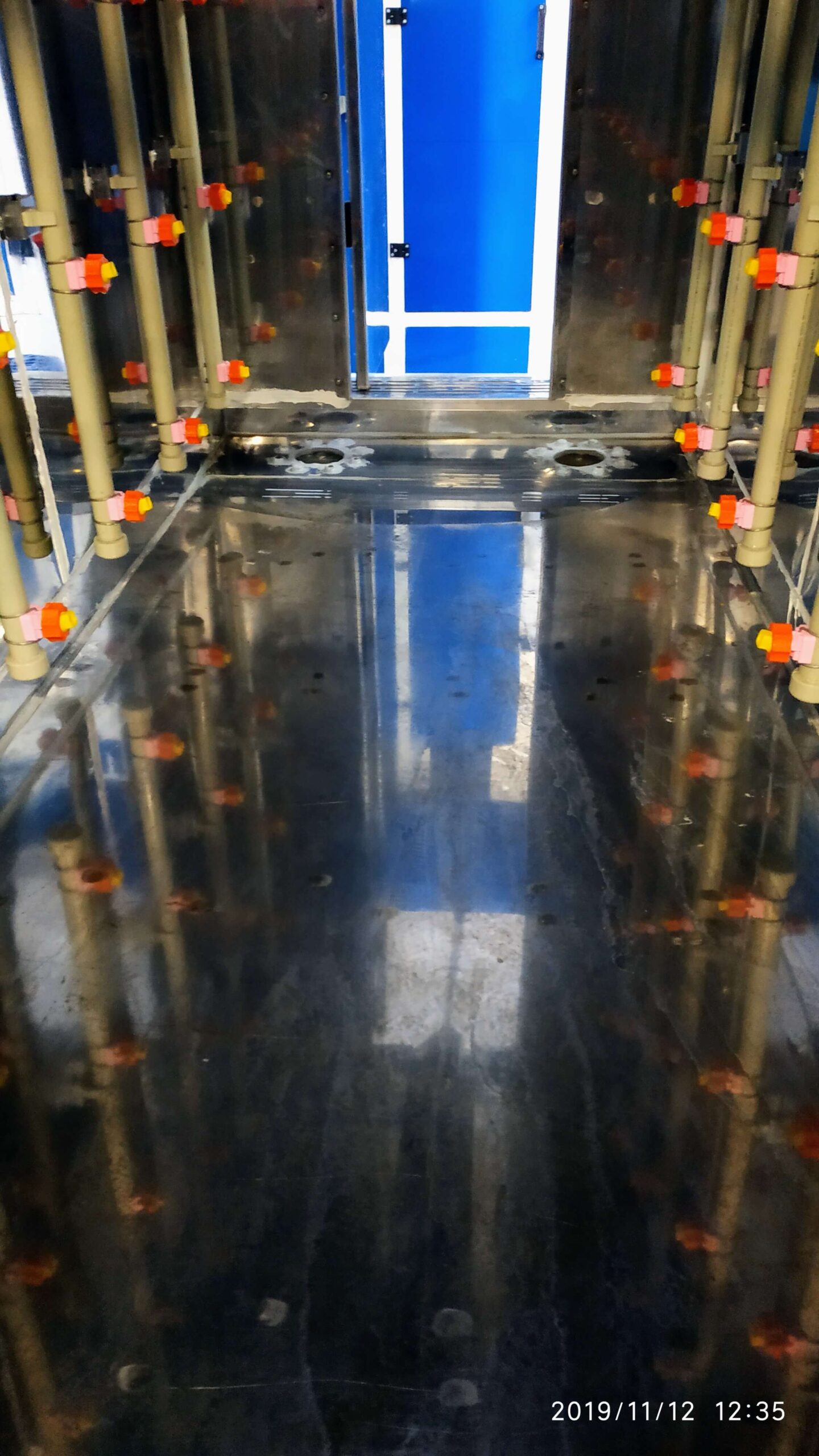
- «активна підлога» з решітками та постійним водяним потоком — максимальна чистота зони;
- система фільтрації для підтримання безпильового середовища.
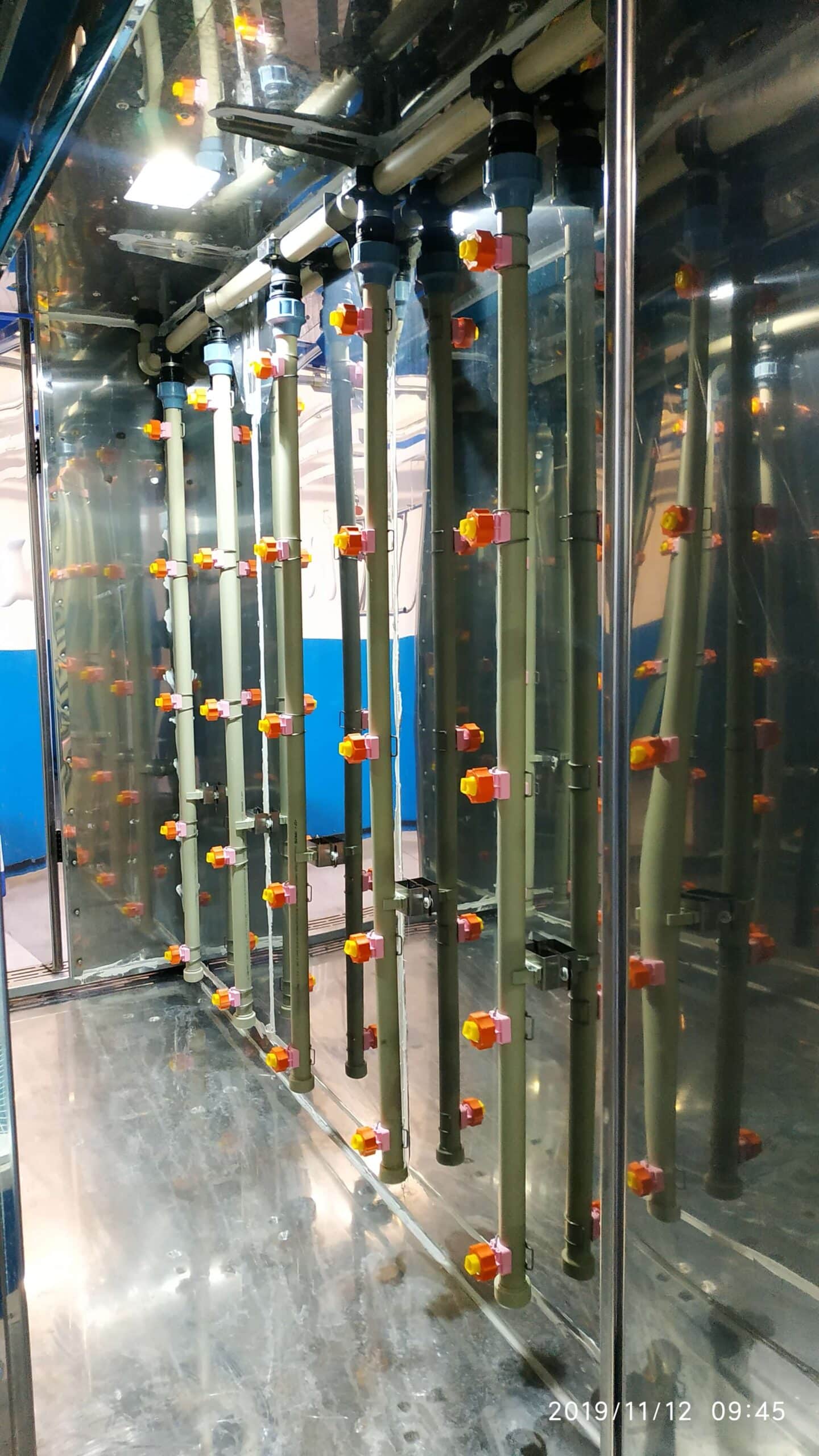
2. Зона фарбування
Основна робоча зона з надлишковим тиском, де виконується електростатичне нанесення водорозчинних емалей. Камера оснащена припливно-витяжною вентиляцією з підігрівом повітря до 18–24 °C, фільтрами тонкого очищення в стелі та забезпечує кратність повітрообміну до 200 разів/год.
Видалення аерозолю здійснюється через витяжну шафу з гідроекраном AS Hydro (очищення ≥ 97 %). Система включає водяне «дзеркало», форсунки для формування водяного туману, циркуляційний насос та приймальну ванну з можливістю застосування коагулянту/флокулянту.
Активна підлога з постійним водяним потоком уловлює надлишки лакофарбового туману. Тепло-вентиляційна установка з відцентровим вентилятором забезпечує рівномірний приплив очищеного повітря.
Освітлення, автоматика, пульт керування та датчики контролю гарантують безпечну та стабільну роботу під час нанесення покриття.
Така конструкція забезпечує стабільну якість покриття, мінімізує витрати на очищення та відповідає найвищим екологічним і санітарним вимогам.
| Параметр | Значення |
|---|---|
| Габарити та конструкція | |
| Загальна довжина ділянки (сушіння + фарбування) | ≈ 8 300 мм |
| Робочі розміри зони фарбування | 4 000 × 4 000 × 2 500 мм |
| Тип камери | Прохідна, надлишковий тиск |
| Корпус | Сендвіч-панелі з термо- та шумоізоляцією |
| Вентиляція та повітрообмін | |
| Продуктивність вентиляції | до 10 000 м³/год (регульована) |
| Кратність повітрообміну | до 200 разів/год |
| Фільтрація припливного повітря | EU5 (попередні кишенькові + стельові фільтри) |
| Очищення викидного повітря | |
| Система очищення | Водяна завіса + гідрофільтр (форсунки) |
| Ступінь очищення | ≥ 97 % |
| Температурний режим | |
| Робоча температура | 18…24 °C |
| Потужність теплообмінника | 56 кВт |
| Електроживлення | |
| Живлення | 380 В, 3 фази + N + PE, 50 Гц |
Зона полімеризації складається з печі ПП3М та прилеглого тамбура (безпильового приміщення), що забезпечує чисте переміщення пофарбованих виробів до печі та виключає потрапляння пилу на свіже покриття.
1. Тамбур (безпильове приміщення)
Перехідна зона між фарбувальною камерою та піччю. Забезпечує безпильове переміщення виробів у чисту зону перед полімеризацією, що критично важливо для якості покриття.
2. Піч полімеризації ПП3М
Конвекційна піч прохідного типу призначена для термічної обробки водорозчинних покриттів на металевих виробах. Робота базується на рівномірному нагріванні повітря ТЕНами з примусовою циркуляцією через вентилятор.
Конструкція включає:
- активний модуль з нагрівачами та вентиляторами;
- пасивні секції для теплоізоляції (мінеральна вата Rockmin, 100 мм);
- витяжний блок для автоматичного відведення летких продуктів полімеризації;
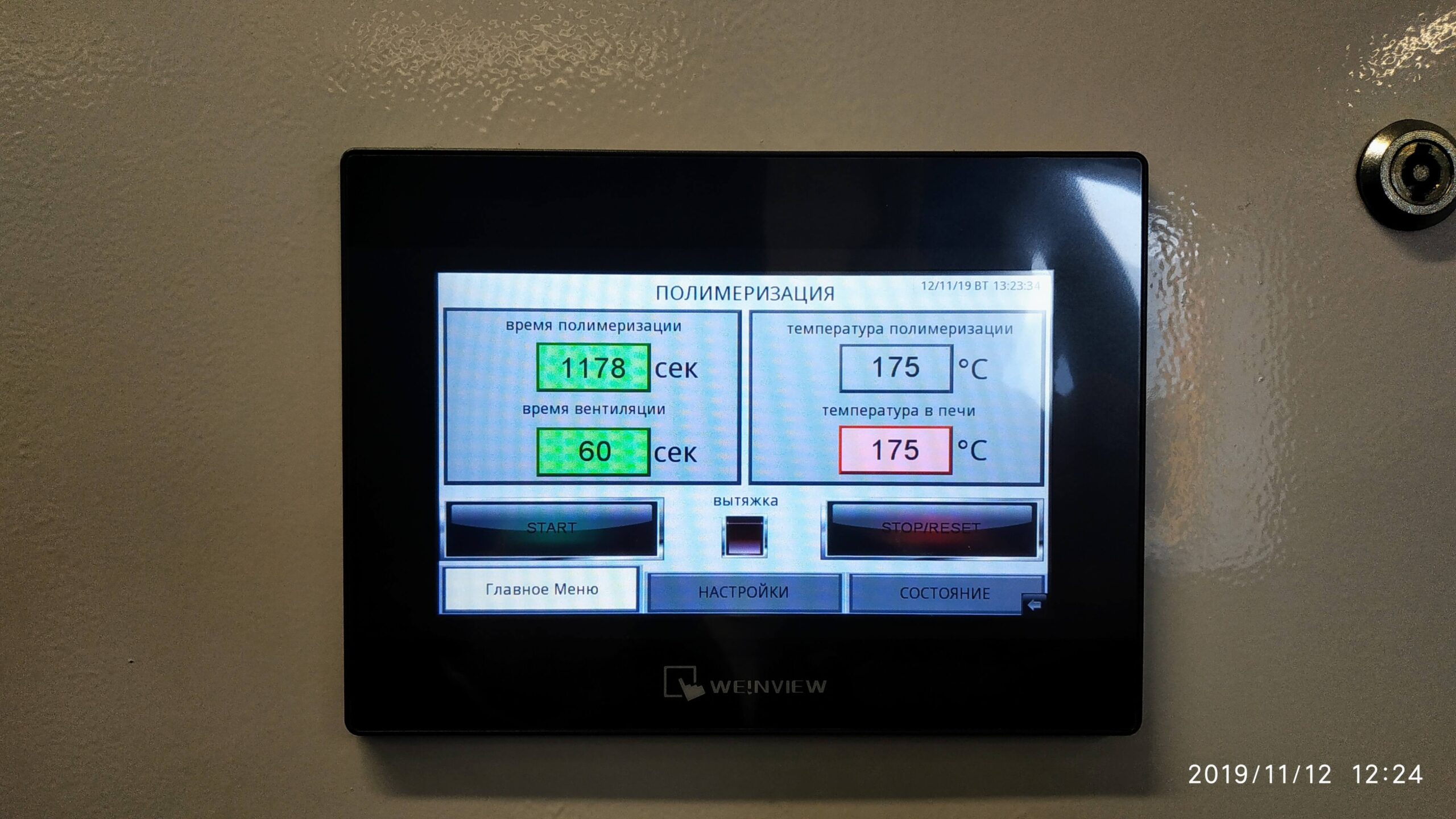
- сенсорну панель з діагностикою аварій та можливістю ручного тестування елементів.
Автоматичний цикл: розігрів → полімеризація (150–180 °C) → витяжка → звуковий сигнал завершення.
| Параметр | Значення |
|---|---|
| Габарити та конструкція | |
| Внутрішні робочі розміри (Д × Ш × В) | 2 400 × 1 000 × 1 800 мм |
| Тип конструкції | Прохідна модульна піч, конвекційний нагрів |
| Температурний режим | |
| Діапазон робочих температур | 0–220 °C (в проєкті — 150–180 °C) |
| Точність підтримання | Автоматичне, з регульованим гістерезисом |
| Нагрів та циркуляція | |
| Тип нагріву | Електричний конвекційний (ТЕНи + вентилятор) |
| Теплоізоляція | Мінеральна вата Rockmin, 100 мм |
| Автоматизація та керування | |
| Панель керування | Сенсорна, з діагностикою |
| Режими роботи | Розігрів → Полімеризація → Автоматична витяжка → Сигнал |
| Електроживлення | |
| Живлення | 380 В, 3 фази + N + PE, 50 Гц |
| Гарантія | 12 місяців |
Усі зони з’єднані єдиною підвісною транспортною магістраллю. Ручний перенос виробів між операціями виключено.
Кожна технологічна зона має окрему припливно-витяжну установку (ТВШ). Вентиляційна система спроєктована з чіткими точками підключення — це забезпечило швидке виконання підготовчих робіт на стороні Замовника.
Загальна встановлена потужність комплексу — до 140 кВт у циклічному режимі.
Результат — компактна, енергоефективна лінія з повним контролем параметрів, стабільною якістю покриття водорозчинними емалями та відповідністю ISO 9001.
Реалізація проєкту
На основі вихідних даних щодо номенклатури виробів, умов експлуатації та характеристик лакофарбових матеріалів (ЛФМ) було розроблено попередній технічний проєкт, який включав аналіз технології, опрацювання конструкторської документації та планування розміщення обладнання.
Виготовлення комплексу виконано на виробничій базі TWEKO в м. Києві з використанням комплектуючих провідних європейських виробників (Pedrollo, Camozzi, Omal, ETI, Rockmin). Модульна конструкція дозволила адаптувати систему під реальні виробничі площі.
Постачання обладнання здійснено на умовах DDP, а підготовка будівельної частини (фундаменти, повітроводи, комунікації) виконувалась на стороні підприємства. Після монтажу та пусконалагодження комплекс інтегровано в існуючі виробничі приміщення як прохідну технологічну лінію.
Фахівці TWEKO провели навчання персоналу та передали повний комплект експлуатаційної документації на механічну, електричну та вентиляційну частини комплексу.
Принцип роботи комплексу
Весь технологічний цикл побудовано за прохідною схемою з ручним переміщенням виробів по підвісній магістралі нескінченного типу:
- Навантаження — виріб підвішується на поворотну каретку (обертання 360°).
- Знежирення та промивка — автоматичне обливання підігрітим лужним розчином та подальша промивка демінералізованою водою у напівавтоматичній камері КМП (2 стадії).
- Проміжне сушіння — інтенсивний обдув підігрітим очищеним повітрям у зоні з активною підлогою та припливно-витяжною вентиляцією.
- Фарбування — електростатичне нанесення водорозчинної емалі в прохідній фарбувальній камері з гідрофільтром та водяною завісою (кратність повітрообміну до 200 разів/год).
- Контроль якості — візуальна перевірка покриття та, за потреби, локальне підфарбовування.
- Полімеризація — завершальний етап, що виконується в електричній конвекційній печі моделі ПП-3М. Піч працює у три автоматизовані фази:
- Розігрів — після натискання «Старт» вмикаються нагрівачі та конвекційний вентилятор; піч досягає заданої температури T.
- Полімеризація — підтримання температури 150–180 °C протягом часу t₁; нагрівачі працюють у імпульсному режимі, забезпечуючи стабільний тепловий баланс.
- Вентиляція — після завершення полімеризації відбувається активне видалення летких продуктів: нагрів вимкнено, працює конвекційний та витяжний вентилятори протягом часу t₂.
Після закінчення циклу піч автоматично повертається в режим очікування та подає звуковий сигнал.
- Вивантаження — охолодження та зняття готового виробу.
У складі комплексу реалізовано автоматизований контроль температури, рівня розчинів, тиску та повітрообміну в основних зонах. Ручне переміщення кареток забезпечує високу гнучкість при зміні номенклатури та кількості виробів.

Результат проєкту
На початку 2020 року фарбувально-сушильний комплекс успішно введено в промислову експлуатацію на виробничій площадці ТОВ «Виробниче підприємство «Маріо» у смт Літин.
Досягнуто всіх ключових цілей, поставлених Замовником ще у 2019 році:
- Стабільна та повторювана якість покриття завдяки контрольованим параметрам на всіх етапах (температура, час полімеризації, рівномірність нанесення в електростатичному полі).
- Повний технологічний цикл в одному прохідному потоці — від знежирення до вивантаження готового виробу без ручного переносу між операціями.
- Висока екологічність:
◦ очищення викидного повітря ≥ 97 % (водяна завіса + гідрофільтр);
◦ рециркуляція та фільтрація технологічних розчинів;
◦ використання водорозчинних емалей. - Енергоефективність та комфорт — підтримання температури в робочих зонах +18…+24 °C та 200-кратний повітрообмін у зоні фарбування.
- Гнучкість виробництва — ручне переміщення по підвісній магістралі та поворотні каретки (360°) дозволяють швидко перебудовуватися під різні типи та розміри рушникосушарок і дизайн-радіаторів.
- Надійність і сервісність — модульна конструкція та європейські комплектуючі (Pedrollo, Camozzi, Omal, ETI, Rockmin) забезпечують довготривалу безаварійну експлуатацію.
- Безпека персоналу — автоматизовані процеси мийки та сушіння, локальна витяжка, датчики та блокировки.
Комплекс працює в штатному режимі з 2020 року і повністю відповідає сертифікованій на підприємстві системі менеджменту якості ISO 9001.
Висновок
Реалізована лінія для виробничого підприємства «Маріо» — це сучасне, екологічне та гнучке рішення, яке забезпечує стабільно високу якість декоративного покриття водорозчинними емалями та ефективне очищення повітря (≥97 %). Комплекс відповідає вимогам ISO 9001, оптимізує енергоспоживання (до 138 кВт у циклічному режимі) і безперебійно працює з 2020 року.
Проєкт модернізації для «Маріо» демонструє експертність TWEKO у створенні енергоефективних технологічних комплексів для нанесення декоративних лакофарбових покриттів на вироби з нержавіючої сталі. Команда відкрита до реалізації аналогічних рішень і подальшої співпраці.
Потрібна передбачувана якість декоративного покриття на нержавіючій сталі без повторних фарбувань і зміни кольору?
Фарбувальні комплекси TWEKO гарантують контрольований мікроклімат у зоні фарбування та очищення викидів до екологічних норм. Конфігурація системи повністю адаптується до параметрів вашого виробництва.